As we get further into the heart of fall, it’s time to turn up the heat (treat)! – but how can this be done in an optimized and sustainable way?
Today’s Technical Tuesday original content round-up features tips and tricks from our summer print editions on how to optimize and sustain your heat treat operations, even during the chilly months. So, bundle up, grab a hot drink, and review these insightful pieces!
Sustainability Insights Corner
In May, Heat TreatToday began publishing "Sustainability Insights" from the IHEA editorial team. Here's a brief overview of the recent insights all in one place:
June: NEW Sustainability and Carbonization Webinar Series. Although this year's IHEA Webinar series may have come and gone, it's not too late to establish a foundational understanding of carbon and sustainability here!
August: Reducing the Carbon Footprint of Your Heat Treating Operations. Brian Kelly of Rockford Combustion is back with yet another suitability insight, here exploring ways to assess your heat treating operation's carbon footprint, tune your combustion systems, explore renewable fuels, and much more.
September: Process Heating and the Energy-Carbon Connection. Explore the issue of greenhouse gases and how recent conversations are affecting the heat treating industry with Michael Stowe of Advanced Energy.
In Case You Missed the May Issue: Induction and Sustainability Tips
Looking for sustainability tips for your heat treating operation, but lacking in time? Heat TreatToday's May Issue has you covered with a quick read: "13 Induction and Sustainability Tips." We'll highlight a few below which made it into a recent Technical Tuesday feature:
Sustainable Energy for Furnaces? What does the Future Hold?
What will the future run on? With growing discontent around current energy sources like natural gas and other fossil fuels, power sources for furnace equipment are due for a makeover.
Explore the question of sustainable energy for furnaces in the future with industry experts John Clarke of Helios Electric, Philippe Kerbois of Glass, various authors from Watlow, and Stuart Hakes of F.I.C. (UK) Limited.
How much electrical power is being used in the typical heat treatment plant? And how can power (and money) be saved in these operations? If these questions peak your interest, explore further with Roger A. Jones and William Jones of Solar Atmospheres.
Learn about savings in electricity and money in areas of electric motors, high vacuum diffusion pumps, gas blowers, building lighting, AC/heating, and more in this article.
Those familiar with vacuum heat treatments are surely acquainted with the vacuum heat treatment of titanium and how such furnaces create the ideal environment for titanium's heat treatment. However, not all titanium and its alloys are created equal. Enter the beta titanium alloy.
In this best of the web article from TAV Vacuum Furnaces, discover the potential applications for beta titanium alloys, as well as the effects that various vacuum heat treatments can have on the mechanical properties of the alloy. Additive manufacturing (AM) technologies, specifically laser powder bed fusion, are gaining increased interest in the treatment of beta titanium alloys, due to their efficiency and their cost-cutting potential. Learn more about the chemistry and applications of this unique material below.
An excerpt:
Beta titanium alloys have an unique combination of desirable properties: their high specific strengths, creep resistance, oxidation and corrosion resistance, excellent temperature resistance up to 600°C and hardenability, make them very attractive for aerospace applications. On the other hand, the excellent biocompatibility and low elastic modulus, closer to that of human bone compared to other alloys, make Ti beta alloys an excellent material for biomedical applications.
What is the connection between AMS2750 specifications and furnace classifications? With tight specifications, what does the heat treater need to know to be compliant? Follow along as we take a brief look into this often-overlooked topic.
This Technical Tuesday article, written by Douglas Shuler, owner and lead auditor, Pyro Consulting LLC, was first published in Heat Treat Today's March 2023 Aerospace Heat Treating print edition.
Doug Shuler Lead Auditor Pyro Consulting
AMS2750 is the specification that covers pyrometric requirements for equipment used for the thermal processing of metallic materials. AMEC (Aerospace Metals Engineering Committee) is one of the committees which oversees the changes and revisions of AMS2750. There are five main sections in the technical requirements of the specification: sensors, instrument calibrations, thermal processing classification, SAT (system accuracy testing), and TUS (temperature uniformity surveys). Additionally, there are quality provisions that detail what happens if a calibration or test is either past due or fails.1
Contact us with your Reader Feedback!
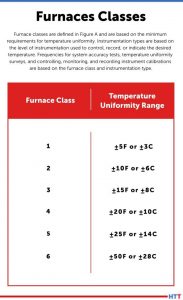
Revisions to the original requirements have occurred over the years, with the newest being Revision G. The structure of Revision G has carried over from Revision F and has remained the current structure of the AMS2750 specification. This structure includes furnace classes, which are based on the minimum requirements for temperature uniformity.
Furnace classes are defined in Figure A of Revision D Figure 1.
Figure 1. AMS2750G furnace class uniformity tolerances Source: Doug Shuler
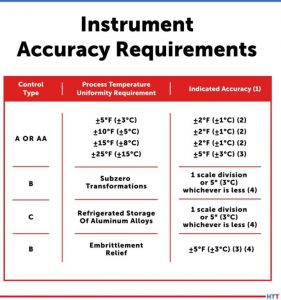
Originally, furnace classes were based on temperature uniformity, but also subzero transformation, refrigerated storage of aluminum alloys, and embrittlement relief, Figure 2.
Figure 2. Original AMS2750 instrument accuracy requirements, no class structure Source: Doug Shuler
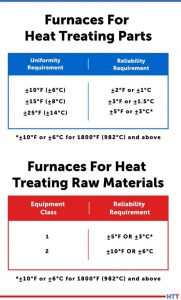
AMS2750 Revision C was released in May 1990 and started to implement the class and instrumentation type structure and differentiated between furnaces for heat treating parts versus furnaces for heat treating raw materials. Furnaces for heat treating parts were classified based on uniformity, but also on a readability requirement. Furnaces for heat treating raw materials were classified based on a readability requirement alone.
AMS2750 Revision D was released in September 2005 and continued to define equipment class (Figure A)* and instrumentation type (Section 3.3.1.1)*. It also clarified chart recorder resolution (Table 4)*, print and chart speed (Table 5)*, and testing frequencies for SAT (Tables 6, 7)* and TUS (Tables 8, 9)* for the processing of parts versus raw materials.
AMS2750 Revision E was released in July 2012 and continued to build on the clarity presented in Revision D by adding an instrumentation type table (Figure 3)* instead of a simple text description in the body of the specification.
Figure 3. AMS2750 Revision C: distinguishment between furnaces for heat treating parts versus raw materials Source: Doug Shuler
Moving to AMS2750 Revision F, the specification saw a major rewrite and restructuring where the tables were moved from the end of the document to the first area text that called out the specific table. Revision F also put into place a sunset date for analog instruments.
That brings us to the current revision of AMS2750, Revision G, which has carried forward the structure of Revision F and only sought to further clarify the intent of the requirements.
Over the years, the technology of sensor, instrument, and furnace manufacture and capability has continued to produce better and tighter controls for the process of heat treating. The evolution of AMS2750 has recognized these advancements and has kept pace with them in technology. The understanding of the origins of AMS2750 and how it has evolved is vital in understanding its application to today’s heat treat special processes.
*Specified figure, table, or section is associated with the AMS2750 revision being discussed.
About the Author: In 2009, Douglas (Doug) Shuler became the owner of Pyro Consulting LLC and also began working with Performance Review Institute (PRI), first as an instructor and course developer and later as an auditor for the Nadcap program. As a lead auditor for Nadcap, he has conducted over 380 Nadcap special process and aerospace quality management system audits on behalf of the Aerospace Primes over the past 10+ years. Doug continues to focus on instruction, training, and education for the heat treat industry, developing courses, authoring exams, and employing the PIE method: “Procedures that Include all requirements, and Evidence to show compliance.”
What are the factors that lead to carburization and carbon transmission? How can heat treater avoid these unwanted reactions? Discover the challenges of CFC fixtures and the steps heat treaters can take to mitigate these challenges.
This Technical Tuesday article, written by Dr. Jorg Demmel, founder, 0wner, and president, High Temperature Concept, was first published in Heat Treat Today's March 2023 Aerospace Heat Treating print edition.
Introduction
Dr. Jorg Demmel Founder, Owner, President High Temperature Concept
The main advantages of CFC fixtures were introduced in “CFC Fixture Advantages and Challenges in Vacuum Heat Treatment, Part 1,” which was released in Heat Treat Today’s November 2022 publication. This included a discussion of the limits of CFC in vacuum and protective atmosphere heat treatment. Successful applications of CFC workpiece carriers in heat treatment were presented along with field test results that included a brief discussion of undesired contact reactions (i.e., carburization and melting of parts). In Part 2 of this paper, the mechanisms involved with carburization and carbon transmission due to direct contact of parts with CFC fixtures will be further explained.
Mass Transfer from CFC Fixtures
Contact us with your Reader Feedback!
The mass transport of carbon from CFC fixtures into steel parts at high temperatures will be examined in the following areas:
Reactions in oxygen (i.e., the reaction medium)
Transport of carbon in CFC during exposure to oxygen
Transfer mechanism into the steel parts
Diffusion of carbon into the steel parts
Part reactions (melting, carbide formation)
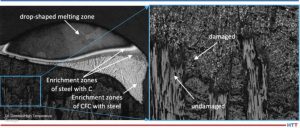
Figure 1: 1.6582 steel samples and GDEOS depth profile analysis Source: Dr. Jorg Demmel, High Temperature Concept
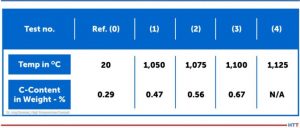
CFC samples were tested in contact with steel samples under laboratory conditions in a vacuum of 7.5 x 10-7 Torr (1 x 10-6mbar). Results of the contact with CFC for steel samples at different temperatures are presented to the left (Figure 1). It is important to note that:
Sample (0) is the reference sample and had no exposure to the contact test.
Sample (0’) is the back side of Sample (0).
Sample (1) is the contact side at 1922°F (1050°C).
All three samples are visually identical, therefore only one is shown. Sample (2) at 1967°F (1075°C) and Sample (3) at 2012°F (1100°C) exhibited a distinct visual surface pattern after CFC contact. This was analyzed by Glow Discharge Optical Emission Spectroscopy (GDOES) and the test location (gray spot) clearly observed on Samples (2) and (3). For Sample (4) run at 2057°F (1125°C), the CFC was found to have adhered to the steel surface.
The carbon content in 10mm depth measured with GDOES (see the profiles in Figure 1) increased from initially 0.29 weight-% for the 1922°F (1050°C) test, although nothing was visible on metal surfaces. For carbon contents, see Table 1.
Table 1. Carburizing of 1.6582-samples in 10 µm depth after CX-27C1-contact (GDOES) Source: Dr. Jorg Demmel, High Temperature Concept
CFC Reactions with Oxygen
The chemical reactions of CFC with various gases are essential in Step 1 (referenced in Part 1 of this article) and an indicator of chemical thermal suitability.
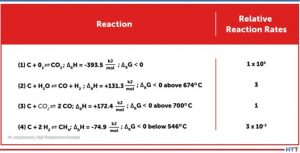
In the case of the unwanted contact carburization considered above is similar, in a sense, to carburization of steel in contact with carbon powder or granulate. However, the actual carburization mechanism, which occurs between approximately 1616°F and 1697°F (880°C and 925°C), does not take place directly via the carbon contact but is based on the fact that solid carbon reacts with atmospheric oxygen according to the Equation Table to form carbon dioxide (CO2).
Equation Table. Reaction rates and activation energies for graphite (800°C; 0.1 bar) Source: Dr. Jorg Demmel, High Temperature Concept
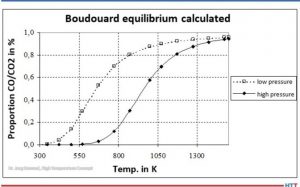
Carbon monoxide (CO) is then formed from CO2 by the Boudouard reaction (Equation 3). At high temperatures and low pressures (see Figure 2), almost only CO is present.
Figure 2. Boudouard equilibrium Source: Dr. Jorg Demmel, High Temperature Concept
Transport of Carbon
The carbon carrier must be transported to the surface of the parts.
The cases considered in Part 1 of this article were conducted in vacuum, that is in the absence of a carburizing atmosphere. The laboratory tests were even carried out in a vacuum as low as 7.5 x 10-7 Torr (1 x 10-6mbar). Nevertheless, part surface reactions were observed.
Transfer Mechanism into the Steel Parts
Theoretically, carbon from the CFC fixtures can be transferred into the steel via solid phase (as opposed to gaseous phase) reactions. Gas particles can be adsorbed by surfaces via physisorption and/or chemisorption. The author’s personal research experience has shown that metal samples usually oxidize after a short time, even in a high vacuum of 7.5 x 10-7 Torr (1 x 10-6mbar). In particular, elements such as iron, molybdenum, and chromium have a strong ability to chemically adsorb oxygen or CO.
Furthermore, there is a disproportionately large amount of adsorbed oxygen in the CFC samples. CFC has open porosities as high as 30%. CFC in industrial practice is never completely evacuated. So, there is a disproportionately large amount of oxygen present in CFC fixtures.
It can be assumed that oxygen repeatedly escapes from the CFC and is initially available in the contact area. Proof of this can be provided by the GDOES analysis. Outside the contact areas, no (gas) carburization took place (as evidenced by the non-contact side of steel samples).
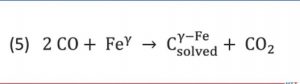
The oxygen and carbon surplus combined with close contact lead to complete reaction of oxygen creating carbon dioxide as in Equation (1). Because of the carbon surplus, almost only carbon monoxide is produced as shown in Equation (2). Because of the very close contact between CFC and steel, C-adsorption by gamma iron and desorption of carbon dioxide as in Equation (5) takes place:
Equation 5 Source: Dr. Jorg Demmel, High Temperature Concept
Since carbon dioxide immediately comes in contact with carbon in the CFC again, carbon monoxide is produced according to Equation (3). In other words, carbon dioxide regenerates immediately and the reaction starts again.
Direct carbon transfer from CFC to metal via solid phase is very unlikely since carbon atoms in CFC are firmly bound in rings.
Diffusion of Carbon in the Steel Parts
In solids, the surface diffusion usually takes place at significantly higher diffusion rates than in the bulk material. The thermodynamic driving force of diffusion or carburizing reactions is the difference in carbon activity for a specific concentration in the austenite to that of the reaction medium. The carbon activity is the ratio of the vapor pressure of the carbon in state under consideration to vapor pressure of pure carbon (graphite/CFC). Alloying elements of the steel influence the activity of the carbon.
Part Reactions (Melting and Carbide Formation)
Steel can begin to melt if, at the given values for temperature and pressure, a partially liquid phase is reached, that is, the solidus line in the phase diagram is exceeded. At even higher temperatures, the liquidus temperature can be reached and steel is completely liquid.
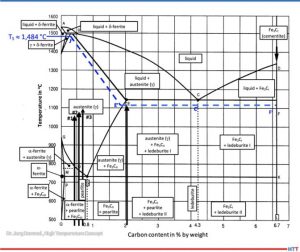
According to metastable iron-carbon diagram phase diagram (Figure 3), a steel such as SAE/ AISI 4340 (34CrNiMo6) alloy (DIN 1.6582) with around 0.47% by weight percent carbon does not begin to melt at 1922°F (1050°C), the exposure temperature for Sample (1), or Sample (2) at 0.56% and 1967°F (1050°C) for Sample (3) with 0.67% for 2012°F (1100°C). The iron-iron carbide phase diagram applies to steels with less than 5% (by mass) of alloying elements and thermodynamic equilibrium, so it is an accurate representation for a SAE/AISI 4340 (34CrNiMo6) alloy.
Figure 3. Metastable equilibrium diagram Fe-Fe3C for steel (good fit for 1.6582) Source: Dr. Jorg Demmel, High Temperature Concept
A calculation of the solidus temperature shown on the iron-iron carbide diagram (Figure 3), which is dependent on the carbon content and alloying elements, yields a value of 2703.2°F (1,484°C) (J’).
For an SAE/AISI 4340 (34CrNiMo6) steel (DIN 1.6582) with 0.3% C and one for 0.5% C, the calculated solidus temperature is 2640°F (1449°C). This is shown on the J’-E’ blue dotted line in Figure 3. In other words, a lower solidus line (cf. dashed blue line in Figure 3) and thus a slight reduction in austenite phase region.
The iron-carbon diagram also indicates that melting of surfaces that have absorbed carbon (e.g., Sample No. 2) will occur at 1967°F (1075°C). This value is within approximately 90°F (50°C) of the temperature used (dotted line E’-C’-F’). From this information we can conclude that the observations seen in Figure 1 are not the result of melting, but rather imprints due to surface softening.
The melting (c.f., Figure 1) observed in Test No. 4, which occurred at 2057°F (1125°C) is likely due to partial carburization of the steel surface and exceeding the solidus temperature. A micrograph confirms eutectic melting and high carbon content, which could also be indirectly confirmed by hardness measurement.
Carbide Formation
Additional reactions can occur between carbon absorbed from the CFC fixtures and the steel parts due to either separation of carbides (e.g., iron carbide in the form of secondary cementite) or carbide formation with alloying elements such as Ti, V, Mo, W, Cr, or Mn (listed in decreasing tendency to form carbides).
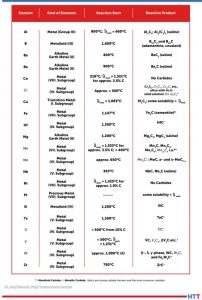
Table 2. Reactions between C and metal Source: Dr. Jorg Demmel, High Temperature Concept
Table 2 lists various elements in alphabetical order that react with carbon above the specified temperatures to form reaction products mentioned, primarily carbides. It should be noted that the temperatures listed apply only to pure metals and pure carbon. As such, they provide only rough approximations of a temperature at which a reaction might begin.
Countermeasures
There are several measures to avoid these unwanted reactions:
Ceramic oxide coatings such as aluminum oxide (Al2O3) or zirconium oxide (ZrO2) layers placed onto the CFC
Hybrid CFC fixtures having ceramics in key areas to avoid direct contact with metal workpieces
Alumina composite sheets
Boron nitride sprays
Special fixtures made of oxide ceramics
An yttrium-stabilized zirconium oxide layer (93/7) was applied to CF222 by thermal plasma spray and tested successfully (see Figure 4).
Figure 4. Yttrium-stabilized zirconium oxide layer with an average layer thickness of 110µm on CF222 material. The photograph on the right shows a hybrid CFC fixture. Source: GTD Technologie Deutschland
Summary
It is important to consider the specific process conditions in advance so that unwanted reactions — from carburization to catastrophic melting of the workpieces — can be avoided. Effective countermeasures can be taken.
References
Atkins, P. W.: Physikalische Chemie. 1. vollst. durechges. u. berichtigter Nachdr.d. 1. Aufl ., Weinheim, VCHVerlag, 1988 – ISBN 3-527-25913-9.
Bürgel, R.: Handbuch Hochtemperatur-Werksto technik: Grundlagen, Werksto bean-spruchungen, Hochtemperaturlegierungen. Braunschweig, Wiesbaden: Vieweg, 1998. ISBN 3-528-03107-7.
Demmel, J.: Advanced CFC-Fixture Applications, their scientific challenges and economic benefits, In: 30th Heat Treating Society Conference & Exposition, Detroit, MI, USA, 15th Oct. 2019.
Demmel, J.: Werkstoffwissenschaftliche Aspekte der Entwicklung neuartiger Werkstückträger für Hochtemperaturprozesse aus Faserverbundkeramik C/C und weiteren Hochtemperaturwerkstoffen, Dissertation, TU Freiberg, Germany, 2003.
Demmel, J.: Why CFC-Fixtures are a Must for Modern Heat Treaters, FNA 2020 Technical Session Processes & Quality, USA, 30th Sept. 2020.
Demmel, J., et al: Applications of CMC-racks for high temperature processes. In: 4th Int. Conf. on High-Temperature Ceramic Matrix Composites, 3.10.2001, p. A-17.
Demmel, J. und J. Esch: Handhabungs-Roboter sorgt für Wettbewerbsvorsprung. Härterei: Symbiose von neuen Werkstoffen und Automatisierung. In: Produktion (1996), No. 16, p. 9.
Demmel, J. und U. Nägele: CFC revolutioniert die Wärmebehandlung. In: 53. Härterei-Kolloquium, Wiesbaden, 10.10.97. Vortrag und Tagungsbericht.
Demmel, J., Lallinger, H.: CFC-Werkstückträger revolutionieren die Wärmebehandlung. In: Härtereitechnische Mitteilungen 54, No. 5, p. 289-294, 1999.
Eckstein, H.-J., et al: Technologie der Wärmebehandlung von Stahl. 2nd Edition, VEB Deutscher Verlag für Grundstoffindustrie, Leipzig, 1987. ISBN 3-342-00220-4.
Godziemba-Maliszewski, J.; Batfalsky, P.: Herstellung von Keramik-Metall-Verbindungen mit Diffusionsschweißverfahren. In: Technische Keramik, Jahrbuch, Essen, 1 (1988), S. 162-172. ISBN 3-80272141-1.
Grosch, J.: Grundlagen-Verfahren-Anwendungen-Eigenschaften einsatzgehärteter Gefüge und Bauteile, ExpertVerlag, 1994, ISBN 3-8169-0739-3.
Hollemann, A.F.; Wiberg, E.: Lehrbuch der anorganischen Chemie / Hollemann-Wiberg. 91.-100. Aufl ., de Druyter Verlag, 1985 – ISBN 3-11-007511-3.
Kriegesmann, J.: Technische Keramische Werkstoffe. Loseblattwerk mit 6 Ergänzungslieferungen pro Jahr.
Kussmaul, K.: Werkstoffkunde II. Stuttgart, Universität, Lehrstuhl für Materialprüfung, Werkstoffkunde und Festigkeitslehre, Vorlesungsmanuskript, 1993.
Lay, L.: Corrosion Resistance of Technical Ceramics. 1. Aufl ., Teddington, Middlesex, Crown-Verlag, 1983 – ISBN 0-11-480051-0.
Marsh, H.; u.a.: Introduction to Carbon Science. 1. Aufl ., London, Butterworths-Verlag, 1989 – ISBN 0-40803837-3.
Spur, G.: Wärmebehandeln. Berlin, 1987, ISBN 3-446-14954-6.
Samsonow, G.V.: Handbook of refractory compounds. New York, 1980.
Schulten, R.: Untersuchungen zum Kohlenstofftransportmit Carbidbildung in Nickelbasis-legierungen. RWTH Aachen, Fakultät für Maschinenbau, Diss., 1988 Deutsche Keramische Gesellschaft, 1990 following. ISBN 3-87156-091-X.
About the Author: Dr. Jorg Demmel is the founder, owner, and president of High Temperature Concept. He received his Engineering Doctorate in the field of CFC workpiece carriers for heat treatment and served in different leading positions for Volkswagen before moving to the U.S. In this article, Demmel draws on his dissertation, “Material scientific aspects of the development of new Fixtures for high temperature processes made of fiber-composite ceramics C/C and other high temperature materials” (Technical University Mining Academy Freiberg, Germany, 2002/3), and his personal experiences. For more information, contact Jorg at jorg.demmel@high-temperature-concept.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
With energy costs soaring and environmental commitments expanding across the industry, is it enough to just tune your industrial combustion burners, or can IIoT devices provide greater insight to achieve burner energy efficiency?
This Technical Tuesday article, written by Taylor Smith, technical sales and marketing specialist, PSNERGY, LLC, was first published in Heat Treat Today's February 2023 Air & Atmosphere Furnace Systems print edition.
Introduction
Taylor Smith Specialist of Technical Sales and Marketing at PSNERGY Source: PSNERGY
Industrial furnaces are inherently inefficient and constantly degrading due to high operating temperatures. In most cases, less than 50% of the energy generated through combustion goes to heating the load, while most energy is lost through the exhaust stack or is used to heat the atmosphere, fixtures, and walls of the furnace. An improperly tuned furnace loses 10-30% efficiency on top of the energy losses previously mentioned. This is why keeping industrial furnace combustion systems in tune is critical to performance. This was recently highlighted in John Clarke’s featured article, “How To Make $17,792.00 in a Couple of Hours.”
Continuous Monitoring Is Key
Contact us with your Reader Feedback!
Built on years of experience and field data, combustion engineers at PSNERGY know that only tuning combustion systems annually, or semi-annually, is a good start, but it is not enough. Customer case studies led the team to recognize the importance of frequent combustion monitoring to achieve optimal performance, and ultimately drove the design of their proprietary IIoT monitoring system: Combustion Monitoring and Alerting (CMA).
To get the most BTUs to the load per unit of natural gas purchased, tuning must be combined with continuous combustion monitoring. Tuning without continuously monitoring combustion increases the risk of losing energy to the load, decreasing efficiency, and creating excessive carbon emissions.
Case Studies: Data-Driven Furnace Efficiency
The following case studies represent two examples of data collected throughout the country on furnaces of all sizes and configurations. One thing remains consistent: simply checking combustion once or twice per year does not ensure optimal furnace performance.
These figures show before and after measurements taken on the same forty-four burner radiant tube roller hearth furnace, six months apart. The red points on the graphs represent excess oxygen in each burner’s exhaust when the team arrived on site, while the blue points represent excess oxygen in each burner’s exhaust after tuning the furnace. A significant variance in combustion performance can be observed in the six months between tunings, which means a large portion of the natural gas purchased is being wasted out the stack and creating carbon emissions.
To ensure maximum energy is being applied to the load for every BTU burned, combustion should be tuned to the ratio of 11.5:1. This 11.5:1 ratio of air to gas results in an ideal excess oxygen measurement of 3%. When PSNERGY engineers perform combustion tuning on an industrial furnace, they set the excess oxygen at the burner between 2.8% and 3.2%. This optimal range is marked by the green dashed lines on the graphs.
You may be questioning, “Does too little or too much excess oxygen really affect combustion performance?” Yes! Burners operating above 4% or below 1.5% are considered outside of the control limit range, marked by the red dashed lines on the graphs. With less than 1.5% excess oxygen at the burner, furnaces produce carbon monoxide and soot, which can clog burners, making them even more inefficient. These carbon emissions can also create an unsafe work environment for plant employees. When operating at 5% excess oxygen, 8% of energy to the load is lost. When operating at 7% excess oxygen, 21% of energy to the load is lost. Imagine buying the same amount of natural gas and only getting 79% of the energy!
Figure 1 Source: PSNERGY
A few things to notice on these graphs: burners are rarely, if ever, found in the ideal performance zone after six months. There is no way to know when each burner drifted out, because continuous monitoring was not yet implemented. Therefore, this drift in combustion performance, which significantly decreases furnace efficiency, could have happened anytime during the six month period between combustion tunings. Tunings may be scheduled, but combustion does not operate on a fixed schedule. You cannot know when the burners drift out of tune without monitoring. Another point to note is that the burners do not always move in the same direction as they go out of tune. In Figure 1, thirty one out of the forty four burners were burning under 1.5% excess oxygen, which means they were burning rich and creating carbon emissions and soot. The PSNERGY service team tuned all of those burners back into the optimal performance range. As you can see in Figure 2 data, taken six months later, out of the same forty four burners, seven burners were burning rich, while thirty one of the burners were operating lean with over 4% excess oxygen, which significantly decreases the amount of energy to the load. These figures demonstrate why it is crucial to continuously monitor and tune your combustion system as needed based on the data, not the calendar.
Figure 2 Source: PRNERGY
Combustion Monitoring and Alerting (CMA)
Circling back to our initial question of, “Can IIoT devices provide greater insight to achieve burner energy efficiency?” the data presented here answers with a resounding YES! In fact, various companies across steel, aluminum, and heat treating industries have already successfully implemented this solution.
Not only does continuous monitoring help achieve burner efficiency, but it also helps bridge the gap in combustion knowledge and manufacturing by making combustion performance easy to see and maintain. With manufacturing leaders facing fourteen-year high natural gas prices and a generational gap in manufacturing expertise, systems like CMA are proving to be crucial to business success. Delivering 10-20% improvement in furnace efficiency, less waste, reduced carbon emissions, and ensured quality, takes your furnaces from being a necessary expense to a strategic asset.
Now the question is: Are you performing combustion maintenance on a fixed schedule or are you trusting real time data?
About the Author: Taylor Smith is a specialist of Technical Sales and Marketing at PSNERGY, located in Erie, Pennsylvania. Her tenacity and competitiveness as a Division I athlete have helped her quickly gain knowledge and hands-on experience in the heat treating industry. Taylor has a deep passion for manufacturing and works hard to build the next generation of leaders, serving on the board of directors for Women in Manufacturing WPA. For more information: contact Taylor at tsmith@psnergy.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Vacuum furnaces are widely used in the aerospace and automotive industries. These furnaces are used for multiple processes including brazing, aging, and solution heat treating for countless materials. Typically, vacuum furnaces are utilized to ensure a lack of oxidation/contamination during heat treatment. This article will talk about the origins, theory, and main parts of vacuum technology and how it is used in both aerospace and automotive industries.
This Technical Tuesday feature was written by Jason Schulze, director of technical services at Conrad Kacsik Instrument Systems, Inc., and was first published in Heat Treat Today's December 2022 print edition.
A Brief History
Vacuum furnaces began to be used in the 1930s for annealing and melting titanium sponge materials. Early vacuum furnaces were hot wall vacuum furnaces, not cold wall vacuum furnaces like we use today. Additionally, most early vacuum furnaces did not utilize diffusion pumps.
Vacuum Heat Treat Theory
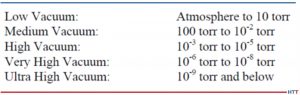
Vacuum technology includes vacuum pumping systems which enable the vessel to be pulled down to different stages through the process. Degrees of vacuum level are expressed opposite of pressure levels: high vacuum means low pressure. In common usage, the levels shown below in Figure 1 correspond to the recommendations of the American Vacuum Society Standards Committee.
Vacuum level will modify vapor pressure in a given material. The vapor pressure of a material is that pressure exerted at a given temperature when a material is in equilibrium with its own vapor. Vapor pressure is a function of both the material and the temperature. Chromium, at 760 torr, has a vapor pressure of ~4,031°F. At 10¯5, the vapor pressure is ~2,201°F. This may cause potential process challenges when processing certain materials in the furnace. As an example, consider a 4-point temperature uniformity survey processed at 1000°F, 1500°F, 1800°F, and 2250°F. This type of TUS will typically take 6-8 hours and, as the furnace heats up through the test temperatures, vacuum readings will most likely increase to a greater vacuum level. If expendable Type K thermocouples are used, there is a fair chance that, at high readings, you may begin to have test thermocouple failure due to vapor pressure.
Figure 1. Vacuum levels corresponding to the recommendations of the American Vacuum Society Standards Committee
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
Vacuum Furnace Pumping System
Vacuum heat treating is designed to eliminate contact between the product being heat treated and oxidizing elements. This is achieved through the elimination of an atmosphere as the vacuum pumps engage and pulls a vacuum on the vessel. Vacuum furnaces have several stages to the pumping system that must work in sequence to achieve the desired vacuum level. In this section we will examine those states as well as potential troubleshooting methods to identify when one or more of those stages contributes to failure in the system.
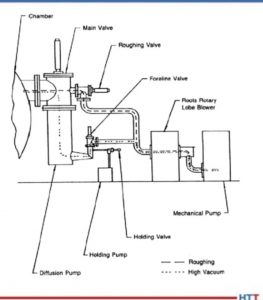
Vacuum furnaces have several stages to the pumping system that must work in sequence to achieve the desired vacuum level. Each pump within the system has the capability to pull different vacuum levels. These pumps work in conjunction with each other (see Figure 2).
Figure 2. Vacuum pumps work in conjunction with one another
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The mechanical pump is the initial stage of vacuum. This pump may pull from 105 to 10. At pressures below 20 torr the efficiency of a mechanical pump begins to decline. This is when the booster pump is initiated.
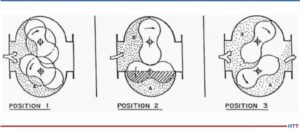
The booster pump has two double-lobe impellers mounted on parallel shafts which rotate in opposite directions (see Figure 3).
Figure 3. Booster pump positions
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
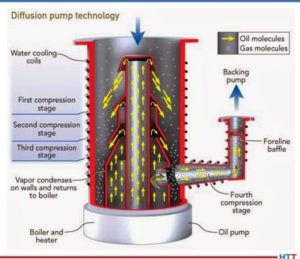
The diffusion pump (Figure 4) is activated into the pumping system between 10 and 1 microns. The diffusion pump allows the system to pump down to high vacuum and lower. The diffusion pump has no moving parts.
Figure 4. Diffusion Pump
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The pump works based on the vaporization of the oil, condensation as it falls, and the trapping and extraction of gas molecules through the pumping system.
Image 1. Holding Pump
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The holding pump (Image 1) creates greater pressure within the fore-line to ensure that, when the crossover valve between the mechanical and diffusion pump is activated, the oil within the diffusion pump will not escape into the vessel.
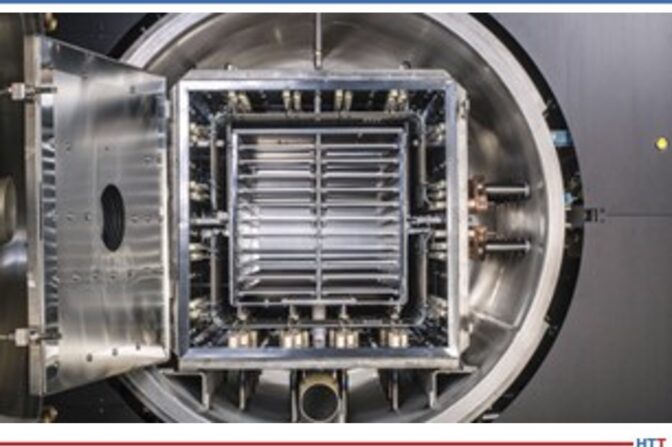
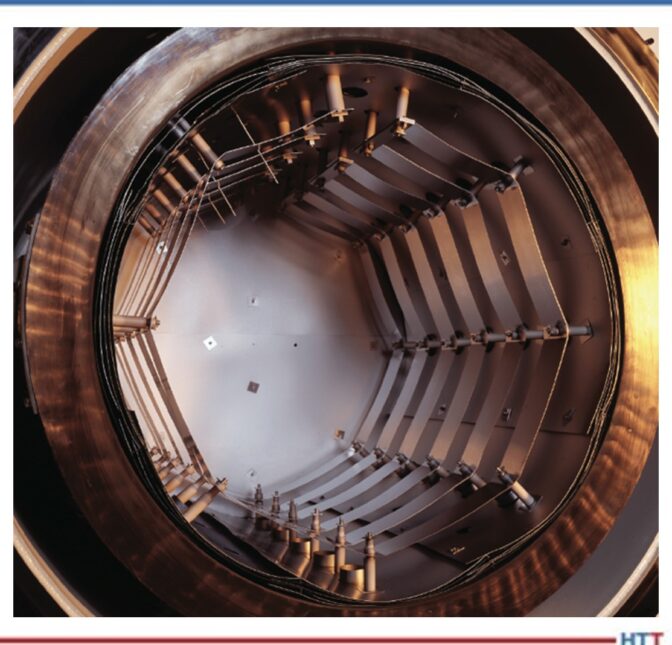
Vacuum Furnace Hot Zone Design
Image 2. Insulated
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.Image 3. Radiation
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The hot zone within a vacuum furnace is where the heating takes place. The hot zone is simply an insulated chamber that is suspended away from the inner cold wall. Vacuum itself is a good insulator so the space between the cold wall and hot zone ensures the flow of heat from the inside to the outside of the furnace can be reduced. There are two types of vacuum furnace hot zones used: insulated (Image 2) and radiation style (Image 3).
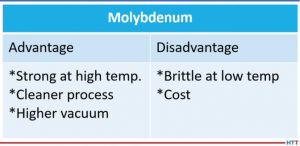
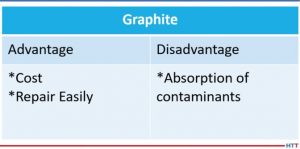
The two most common heat shielding materials are molybdenum and graphite. Both have advantages and disadvantages. Below is a comparison (Tables 1 and 2).
Table 1
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.Table 2
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
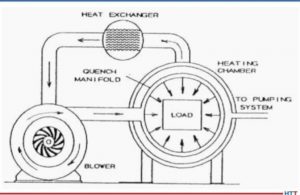
Vacuum Furnace Quenching System
Quenching is defined as the rapid cooling of a metal to obtain desired properties. Different alloys may require different quenching rates to achieve the properties required. Vacuum furnaces use inert gas to quench when quenching is required. As the gas passes over the load, it absorbs the heat which then exits the chamber and travels through quenching piping which cools the gas. The cooled gas is then drawn back into the chamber to repeat the process (see Figure 5).
Figure 5.Diagram of gas quenching
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
Vacuum Furnace Trouble Shooting
In Table 3 are some helpful suggestions with regard to problems processors may have.
Table 3
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
Summary
Vacuum furnaces are an essential piece of equipment when materials need to be kept free of contamination. However, there are times when this equipment may not be necessary, and is therefore considered cost prohibitive, although this is something each processor must research. This article is meant to merely touch on vacuum technology and its uses. For additional and more in-depth information regarding vacuum furnaces, I recommend a technical book called Steel Heat Treatment, edited by George E. Totten.
About the Author: Jason Schulze is the director of technical services at Conrad Kacsik Instrument Systems, Inc. As a metallurgical engineer with over 20 years in aerospace, he assists potential and existing Nadcap suppliers in conformance as well as metallurgical consulting. He is contracted by eQuaLearn to teach multiple PRI courses, including pyrometry, RCCA, and Checklists Review for heat treat.
What happens when a lead engineer sticks his head in new advancements in materials from NASA? For the author of this article, it means the successful research and development of a new generation of workpiece carriers and fixtures made from “a high-tech ceramic matrix composite of very strong carbon fiber,” that is, CFC.
This Technical Tuesday article, written by Dr. Jorg Demmel, founder, 0wner, and President, High Temperature Concept, was first published in Heat Treat Today's November 2022 Vacuum print edition.
Introduction: From NASA to Industrial Heat Treatment
Dr. Jorg Demmel Founder, Owner, President High Temperature Concept
In the mid-1990s, a development in materials from NASA moved into my focus. I was an associate and lead engineer at the Fraunhofer Institute in Stuttgart, Germany, so I posed the question: Could CFC material (carbon fiber-reinforced carbon) substitute for non-abrasion-resistant and brittle graphite as the material used for workpiece carriers in the soldering process of drills? The answer: yes. The story did not end here. This project, which included the automated handling of the drills in some continuous furnaces, was just the first accomplishment. What ensued was a successful research and development of a new generation of workpiece carriers and fixtures made from CFC (“Carbon Fiber Carbon”).
Material Properties and Main Advantages of CFC
Contact us with your Reader Feedback!
CFC (aka, CFRC, or C/C), which stands for carbon fiber-reinforced carbon, is a high-tech ceramic matrix composite of very strong carbon fibers (or fiber rovings) in a compensative carbon (graphite) matrix. Material properties of some relevant heat treatment fixture materials were evaluated, and some are shown in Figure 1. These CFC properties have the following positive effects when used as CFC fixtures for heat treatment:
Figure 1. Left to right for 2D CFC SGL Sigrabond Performance, heat resistant austenitic cast alloy steel ASTM A297-HK (ISO G-X 40 CrNiSi 25-20; 1.4848), wrought and annealed Ni alloy Inconel 601 UNS N06601 (NiCr23Fe15Al; 2.4851) and mechanically alloyed Fe alloy, oxide dispersion strengthened Plansee PM ODS 2000 (Cr Al 21 6; 1.4768).
Because of their low density, CFC fixtures have a lower weight than their steel alloy counterparts (about five times), which reduces the efforts for manual handling.
Because of the increased strength of CFC at high temperature, the fixture weight can be reduced further. Additionally, fixture volume can be reduced — in some applications dramatically — so that, when combined with a specific CFC fixture design, furnace capacities can be increased up to 100%.
The following characteristics of CFC fixtures are responsible for the longer fixture life cycles (up to greater than five times), less workpiece distortion and rework, and make an automatic workpiece handling possible for the first time ever: the low CTE (coeffcient of thermal expansion) value for CFC in the direction of the fiber, the fact that CFC is chemically inert in vacuum or
certain protective atmospheres, has an excellent thermal shock resistance, and it doesn’t grow, creep, or age like metals.
Although the specific heat of CFC is higher, the energy consumption can be reduced and shorter heating up and cooling down times can be reached, resulting in up to 30% shorter process cycle times for the same workpieces.
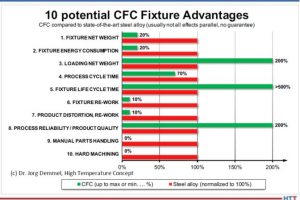
Figure 2. CFC fixture advantages in heat treatment
Figure 2 shows all potential advantages of CFC fixtures compared to state-of the- art steel alloy; a short payback time of the investment with high profitability are possible.
CFC Fixture Suitability in Vacuum Heat Treatment
Since CFC is made of carbon, it is not made for high temperatures above 752°F (400°C) in air or atmosphere with high percentages of oxygen, water vapor, hydrogen, or carbon dioxide for long periods of time. Therefore, vacuum or protective gas atmospheres are, in general, a suitable environment for CFC fixtures.
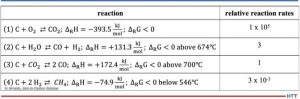
Table 1. Reaction rates and activation energies for graphite (800 °C; 0.1 bar). Equation (1) is the main combustion reaction, which has the strongest effect and is strongly exothermic (negative change of reaction enthalpies Δ"H). Reaction (2) is the so-called water gas reaction which shows the endothermic oxidation of carbon with vapor. Equation (3) is the Boudouard reaction which occurs endothermic above 700 °C. According to the Boudouard equilibrium the C0/CO2 ratio increases with increasing temperatures and decreasing pressures. Reaction (4) is the methane formation reaction: hydrogen reacts with carbon at temperatures above about 700 °C to CH4. Below 546 °C methane decomposes in carbon and hydrogen.
Table 1 shows the relative reaction rates for graphite according to H. Marsh in Introduction to Carbon Science, 1989 in the “reaction controlled” Zone I up to 1472°F (800°C) under oxygen, steam (H2O) Figure 3. Burning rates of graphite as a function of temperature
Industrial experience shows that CFC under vacuum of < 10-2 mbar at 1472°F or 1832°F (800°C or 1000°C) at a low dew point < -4°F (-20°C) (< 0.1 % vapor content) lasts at least 5,000 hours (real process time). At 3632°F (2000°C), the life is about 2,000 hours. Dew points of about 0°C (about 0.6 % vapor) cause higher reaction rates and reduce lifetime to about 800 to 1,000 hours.
Unwanted Contact Reactions
Contact reactions between the CFC fixtures and the workpieces, primarily made of steel, can lead to changes in the workpieces: for example, carburization of the workpiece in contact with the CFC. It is important to avoid these contact reactions since the properties of the workpieces must under no circumstances be changed in an uncontrolled manner. Neither the chemical composition nor mechanical properties nor the surface may change beyond the permissible tolerance limits. The CFC fixture should also not be subject to any changes that could adversely affect its properties and, above all, its service life.
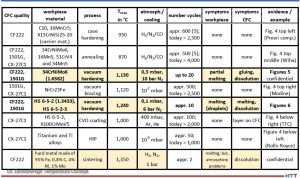
The following materials, consisting of mainly workpiece materials made of steel, were used in direct contact with CFC, especially in heat treatment and brazing. CFC 1501G (SGL), CF222 (Schunk), or CX-27C1 (GTD, Toyo Tanso) were used as CFC workpiece carrier materials. Table 2 gives an overview of the results. The symptoms columns with “none” indicate no problems. The colored cells showed problems. The last column references the application or the results.
Table 2. Contact/carburization test results from field trial, updated 2022
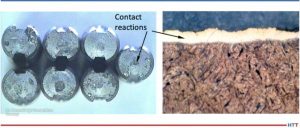
The contact partners and processes in which unwanted contact reactions occurred in the field test (colored in Table 2) and which are not confidential (bold font) are examined more closely in Part 2. See Figure 5 which shows some contact reactions on tempered steel drills after vacuum hardening at 2066°F (1130°C) under vacuum of 0.3 mbar (0.3 hPa or 225 mm Hg or “micron”).
Figure 5. Contact reactions on drill blanks (1.6582) with SiC-coated CFC (Schunk CF222P75 and SGL 1601YI); Scale left about 2:1 and right microsection about 400:1
Figure 6 shows some heavy melting reactions of high-speed steel after vacuum hardening at 2264°F (1240°C) under vacuum of 0.1 mbar (0.1 hPa or 75 mm Hg or “micron”).
Figure 6. 1.3343 after contact with CFC CF222 at 2282°F (1250 °C) (left approx. 25:1; right detail 100:1)
The carbon transmission mechanism with unwanted carburization, along with eutectic reaction of some workpieces made of steel with CFC, and some technical solutions will be explained in Part 2 of this article.
References
Atkins, P. W.: Physikalische Chemie. 1. vollst. durechges. u. berichtigter Nachdr.d. 1. Aufl., Weinheim, VCHVerlag, 1988 – ISBN 3-527-25913-9.
Bürgel, R.: Handbuch Hochtemperatur-Werkstofftechnik: Grundlagen, Werkstoffbean-spruchungen, Hochtemperaturlegierungen. Braunschweig, Wiesbaden: Vieweg, 1998. ISBN 3-528-03107-7.
Demmel, J.: Advanced CFC-Fixture Applications, their scientific challenges and economic benefits, In: 30th Heat Treating Society Conference & Exposition, Detroit, MI, USA, 15th Oct. 2019.
Demmel, J.: Werkstoffwissenschaftliche Aspekte der Entwicklung neuartiger Werkstückträger für Hochtemperaturprozesse aus Faserverbundkeramik C/C und weiteren Hochtemperaturwerkstoffen, Dissertation, TU Freiberg, Germany, 2003.
Demmel, J.: Why CFC-Fixtures are a Must for Modern Heat Treaters, FNA 2020 Technical Session Processes & Quality, USA, 30th Sept. 2020.
Demmel, J., et al: Applications of CMC-racks for high temperature processes. In: 4th Int. Conf. on High-Temperature Ceramic Matrix Composites, 3.10.2001, p. A-17.
Demmel, J. und J. Esch: Handhabungs-Roboter sorgt für Wettbewerbsvorsprung. Härterei: Symbiose von neuen Werkstoffen und Automatisierung. In: Produktion (1996), No. 16, p. 9.
Demmel, J. und U. Nägele: CFC revolutioniert die Wärmebehandlung. In: 53. Härterei-Kolloquium, Wiesbaden, 10.10.97. Vortrag und Tagungsbericht.
Demmel, J., Lallinger, H.: CFC-Werkstückträger revolutionieren die Wärmebehandlung. In: Härtereitechnische Mitteilungen 54, No. 5, p. 289-294, 1999.
Eckstein, H.-J., et al: Technologie der Wärmebehandlung von Stahl. 2nd Edition, VEB Deutscher Verlag für Grundstoffindustrie, Leipzig, 1987. ISBN 3-342-00220-4.
Godziemba-Maliszewski, J.; Batfalsky, P.: Herstellung von Keramik-Metall-Verbindungen mit Diffusionsschweißverfahren. In: Technische Keramik, Jahrbuch, Essen, 1 (1988), S. 162-172. ISBN 3-80272141-1.
Grosch, J.: Grundlagen-Verfahren-Anwendungen-Eigenschaften einsatzgehärteter Gefüge und Bauteile, ExpertVerlag, 1994, ISBN 3-8169-0739-3.
Hollemann, A.F.; Wiberg, E.: Lehrbuch der anorganischen Chemie / Hollemann-Wiberg. 91.-100. Aufl ., de Druyter Verlag, 1985 – ISBN 3-11-007511-3.
Kriegesmann, J.: Technische Keramische Werkstoffe. Loseblattwerk mit 6 Ergänzungslieferungen pro Jahr.
Kussmaul, K.: Werkstoffkunde II. Stuttgart, Universität, Lehrstuhl für Materialprüfung, Werkstoffkunde und Festigkeitslehre, Vorlesungsmanuskript, 1993.
Lay, L.: Corrosion Resistance of Technical Ceramics. 1. Aufl ., Teddington, Middlesex, Crown-Verlag, 1983 – ISBN 0-11-480051-0.
Marsh, H.; u.a.: Introduction to Carbon Science. 1. Aufl ., London, Butterworths-Verlag, 1989 – ISBN 0-40803837-3.
Spur, G.: Wärmebehandeln. Berlin, 1987, ISBN 3-446-14954-6.
Samsonow, G.V.: Handbook of refractory compounds. New York, 1980.
Schulten, R.: Untersuchungen zum Kohlenstofftransportmit Carbidbildung in Nickelbasis-legierungen. RWTH Aachen, Fakultät für Maschinenbau, Diss., 1988 Deutsche Keramische Gesellschaft, 1990 following. ISBN 3-87156-091-X.
About the Author: Dr. Jorg Demmel is the founder, owner, and president of High Temperature Concept. He received his Engineering Doctorate in the field of CFC workpiece carriers for heat treatment and served in different leading positions for Volkswagen before moving to the U.S. In this article, Demmel draws on his dissertation, “Material scientific aspects of the development of new Fixtures for high temperature processes made of fiber-composite ceramics C/C and other high temperature materials” (Technical University Mining Academy Freiberg, Germany, 2002/3), and his personal experiences. For more information Contact Jorg at jorg.demmel@high-temperature-concept.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
All the buzz in our industry seems to indicate that additive manufacturing (AM) and 3D printing are the next hot topics in heat treat, particularly in vacuum heat treat. Heat Treat Today decided to find out how these new technologies are shaping the industry. Read what five heat treat industry leaders had to say about how their companies are preparing for the next generation of AM and 3D printing.
This Technical Tuesday article bringing together the responses from these five companies was first published in Heat Treat Today‘s November 2022 Vacuum print edition.
What changes have you made to accommodate the AM/3D printing marketplace?
Dennis Beauchesne General Manager ECM USA, Inc.
The most important changes relate to the build plate size and how it connects to our standard size systems. Build plates are ever-changing, it seems, as customers have new applications and mostly larger build plates are being requested. In addition, the process parameters – such as temperature and time at temperature and quantity of material – are important. These two items have the most to do with reconfiguring equipment for the AM market. We have also been able to implement our wide range of automation and robotics skills into this equipment as the market scales up for high production.
How will your products and/or services change to accommodate this marketplace?
We are/will be introducing equipment that is in line with standard-build plate dimensions along with reducing operating costs.
Share how 3D printing or AM products/services help heat treaters.
Contact us with your Reader Feedback!
Recent debind and sinter applications have involved, as previously mentioned, complete robotics to handle parts after printing, to debind, to sinter, and then to process specialized by ECM, such as low-pressure carburizing. ECM has also provided equipment to provide all three processes in the same furnace without moving the load or requiring the furnace to cool and reheat. This reduces work processing time along with less handling and less utility cost.
What changes have you made to accommodate the AM/3D printing marketplace?
Mark Hemsath Vice President of Sales, Americas Nitrex Heat Treating Services
Nitrex Vacuum Furnaces, through its GM Enterprises acquisition, has moved heavily into additive manufacturing via large production MIM furnaces, which are able to both remove large amounts of powder binders and sinter the parts in the same process. We are in the process of installing and/or starting up five furnaces for these markets, and we have recently employed even more advanced concepts on high volume wax removal. A further trend is on higher value materials, like nickel and cobalt alloys and titanium, necessitating diffusion vacuum levels for processing. Nitrex Vacuum has had this experience already for many years, so moving to smaller scale 3D designs comes with years of experience.
How might your products and/or services change to accommodate this marketplace?
Smaller units are a trend to keep an eye on. We have over a decade of learning from the large units we offer, and this will allow us to compete in these lower volume markets (i.e., 3D) via our proven expertise. Several facts/ideas that we are keeping top of mind are:
Large potential in the future (whole new market starting to evolve)
Redesign the product to meet the new needs
Good for rapid prototyping and quick low volume parts
Furnaces need to be available with fast delivery 3D printing is finding a tremendous niche in fast part production, sourced internally or sourced quickly. These parts may cost more per piece, but having them fast is often more important, and 3D offers this ability to cut weeks or months off of supply chain sourcing.
Share how 3D printing or AM products/services help heat treaters.
The AM sector is still in growth mode. How we help is to give a full-service solution to those customers who want to really increase their volume yet use vacuum in the process. Vacuum helps to transport the binder vapors away from the parts and into the traps for removal. Full binder removal adds to the quality of the parts, as does vacuum sintering of the final parts. We have supplied a few systems over the years with higher, diffusion vacuum levels. As powder materials evolve to higher value materials, there is more interest in diffusion vacuum, and we recently supplied such a system.
What do readers need to know about AM/3D to make decisions today?
Vacuum is the proper way to debind and sinter. Additionally, 3D printing started slow and there were many technologies evolving. Now, it has started to really grow, and the need for smaller furnaces that can offer the same quality as MIM parts produced in high volumes will be a need for 3D part makers, in medium to low volume parts. This may involve furnaces for sinter only, debind and sinter, or even sinter and heat treat. We can see the need to both sinter 3D parts in a small furnace and also heat treat them with special added processes and surface treatments.
What changes have you made to accommodate the AM/3D printing marketplace?
Phil Harris Marketing Manager Paulo
Adding a hot isostatic press has been the most notable change Paulo has made to serve the growing AM market. It goes a step further than that though; heat treatment of AM parts has rapidly evolved, and the desire for custom cycles and more data has caused us to make instrumentation changes and do more R&D type work. Understanding the full production path of the parts and doing our part to reduce the time parts are spending in post-processing steps, including offering stress relief, HIP, EDM, and vacuum heat treatment in a one-stop-shop.
How might your products and/or services change to accommodate this marketplace?
As trials continue and boundaries are pushed for both additive and the accompanying thermal processing, we’re constantly keeping an eye on what’s next. Investing in equipment that’s capable while maintaining and instrumenting it to provide the data and reliability the market needs is the name of the game. Of course, open communication with additive manufacturers and printer designers makes this far easier. We value communication with printer manufacturers as it helps us understand demand for our services in terms of build plate size, since, as we all know, furnaces and HIP vessels aren’t one size fits all!
Share how 3D printing or AM products/services help heat treaters.
Additive parts have become commonplace and we’re now regularly providing HIP, stress relief, and solution treating for them. A more interesting example is for parts printed in Inconel 718; we’ve developed a combined HIP and heat treat (or High Pressure Heat Treat) cycle which was able meet material properties specifications when the traditional processing techniques were not. This is where we feel the real cutting edge is when it comes to heat treatment of additive parts; the slow cooling HIP cycles developed for casting decades ago aren’t always optimal for today’s additive parts.
What changes have you made to accommodate the AM/3D printing marketplace?
Trevor Jones President Solar Manufacturing, Inc. Source: Solar Manufacturing, Inc.
There are several methods for 3D printing and we as heat treaters and vacuum furnace manufacturers generally classify those methods into two basic groups: those that use liquid binding polymers and those that do not.
For the group who does not use liquid binding polymers, there are no changes thus far to the design of the vacuum furnace that must be made. One significant caution is insuring there is no loose powder on the surface or cavities of the parts. Residual powder on or in the parts could have adverse effects on the parts themselves and to the vacuum furnace. The loose powder can liberate from the part during the heat treat or quench steps during the process and contaminate the vacuum furnace. The powder in the furnace is then considered FOD (foreign object debris) for subsequent heat treatments processed in that furnace. The powder could also accumulate over time and cause an electrical ground the heating elements or the quench motor, clog the heat exchanger, contaminate vacuum gauges and hot zone insulation, among other issues.
For the group that does contain liquid binding polymers, in addition to the comments about avoiding loose powder on or in the parts, care must also be taken to accommodate for the vaporization of the binder that occurs during heating of the parts. The binder, in its vapor form, will condense at cooler areas in the vacuum furnace. The condensed areas are potential contamination points and could have all the same issues and concerns of loose powder as described above. The binder collection locations, whether at intentional or non-intentional places, will also have to be routinely cleaned to maintain ideal binder collection, optimum vacuum pumping, and overall furnace performance.
How might your products and/or services change to accommodate this marketplace?
With the growth of 3D printing using liquid binder polymers, Solar Manufacturing has taken what was learned from the furnace modified at Solar Atmospheres of Western PA for MIM and AM processing and applied it to a new furnace product line specific for the debind and sinter applications. Solar Manufacturing collaborated with our affiliate company, Solar Atmospheres of Western PA, in modifying an existing vacuum furnace to accommodate the debind and sintering processes. A modified hot zone was installed, and a dedicated binder pumping port was added that helps minimize and target the condensation of detrimental binders evaporating out of parts containing binders. The modified Solar Atmospheres furnace is extremely valuable in gaining knowledge about various aspects of the process and learning what works, and what does not work, in furnace and recipe design. Combining the knowledge and experience of process development of Solar Atmospheres with the advanced Engineering Design Team at Solar Manufacturing, we believe we have a furnace design that modernizes and simplifies the debinding process while minimizing traditional maintenance issues.
Share how 3D printing or AM products/services help heat treaters.
We developed a process of debinding and sintering stainless steel parts with our affiliate company Solar Atmospheres in Souderton PA. The project started out with our Research and Development group to develop the process for the client’s parts. As the trials scaled up, test coupons became test parts, eventually full-size loads. There are always challenges to scaling up from test parts to production loads and we were able to provide the support the customer needed through that transition. The R&D eff orts were successful, and the client ended up purchasing multiple furnaces, which was the end goal for both parties.
Additionally, Solar Atmospheres is currently vacuum stress relieving a 3D component for a major U.S.-based aerospace company that is in use in aircraft today. Also, numerous large-scale components destined for deep space.
What do readers need to know about AM/3D to make decisions today?
Bob Hill, president of Solar Atmospheres of Western PA, reminded us to “realize and acknowledge that AM is still in its infancy stage. Therefore, many metallurgical uncertainties still exist for the multiple printing processes that exist. Understanding this new kind of metallurgy for each printing process, while developing standards and specifications unique to additive manufacturing, is still a huge obstacle. Until this is accomplished, AM will not be the ‘disruptive’ technology that all the experts predict it will be.” If your business is printing parts with liquid polymer binders, you should seriously consider how you plan on debinding and sintering the parts ahead of time. Printed parts in the “Green” or even “Brown” state are fragile and if you are going to ship the parts somewhere else for the debind and sinter steps, extreme care must be taken to prevent the parts from fracturing during transit. Although the shipping can be safely and successfully accomplished, ideally a furnace is available at the print shop to immediately perform the debind and sinter process to avoid those potential shipping difficulties. The other forms of 3D printing that do not contain liquid polymers generally do have this issue.
What changes have you made to accommodate the AM/3D printing marketplace?
Ben Gasbarre Executive Vice President Sales & Marketing Gasbarre Thermal Processing Systems
From our inception, Gasbarre has had expertise in the powder metallurgy industry, which requires debind and sinter applications similar to that in the AM and 3D printing markets. Our ability to supply equipment for both powder and parts producers has set us up for quick adoption into this market. While considerations need to be made specific to AM, our focus has been on technical support and helping the market grow to higher volume applications.
How might your products and/or services change to accommodate this marketplace?
As adoption of these technologies grow, the volume at which parts need to be produced will grow. Our line of continuous processing equipment in both vacuum and atmosphere applications are well suited. Whether it be debind and sinter, annealing, or stress relieving, we have equipment and expertise that can grow from early production to high volumes.
Share how 3D printing or AM products/services help heat treaters.
Overall, Gasbarre is here to be a resource and support the growth of the additive market. Whether that be through new equipment, servicing existing equipment, or involvement in the industry organizations, we have the expertise to drive success today and into the future!
What do readers need to know about AM/3D to make decisions today?
Additive manufacturing is such a dynamic technology, it is difficult to state one specific item. There is the potential for significant growth opportunities for new applications, but also the potential replacement of traditional manufacturing methods. We also know there is substantial backing for the technology by both private industry and government entities. Like other emerging technologies in the automotive and energies sectors, additive manufacturing isn’t a matter of if, but when it’ll achieve wide scale adoption and high-volume applications.
It is amazing how the list of materials being utilized with this technology is growing. While metals and alloys have not been the majority of the market, it is rapidly growing. With that growth, there is a wide variety of applications and thermal processing requirements for those materials. As well, the different additive and 3D printing processing methods (i.e., binder jetting, powder bed fusion, etc.) leads to a similar diversity in thermal processing requirements.
Fundamentals of furnace maintenance sometimes fall between that tricky area of realizing their importance and getting pushed to the end of the to-do list. This original content piece shares tips to bring the fundamentals back to where they belong: at the top of the to-do list.
Ben Gasbarre President, Industrial Furnace Systems Gasbarre Thermal Processing Systems
Safety First | Whether the furnace is in operation, or it is having down time, proper safety measures must be in place. Personal protective equipment, proper shut down of power sources, and even the buddy system are topics taken in to consideration.
Asset Management System | Have up-to-date maintenance records available to any and all employees. "Ensuring important information, such as alloy replacements, burner tuning, or control calibration information, can help operations and maintenance personnel as they plan and assess future equipment needs," comments Ben Gasbarre, president industrial furnace systems at Gasbarre Thermal Processing Systems.
Cleaning | Reminders include: change filters on combustion blowers, clean things like burners and flame curtains, clean out endothermic gas lines, burn off manual probes at least once a week, etc.
Daniel Hill, PE Sales Engineer AFC-Holcroft Source: AFC-Holcroft
Rules and Regulations | The military and energy industries are sectors that have strict standards to follow. Different heat treating shops are using a software module to maintain furnace data, looking at data reports to make sure the furnace systems are running properly.
Timely Maintenance | Making a maintenance plan and then following it means that no tasks are overlooked or forgotten.
After Repairs and Adjustment | Make sure that after trouble shooting and performing repairs, the software generated reports are examined and that furnaces continue to be maintained. Daniel Hill, PE, sales engineer at AFC-Holcroft says, "This saves valuable time and resources, improves availability, and likely increases profitability."
Greg Steiger Senior Key Account Manager Idemitsu Lubricants America
Proper Levels of Sludge and Water Quench | Failing to keep the quench oil clean results in problems on surface finish. Maintain the quench from the start by filtering, cleaning, and replenishing to keep end product surfaces more acceptable.
Frequency of Sampling | "[The] more often a quench oil is analyzed, the easier it is to use the quench oil analysis as a tool in the proper care of a quench oil," explains Greg Steiger, senior key account manager at Idemitsu Lubricants America.
Regular Addition of Fresh Oil | Proper maintenance of quench oil will result in some loss through filtration. Be sure to replenish.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Modern industry trends and expectations pose new challenges to heat treating equipment; in addition to the expected requirements (e.g., safety, quality, economy, reliability, and efficiency), factors like availability, flexibility, energy efficiency, environmental, and the surrounding carbon neutrality are becoming increasingly important.
Maciej Korecki, vice president of Business Development and R&D at SECO/WARWICK, presents this special Technical Wednesday case study for the last day of FNA 2022 to focus on an equipment solution that meets these modern industry demands: a semi-continuous vacuum furnace for low-pressure carburizing (LPC) and high-pressure gas quenching (HPGQ).
Maciej Korecki Vice President of Business of the Vacuum Furnace Segment SECO/WARWICK
Introduction
At least 60 years ago, vacuum furnaces first appeared in the most demanding industries (i.e., space and aerospace), then spread to other industrial branches, and are now widely implemented in both mass production and service plants. Use of vacuum technology does not look like it is slowing down anytime soon.
Contact us with your Reader Feedback!
The driving forces behind this growth in vacuum technology are two-fold: first, the increasing heat treatment requirements that result from the directions of industrial development and production systems, and second, environmental protection, where the advantages of vacuum technologies are undeniable.
Traditional Atmospheric Technology
Case hardening by carburizing is one of the most widely used heat treatment technologies. It consists in carburizing (introducing carbon to the surface) followed by quenching of the carburized layer. Typically, the work is carburized in a mixture of flammable gases (CO, H2), and quenched in oil in an atmosphere furnace, using methods developed in the 1960s.
These methods have a history of development, though the question remains if the technological developments can keep up with the requirements of modern industry. Safety is an issue with this method due to the use of flammable (and poisonous) gases and flammable oil, as well as open flame, which in the absence of complete separation from the air can lead to fire, or poisoning.
In addition, they affect their environment by releasing significant amounts of heat, polluting the surroundings with quenching oil and its vapors. They require the use of washers and cleaning chemicals, emit annually tens or even hundreds of tons of CO2 (greenhouse gas, the main culprit of global warming and dynamic climate change) coming from the carburizing atmosphere, and for these reasons, they need to be installed in dedicated so-called “dirty halls” separated from other production departments.
The resulting requirement to limit the temperature of the processes to 1688-1706 oF (920-930oC) is also not without importance, as it blocks the possibility of accelerating carburization and increasing production efficiency (due to the use of metal alloys in the construction, the service life of which drops dramatically at higher temperatures) and the formation of unfavorable intergranular oxidation (IGO), which is a characteristic feature of the atmospheric carburizing method.
Quenching in oil is effective, but it does not have precise controllable, repeatable, and ecological features that heat treaters may need. Due to the multiphase nature of oil quenching (steam, bubble, and convection phase) and the associated extremely different cooling rates, it is characterized by large and unpredictable deformations within a single part and the entire load. Furthermore, there is no practical method to influence and control the quench process.
Modern Vacuum Technology with LPC and HPGQ
Vacuum carburizing appeared as early as the 1970s, but it could not break through for a long time due to the inability to control and predict the results of the process, and heavy contamination of the furnaces with reaction products.
The breakthrough came in the 1990s, when acetylene began to be used as a carbon-bearing gas and computers were employed to control and simulate the process. Since the beginning of the 21st century, there has been a rapid development of the low pressure carburizing (LPC) technology and an increase in its industrial demand, which continues today with an upturn.
Vacuum carburizing occurs with the aid of hydrocarbons (usually acetylene), which catalytically decompose at the surface, providing carbon that diffuses into the material. The process is carried out under negative pressure (hundreds of times less than atmospheric pressure) and is very precise, efficient, and uniform due to the very high velocity and penetration capacity of the gas molecules, allowing the carburizing of large and densely packed loads and hard-to-reach surfaces such as holes.
In addition, the use of non-oxygen-containing hydrocarbon atoms eliminates the qualitative problem of intergranular oxidation (IGO). The process is completely safe, there is no flammable or poisonous atmosphere in the furnace and no open flame, and the furnace can work unattended and is fully available and flexible, i.e., it can be turned on and off on demand, which does not require any preparation. Similarly, changing the carburizing parameters takes place efficiently.
Due to the design of the vacuum furnace and the use of materials with high resistance to temperature, i.e., graphite — the only limitation for the temperature of the carburizing process is the steel from which the parts are made — it is possible to carburize at higher temperatures than traditional methods allow. The result is a significantly shorter carburizing time and increased furnace efficiency versus what can be achieved in an atmosphere furnace.
Neutral gas cooling was included with the vacuum furnaces. Initially, engineers used a cooling gas (nitrogen or argon) at near ambient pressure and natural convection. Subsequent solutions introduced fan-forced gas flow in a closed circuit. The cooling efficiency under such conditions was hundreds of times lower compared to that of oil, allowing only high-alloy steels and parts with very limited cross-sections to be hardened. Over the following decades, the development of HPGQ was focused on improving cooling efficiency by increasing pressure and velocity and using different types of gas and their mixtures. Current systems have cooling efficiencies on a par with oil-based systems and enable the same types of steel and parts to be hardened, with the advantage that deformation can be greatly reduced and reproducible, and the process is completely controllable (through pressure and gas velocity) allowing any cooling curve to be executed.
Vacuum technologies have an ecological edge. Because of their design and processes, vacuum furnaces do not interfere with the immediate surroundings and are environmentally friendly, so they can be installed in clean halls, directly in the production chain (in-line). They emit negligible amounts of heat and post-process gases which are not poisonous and contain no CO 2 at all. Gas quenching eliminates harmful quenching oil and the associated risk of fire and contamination of the immediate environment, as well as the need for equipment and chemicals for its removal and neutralization. Nitrogen used for cooling is obtained from the air and returned to it in a clean state, creating an ideal environmentally friendly solution.
The presented advantages of vacuum technologies influence its dynamic development and increase the demand of modern industry, and the gradual replacement of atmospheric technologies.
Vacuum furnaces are available in virtually any configuration: horizontal, vertical, single, double, or multi-chambered, tailored to the process and production requirements. In light of recent global changes, requirements, and industrial trends, special attention should be paid to disposable, flexible, and rapidly variable production and process systems, as well as independent and autonomous systems, which include a three-chamber vacuum furnace for semi- continuous heat treatment, equipped with LPC and HPGQ.
Three-Chamber Vacuum Furnace — CaseMaster Evolution Type CMe-T6810-25
This is a compact, versatile, and flexible system designed for vacuum heat treatment processes for in-house and commercial plants, dedicated to fast-changing and demanding conditions in large-scale and individual production (Fig. 1). It enables the implementation of case hardening by LPC and HPGQ processes and quenching of typical types of oil and gas hardened steels and allows for annealing and brazing. It is characterized by the following data:
working space 610x750x1000 mm (WxHxL)
load capacity 1000 kg gross
temperature 2282oF (1250oC)
vacuum range 10-2 mbar
cooling pressure 25 bar abs
LPC acetylene gas
Installation area 8x7m
Fig. 1a. Furnace CMe-T6810-25.
Fig. 1b. Fig. 1. Furnace CMe-T6810-25. On the right – view from the loading side (pre-heating chamber), on the left – view from the unloading side (quenching chamber).
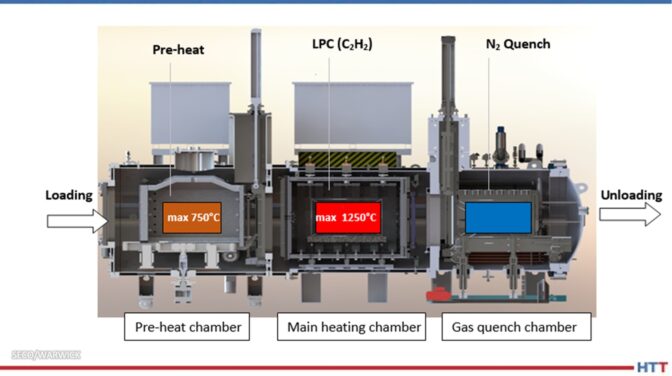
The furnace is built with three thermally and pressure-separated chambers (Fig. 2.), and operates in a pass-through mode, loaded on one side and unloaded on the other, simultaneously processing three loads, hence its high efficiency. The load is put into the pre-heating chamber, where it is pre-heated to the temperature of 1382oF (750oC), depending on the requirements: in air (pre-oxidation), nitrogen or vacuum atmosphere. It is then transferred to the main heating chamber, where it reaches process temperature and where the process is carried out (e.g., LPC).
In the next step, the charge is transported to the quenching chamber, where it is quenched in nitrogen under high pressure. All operations are automatic and synchronized without the need for operator intervention or supervision.
Fig. 2. Construction and schematic furnace cross-section CMe-T6810-25. Source: SECO/WARWICK
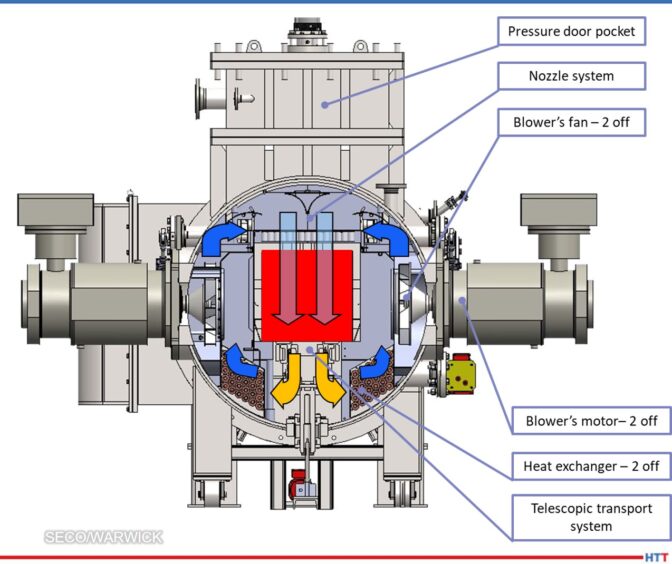
Particularly noteworthy is the gas cooling chamber, which in nitrogen (rather than helium) achieves cooling efficiencies comparable to oil (heat transfer coefficient >> 1000 W/m2K), thanks to the use of 25 bar abs pressure and hurricane gas velocities in a highly efficient closed loop system. The cooling system is based on two side-mounted fans with a capacity of 220 kW each, forcing with nozzles an intensive cooling nitrogen flow from above onto the load, then through the heat exchanger (gas-water), where the nitrogen is cooled and further sucked in by the fan (Fig. 3). The cooling process is controllable, repeatable, and programmable by gas pressure, fan speed and time. An intense and even cooling is achieved. The result is the achievement of appropriate mechanical properties of parts with minimal hardening deformations, without the use of environmentally unfriendly oil or very expensive helium.
Fig. 3. Cross-section of the furnace CMe-T6810-25 cooling chamber. Source: SECO/WARWICK
An integral part of the furnace system is the SimVaC carburizing process simulator, which enables the design of furnace recipes without conducting proof tests.
Distinctive Features of the CMe-T6810-25 Furnace
The advantages of this type of furnace — versus more traditional or past forms — can be demonstrated in a number of usability and functional aspects, the most important of which are the following:
Safety:
Safe, no flammable and poisonous atmosphere
No open fire
Production and installation:
Intended for high volume production (two to three times higher output when compared to single- and double-chamber furnaces)
Effective and efficient LPC (even five times faster than traditional carburizing)
Total process automation & integration
Clean room installation
Operator-free
Compact footprint
Quality:
High precision and repeatability of results
Uniform carburizing of densely pack loads and difficult shapes (holes)
No decarburization or oxidation
Elimination of IGO
Ideal protection and cleanliness of part surfaces
Accurate and precise LPC process simulator (SimVaC)
Quenching:
Powerful nitrogen quenching (neither oil nor helium is needed)
Reduction of distortion
Elimination of quenching oil and contamination
Elimination of washing and cleaning chemicals
Operational:
Flexible, on-demand operation
No conditioning time
No human involvement and impact
High lifespan of hot zone components — i.e., graphite
No moving components in the process chamber
Ecology:
Safe and environmentally friendly processes and equipment
No emission of harmful gases (CO, NOx, SOx)
No emission of climate-warming gas CO2
Based on the CMe-T6810-25 furnace performance, it is rational and reasonable to build heat treatment systems for high-efficiency and developmental production in a distributed system by multiplying and integrating further autonomous and independent units. The reasons for doing so are because the furnace design affords:
No risk of production total breakdown
Unlimited operational flexibility
Less initial investment cost
Unlimited multiplication
No downtime while expansion
Independent quenching chamber
Independent transportation
Independent control system
The characteristics, capabilities and functionalities of the CMe-T6810-25 furnace fit very well with the current and developmental expectations of modern industry and ecological requirements, which is confirmed by specific implementation cases.
Case Study
The three-chamber CaseMaster Evolution CMe-T6810-25 vacuum furnace was installed and implemented for production at the commercial heat treatment plant at the Polish branch of the renowned Aalberts surface technologies Group in 2020.
Fig. 4. Gearwheel used in the case hardening process. Source: SECO/WARWICK
The CMe furnace, together with the washer and tempering furnace, forms the core of the department's production, which is why the furnace is operated continuously. Last year, the furnace performed over 2000 processes and showed very high quality (100%) and reliability (> 99%) indicators. The very high efficiency of the furnace was also confirmed, which, with relatively low production costs, contributes to a very good economic result.
The case hardening process on gearwheels used in industrial gearboxes was taken as an example. The wheel had an outer diameter of about 80 mm and a mass of 0.52 kg (Fig. 4), and the load consisted of 1344 pieces densely packed in the working space (Fig. 5) with a total net weight of 700 kg (920 kg gross) and 25 m2 surface to be carburized. The aim of the process was to obtain an effective layer thickness from 0.4 – 0.6 mm with the criterion of 550 HV, surface hardness from 58 – 62 HRC (Rockwell Hardness C), core hardness at the gear tooth base above 300 HV10 and the correct structure with retained austenite below 15%.
Fig. 5. A photograph of the arrangement of gearwheels in the load. Source: SECO/WARWICK
The LPC process was designed using the SimVaC® simulator at a temperature of 1724oF (940oC) and a time of 45 min, with 3 stages of introducing carburizing gas (acetylene), obtaining the appropriate profile of carbon concentration in the carburized layer, with a content of 0.76% C on the surface (Fig. 6).
The process was carried out in the CMe-T6810-25 furnace and had the following course from the perspective of a single load (Fig. 7):
Loading into a pre-heating chamber, heating and temperature equalization in 1382oF (750oC) (100 min in total).
Reloading to the main heating chamber, heating and temperature equalization in 1724oF (940oC), LPC, lowering and equalizing the temperature before quenching in 1580oF (860oC), reloading to the cooling chamber (total 180 min).
Gradual quenching at a pressure of 24, then 12 and 5 bar, discharge of the load from a quenching chamber (total of 25 min).
Fig. 6. Carbon profile simulated by SimVaC®. Source: SECO/WARWICK
Fig. 7. Process flow in CMe® furnace parameter trends. Source: SECO/WARWICK
The load stayed the longest in the main heating chamber – for 180 minutes. This means that with the continuous operation of the furnace in this process, the cycle will be just 180 minutes, i.e., once every three hours the raw load will be loaded, and the processed load will be removed from the furnace.
In the next step, the parts underwent tempering at a temperature of 160oC.
The result of the process was tested on ten parts taken from the reference corners and from the inside of the load. The correct layer structure (Fig. 8) and hardness profile (Fig. 9) were achieved, and all the requirements of the technical specification were met (Tab. 1).
Fig. 9. Hardness profile band obtained from tested gearwheels. Source: SECO/WARWICK
Tab. 1. Comparison of the parameters required and obtained in the process. Source: SECO/WARWICK
During the process, the consumption of the costliest energy factors was monitored and calculated, and the results per one load are as follows:
Electricity – 550 kWh
Liquid nitrogen – 160 kg
Acetylene – 1.5 kg
CO2 emissions – 0 kg
Cooling water and compressed air consumption have not been included as they have a negligible impact on process costs.
Summary: Efficiency and Economy
As a result of the process, all technological requirements have been met, obtaining the following indicators of efficiency and consumption of energy factors calculated for the entire load and per unit net weight of the load (700 kg):
On this basis, it is possible to estimate the total cost of energy factors in the amount of approximately EUR 100 per load or approximately EUR 0.14/kg of net load (assuming European unit costs of 2021). It is important that these costs are not burdened by CO2 emission penalties, as can happen with more traditional furnaces.
To sum up the economic aspect, based on an example process, a CMe furnace capacity of 1,500 net tons of parts per year was achieved for 6500 hours of annual furnace operation, at a cost of energy factors of about 100 EUR per load, or 0.14 EUR per kg of parts. The economic calculation is very attractive, and the return on investment (ROI) is estimated at just a few years.
Conclusion
While the advantages of this type of vacuum application are clear from this case study, the example discussed here does not represent the full capabilities of the CMe-T6810-25 furnace, even this process can be optimized and shortened, thereby increasing the furnace's efficiency, and reducing costs. It is possible to carry out carburizing processes (LPC) or hardening alone in a 1.5 h cycle, which would double the capacity of the furnace and similarly reduce the cost of energy factors and shorten the ROI time.