Do you always feel confident when selecting heat treating equipment? ¿Se siente siempre seguro cuando selecciona equipos de tratamiento térmico?
There are many factors involved when making a purchase. Often, key considerations may be missed. Read this guide on how to select and buy new equipment by Carlos Carrasco, founder of Carrasco Hornos Industriales.
This original content article was originally published inHeat TreatToday’s November 2021 Vacuum Furnaceprint edition in English and Spanish.
Carlos Carrasco Founder Carrasco Hornos Industriales
Why Is This Guide Helpful?
There are many reasons to select industrial furnaces carefully. One is the cost of the furnace. Another is realizing heat treating will affect the product and the bottom line. There is more specialized engineering in heat treating equipment than is apparent from the outside.
The purpose of this guide is to help engineers make the best equipment selection. The decision will affect not only the project, its budget, and results, but will also reflect the buyer’s knowledge. After the heat treating equipment is selected, the realization may occur that perhaps insufficient thought was given to potential maintenance problems or the work required to keep it in top working condition.
The following steps, gathered from more than 50 years of experience in the fields of manufacturing, sales, and maintenance, will be a useful guide to selecting heat treating equipment that will please both management and operators.
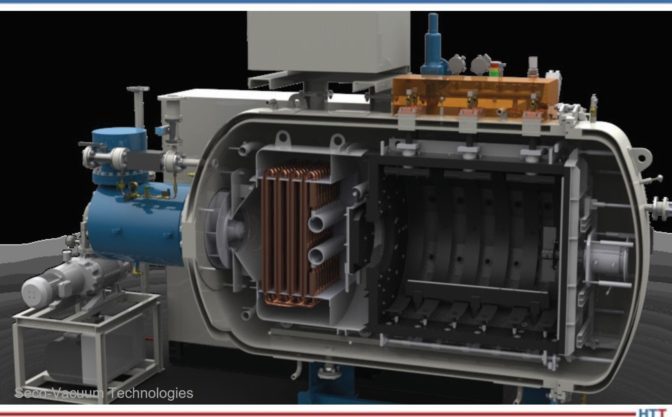
Vacuum high-pressure hardening furnace
Step One: Quote Request
When requesting a quote, management knows the exact requirements the heat treated products must have. A reliable supplier should be able to understand all requirements for a quote. Requests must be clear, concise, and contain at least the following information:
Heat treating processes that will be carried out on the equipment
Shape, general dimensions, and weights of the product(s) to be heat treated
Production volumes per hour, day, or month
Number of hours available for heat treating
Part material
Fuel type, or if the heating will be done with electricity
Voltage available in the plant
Space available for installation of equipment
Special considerations for handling loading and unloading
Furnace manufacturers need the above information to begin to create a series of options for the equipment that will be most suitable for the required processes. For example, hourly production defines: the dimensions of the space to heat the load, the type of furnace (continuous or batch), the amount of heat to be released in the furnace, the loading and unloading method, and the devices for accommodating or transporting the load such as trays, baskets, or conveyor belts. All these considerations influence both the initial cost and the operating cost, because in the end, the cost of the proposed equipment and its functionality are directly related to the specifications of the request for a quote.
It is difficult to attempt to use one furnace for all heat treating processes or to attempt to take into account future production needs that may not be necessary. It is impractical to carry out several processes that require different temperatures or have different production volumes. Trying to do so leads to oversized and over-budget equipment.
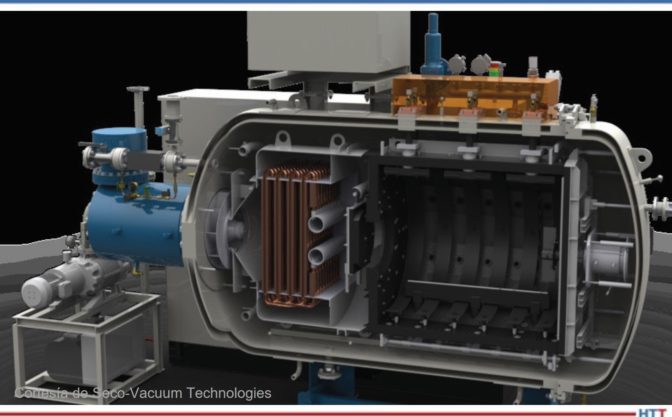
Vacuum low-pressure carburizing furnace
Step Two: Supplier Selection
Quote requests should only be submitted to manufacturers with the technical capacity and experience to prepare an offer that satisfies the request. Always use references from previous installations with similar quote requirements.
Considering the potential for financial gain, the cost of heat treating equipment can be appealing. The design and construction of heat treating equipment involves a considerable amount of engineering resulting from expensive investments in research and development. This research and development is influenced by user feedback detailing equipment failure. This feedback creates opportunities for manufacturers to fix equipment issues. Without the added benefit of other heat treater’s feedback, equipment failure is more likely. Finding a manufacturer with experience is crucial.
Only suppliers with experience and solid technical capacity will be able to guarantee results from the start. The goal is to receive equipment that requires no corrections after the first load leaves the furnace and to not have to rework the design.
Step Three: Study and Evaluation of Offers
A failed project is too much to risk, and so the responsible supplier will invest time and money in the study and preparation of the offer.
Every responsible supplier has been disappointed by an offer read backwards — when the potential customer reads the price first. Is the overriding need to stay within a certain budget or for heat treating equipment that is capable of processing parts to meet specifications? A careful reading of the offer may justify the cost of the furnace in relation to production needs. If there is a confusing section of the offer, it is important to clarify with the supplier. Investment in production equipment is very important, but it is even more important that the investment be profitable.
The heat treating equipment must satisfy a production need and certain metallographic specifications. Consequently, the dimensions of the space where the parts will be placed may be the main factor in the design of the furnace. This is because metals are only capable of heating up to a certain temperature at a rate that is determined by the heating method, geometry, and load arrangement. Only experienced vendors can make the correct calculations to meet the production needs of the project. Be sure to understand the calculations that lead to the sizing of the proposed system.
How are the parts supported and/or transported within the furnace? This is a point of great importance for the initial cost of these components and for the costs of future maintenance. Keep in mind that any mechanism that works at high temperatures will always be problematic for maintenance and replacement. Cast link belts, for example, have a higher initial cost, but they withstand heavy loads longer than metal mesh belts. However, there is a notable difference in the cost of components made of chromium-nickel alloy and those of carbon steel. Since chromium-nickel materials are able to withstand higher temperatures, their use is recommended and almost essential.
Furnaces tend to deteriorate rapidly where the heat is being lost. Make sure the door design is the best possible to avoid heat loss. Be sure that all doors included in the design are necessary. Doing so will save maintenance costs.
When it comes to quenching, oil or water circulation systems are extremely important, as is tank capacity. Otherwise, the quenching medium may overheat, causing unsatisfactory results.
In an oven intended for low temperature operations 356°F–1,112°F (180°C–600°C), for example tempering processes, it is necessary to have a fan to recirculate the hot air from the furnace. The uniformity of the temperature in the parts and the speed at which they heat up depends on the speed of recirculation, the weight of the air, and the design of the furnace, which must force the passage of air optimally through the load with the use of deflectors, screens, or distribution plenums. In high temperature furnaces, 1,292°F–2,192°F (700°C–1200°C), the heat transfer depends on the radiation toward the load and its exposed surface, so a recirculation fan is not necessary. Heat treatment is a critical process and temperature pyrometers must have the necessary precision.
List any doubts about the offer and ask the supplier to clarify at length in writing. The answers will make it easier to do a second analysis of the offer and compare it with other offers. In addition, the written clarifications will be a record for review by other collaborators on the project. Ask for feedback and observations on the proposals to get a second opinion.
Ask suppliers to provide a list of similar installations. Industry colleagues are generally unbiased in their comments about their experience with a particular supplier.
Finally, make a comparison chart in the most objective way possible. Keep in mind the fact that offers often do not include some subjective issues that may be important for a final selection. For example, some vendors are likely to have greater knowledge and experience in certain processes, simply because they have invested time and money to fi nd the best solutions to the process and those experiences could be beneficial.
Step Four: The Price
Understanding the scope of the received proposals that meet production and quality requirements is not all that goes into selecting heat treating equipment. After all this, there are still significant differences between various suppliers. Price is one of these differences. At this stage, the industrial furnace manufacturer will need to justify costs. It will be easy to tell if the manufacturer is thinking of the buyer as a future satisfied customer, or only of the economic benefits the sale will bring.
Conclusion
There are innumerable cases in which the equipment was poorly selected: “The substation and/or the cooling tower did not have the capacity;” or “The equipment is not what we expected;” or “They never told us that the furnace needed gas in those capabilities.” These are just a few of the possible comments everyone has heard.
Selecting heat treating equipment should be done slowly, analyzing all the options, weighing the differences between providers, and seeking clarification. Ask the supplier for multiple equipment options like requesting spare parts for the first year of operation.
Ultimately, time will tell if the furnace selected was the right choice. These recommendations provide a guide to making that decision. We sincerely hope that these recommendations will guide you in the selection of industrial furnaces for heat treating.
About the Author:
In addition to being the founder of Carrasco Hornos Industriales — furnace experts, consultants, and independent sales representatives for various furnace companies and spare parts — Carlos Carrasco is the founder and former president of ASM International, Mexico Chapter with more than 50 years of experience in the heat treat industry.
¿Se siente siempre seguro cuando selecciona equipos de tratamiento térmico? Do you always feel confident when selecting heat treating equipment?
There are many factors involved when making a purchase. Read this guide on how to select and buy new equipment by Carlos Carrasco, founder of Carrasco Hornos Industriales. The Spanish version is below, or you can check out both the Spanish and the English translation of the article where it was originally published: Heat Treat Today'sNovember 2021 Vacuum Furnaceprint edition.
¿Se siente siempre seguro cuando selecciona equipos de tratamiento térmico? Hay muchos factores involucrados cuando se hace una compra. Consulte este artículo para conocer los pautas que lo ayudarán en el proceso de selección y compra. Autor: Carlos Carrasco, fundador de Carrasco Hornos Industriales.
Carlos Carrasco Fundador Carrasco Hornos Industriales
¿Por qué es conveniente esta guía?
Este artículo ayuda a los ingenieros a comprar equipos de tratamiento térmico. Hay muchas razones para seleccionar cuidadosamente los hornos industriales. Uno, es el costo del horno en sí y otro, es que el producto que se está tratando térmicamente afectará los resultados de su empresa.
En un equipo para tratamiento térmico, hay más ingeniería especializada de lo que parece en el exterior. Hay varias y muy sólidas razones, para hacer una cuidadosa selección de estos equipos, pues sus componentes son inherentemente de alto precio y en la mayoría de los casos, los resultados del tratamiento térmico tienen un importante efecto en la economía de su empresa.
El objetivo de esta guía es el de tratar de ayudarle a hacer la mejor selección del equipo; porque su decisión afectará no sólo al proyecto, su presupuesto y resultados, sino también a su capacidad como ejecutivo. No será la primera vez que escuche usted comentarios respecto a equipos adquiridos por la empresa en etapas anteriores a la suya o en la misma, y es común en la industria, tanto nacional como internacional, que los operadores o el personal de mantenimiento, comenten: “Cuando adquirieron este horno, nadie pensó en los problemas de mantenimiento [. . .] Como ellos no son los que lo usan día con día, no se dieron cuenta de cuánto trabajo se requiere para mantenerlo o bien para trabajar confi ablemente con él”.
Déjese ayudar, pues como ingenieros consultores en hornos y experiencia de más de 50 años en este ramo; tanto en la fabricación, venta y mantenimiento, con buenos resultados, los comentarios siguientes seguramente pensamos le serán útiles.
Horno de temple al vacío
Primer paso: solicitud de la cotizacion
Al solicitar una cotización, nadie mejor que Ud. puede conocer los requisitos que deben tener sus productos tratados térmicamente. Un proveedor confiable, debe ser capaz de entender todas sus necesidades de tratamiento térmico a partir de la solicitud de cotización que le presente. Consecuentemente, su solicitud deberá ser clara, concisa y tendrá como mínimo los siguientes datos:
Proceso de tratamiento térmico a efectuarse en el equipo.
Forma, dimensiones generales y pesos del (los) producto(s) a tratar térmicamente.
Volúmenes de producción por hora, día o mes.
Número de horas disponibles para el trabajo de tratamiento térmico.
Material del que están construidas las partes.
Combustible disponible o en su caso, si la calefacción será por medio de electricidad.
Tensión eléctrica disponible en la planta.
Espacio disponible para la instalación del equipo.
Consideraciones especiales del manejo de la carga y la descarga.
Es conveniente que Ud. sepa que los fabricantes de hornos necesitan la información anterior para empezar a definir una serie de opciones del equipo que podría ser el más adecuado para sus procesos. Por ejemplo, la producción horaria define: Las dimensiones del espacio para calentar la carga, el tipo de horno, continuo o por lotes, la cantidad de calor a ser liberada en el horno, así como el método de carga y descarga y los dispositivos para acomodar o transportar la carga como charolas, canastillas o bandas transportadoras. Todo lo anterior influye, tanto en el costo inicial como en el de operación, porqué, a fin de cuentas, el costo del equipo propuesto y su funcionalidad, están en relación directa a las especificaciones de su solicitud de cotización.
Ah, y por favor, no trate de llevar a cabo todos los procesos de tratamiento térmico habidos y por haber en un único horno, ni tampoco quiera tomar precauciones de futuras necesidades de producción, de las cuales no tiene ahora ninguna certeza, ya que es difícil llevar a cabo en un solo horno varios procesos que involucran diferentes temperaturas, volúmenes de producción, etc. Un enfoque en este sentido conduce a equipos sobredimensionados y posiblemente fuera de su presupuesto.
Horno de vacío para carburizado a baja presión
Segundo paso: selección de proveedores
Presente su solicitud de cotización, solamente a quien tenga la capacidad técnica y experiencia para preparar una oferta, que satisfaga dicha solicitud. Utilice siempre referencias de instalaciones previas, y de preferencia similares, o mejor aún, iguales a la que usted requiere.
El costo de los equipos para tratamiento térmico es elevado y representa un atractivo a empresas e individuos que consideran la posibilidad de obtener beneficios económicos. La verdad, es que el diseño y construcción de estos equipos involucra una considerable cantidad de ingeniería, resultado de costosas inversiones en investigación y desarrollo con retroalimentación de casos prácticos (los fracasos enseñan) que han sido aprovechados en beneficio de los clientes potenciales. En suma, no permita que sus necesidades sean el método de aprendizaje de un proveedor. Aquí es donde no hay sustituto a la experiencia.
De hecho, el proveedor con experiencia y sólida capacidad técnica es el único que estará en posibilidad de garantizar resultados desde el principio. Desde luego, a Ud. le interesa obtener resultados dentro de especificaciones, desde la primera carga que sale del horno, y no comprar excusas, promesas y retrabajos para corregir lo que de inicio está mal hecho. Quizá, con buenas intenciones, pero poca y en algunos casos, nula experiencia.
Tercer paso: estudio y evaluación de las ofertas
El proveedor responsable invertirá tiempo y dinero en el estudio y preparación de la oferta, porque no puede correr el riesgo de que su proyecto no cumpla su cometido. Ahora la responsabilidad de evaluar las propuestas recae sólo en Ud.
No hay proveedor responsable, que no haya sufrido la decepción de que su oferta sea leída de atrás para adelante. Nos referimos a que el precio es la primera línea que lee el cliente potencial. Hágase una pregunta: ¿Su necesidad primordial es, un precio o un equipo de tratamiento térmico que sea capaz de procesar las piezas para que cumplan sus especificaciones de su tratamiento térmico? La lectura cuidadosa de la oferta, le dará la respuesta a sus necesidades de producción y a la justificación del costo del horno. Si hubiese alguna sección que no sea de su completa comprensión, no dude en llamar al proveedor para que haga las aclaraciones correspondientes. Por favor, no malentienda. La inversión en equipos de producción es muy importante, pero más importante será que la inversión sea rentable.
El equipo para tratamiento térmico debe satisfacer una necesidad de producción y de ciertas especificaciones metalográficas. Consecuentemente, las dimensiones del espacio en donde serán colocadas las partes, quizá sea el factor principal en el diseño del horno. Esto se debe, a que los metales sólo son capaces de calentarse hasta una cierta temperatura, a una razón que está determinada por el método de calefacción, la geometría y acomodo de la carga. Sólo los proveedores experimentados, pueden hacer los cálculos correctos para que su propuesta satisfaga las necesidades de producción del proyecto, del que Ud. es responsable. Solicite al proveedor le muestre y explique la memoria de cálculo que conduce al dimensionamiento del sistema propuesto.
¿Cómo se soportan y/o transportan las partes dentro del horno? Éste es un punto de gran importancia, por el costo inicial de estos componentes y también por los costos del mantenimiento futuro. Conviene tener en cuenta que, cualquier mecanismo que trabaje a alta temperatura, siempre será problemático su mantenimiento y reposición. Las bandas de eslabones fundidos, por ejemplo, (de mayor costo inicial) soportan mejor y durante mayor tiempo, cargas pesadas en comparación con las bandas de malla metálica. Sin embargo, hay notable diferencia en los costos de componentes de aleación Cromo-Níquel, comparados con los de acero al carbón, pero su uso es prácticamente imperativo.
Los hornos tienden a deteriorarse rápidamente en cualquier lugar en donde haya fuga del calor. Asegúrese de que el diseño de las puertas sea el mejor posible para evitar esta fuga de calor y también de que su horno no tenga puertas que no necesita. Esto le ahorrará costos de mantenimiento.
Por lo que respecta al temple, los sistemas de circulación de agua o aceite son de extrema importancia, lo mismo que la capacidad del tanque. De lo contrario, el medio de temple puede sobrecalentarse y los resultados de su proceso, podrían no ser satisfactorios.
En un horno destinado a operaciones de baja temperatura (180 a 600° C), por ejemplo, procesos de revenido, es necesario disponer de un ventilador para la recirculación del aire caliente del horno. La uniformidad de la temperatura en las partes y la rapidez a la que se calientan las mismas, depende de la velocidad de la recirculación, del peso del aire y del diseño del horno que debe forzar el paso del aire en forma óptima, a través de la carga, con la utilización de mamparas deflectoras o plenos de distribución. En los hornos de alta temperatura (700 a 1200° C), la transferencia de calor depende de la radiación de éste hacia la carga y su superficie expuesta, por lo que un ventilador de recirculación no es necesario. El tratamiento térmico, es un proceso crítico en lo que se refiere a temperatura. Los pirómetros reguladores de temperatura deben tener la precisión necesaria.
Escriba sus dudas sobre la oferta y pida al proveedor que las aclare en forma extensa y por escrito. Las respuestas le facilitarán el hacer un segundo análisis de la oferta y compararla con otras ofertas; además, tendrá un registro para revisión por parte de otros colaboradores en el proyecto. Pida opinión sobre sus observaciones a las propuestas, pues uno tiende a pensar en círculos.
Solicite a los proveedores, le entreguen una lista de instalaciones similares a la suya en las que hayan intervenido. Generalmente, los colegas industriales se muestran imparciales en sus comentarios sobre la experiencia que hayan tenido con un determinado proveedor.
Finalmente, haga un cuadro comparativo, en la forma más objetiva posible. No pierda de vista que, frecuentemente las ofertas no incluyen algunas cuestiones subjetivas, que pueden ser importantes para una selección final. Por ejemplo, es probable que algunos proveedores tengan mayores conocimientos y experiencia en ciertos procesos, sencillamente porque han invertido tiempo y dinero para encontrar las mejores soluciones al proceso y Ud. podría verse beneficiado con esas experiencias.
Cuarto paso: el precio
Seguramente, ahora que ha comprendido el alcance de las propuestas que ha recibido y que cumplen con sus necesidades de producción y calidad, se dará cuenta que aún así habrá diferencias entre sus distintos proveedores que podrían llegar a ser significativas.
Este es el momento en que un fabricante de hornos industriales podrá justificar sus costos. Y usted sabrá si ha realizado su oferta pensando en Ud. como un futuro cliente satisfecho o únicamente en los beneficios económicos que la venta le reportará.
Conclusiones
Son innumerables los casos en que los equipos fueron mal seleccionados: “La sub-estación y/o la torre de enfriamiento no tuvieron capacidad”, “El equipo no es lo que esperábamos”, “Nunca nos dijeron que el horno necesitaba gas en esas capacidades”. Estos son sólo algunos de los comentarios que todos hemos escuchado.
Tómese todo el tiempo que requiera para analizar sus opciones, piense el porqué hay diferencias de un proveedor a otro y solicite que le sean aclaradas. Pida a sus proveedores las opciones a las que puede acceder con el equipo que está solicitando y que éstas sean cotizadas como eso: opciones. No se olvide de solicitar las refacciones que pudieran ser utilizadas durante el primer año de operación de su horno.
Para finalizar, sólo el tiempo dirá si al seleccionar sus hornos, éstos funcionaron como se esperaba.
Sinceramente, esperamos que estas recomendaciones le orienten en la selección de hornos industriales para tratamiento térmico y estamos seguros, que así será. Seguro que debe haber más preguntas relacionadas con este tema, no dude en contactarnos para obtener ayuda.
Sobre el autor:
Expertos en hornos. Representantes de diversas compañías fabricantes de hornos industriales, partes de refacción y equipo de combustión. Con más de 55 años de experiencia en la industria y consultores. Carlos Carrasco es fundador y expresidente del capítulo México de la ASM International.
Carbon/carbon composite. What is it? Why is the vacuum furnace industry excited about its use in graphite vacuum furnace fixtures, grids, and leveling components?
In this Technical Tuesday, originally published in Heat Treat Today’s November 2021 Vacuum Furnaceprint edition, explore this new material game changer and learn about its versatility in this informative article by Real J. Fradette, senior technical consultant, Solar Atmospheres, Inc., and Roger A. Jones, FASM, CEO emeritus, Solar Atmospheres, Inc.
Roger Jones, FASM, CEO Emeritus, Solar Atmospheres, Inc. Additionally, Real J. Fradette, Senior Technical Consultant at Solar Atmospheres, Inc.
Introduction
The vacuum furnace industry has searched for many years for the ideal material to be used in fixtures and grids for processing workloads at elevated temperatures. The support structures should be lightweight to achieve desired metallurgical results during the cooling phase of the process cycle. These lighter-weight supporting members will also result in overall lower processing costs due to shorter heating and cooling portions of the overall furnace cycle.
The latest and most successful material used in graphite vacuum furnace fixtures, grids, and leveling components is a carbon/carbon composite (C/C) structure. Graphite is an allotrope and a stable form of carbon.
Carbon/Carbon Composite Material
Carbon fiber reinforced carbon matrix composites (C/C composites) have become one of the most advanced and promising engineering materials in use today. These C/C composites consist of two primary components: carbon fibers and a carbon matrix (or binder). They are among the strongest and lightest high temperature engineered materials in the world compared to other materials such as basic graphite, ceramics, metal, or plastic. C/C composites are lightweight, strong, and can withstand temperatures of over 3632°F (2000°C) without any loss in performance.
Ingots processed with graphite support members
Typical Carbon/Carbon Composite Two-Tier Fixture
Properties of Carbon/Carbon Composites
C/C composites are a two-phase composite material where both the matrix and reinforced fiber are carbon. C/C composites can be tailored to provide a wide variety of products by controlling the choice of fiber type, fiber presentation, and the matrix carbon/carbon composite. They are primarily used for extreme high temperature and friction applications.
C/C composites combine the desirable properties of the two-constituent carbon materials. The carbon matrix (heat resistance, chemical resistance, low-thermal expansion coefficient, high-thermal conductivity, low-electric resistance, low-specific gravity) and the carbon fiber (high-strength, high elastic modulus) are molded together to form a better combined material. The reinforcing fiber is typically either a continuous (long-fiber) or discontinuous (short-fiber) carbon fiber type.
CFC design fixturing for medical implants
Summarizing Properties of Carbon/Carbon Composites
Excellent thermal shock resistance
Low coefficient of thermal expansion
Excellent thermal shock resistance
High modulus of elasticity
High thermal conductivity
Low density (about 114 lb/ft³)
High strength
Low coefficient of friction (in the fiber direction)
Excellent heat resistance in nonoxidizing atmosphere. C/C composites retain their mechanical properties up to 4982°F (2750°C)
High abrasion resistance
High electrical conductivity
Non-brittle failure
Benefits of C/C composites
The carbon fiber matrix can be used to create racks, plates, grids, and fixtures for vacuum heat treating applications.
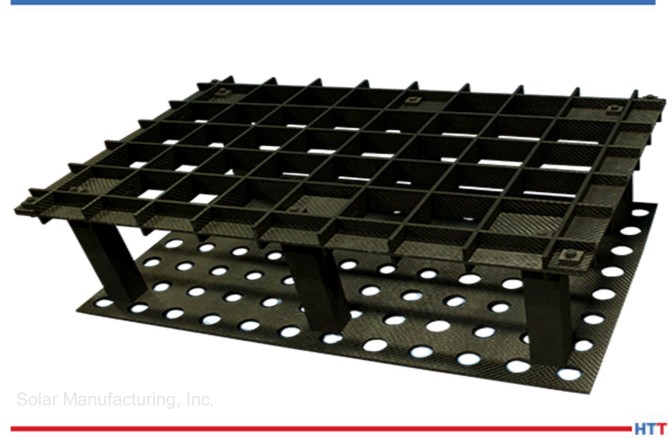
Various Configurations of C/C Used as Fixtures and Grids
Below are several examples showing different applications of how C/C component graphite materials are used in typical vacuum furnace applications:
347 screens: 347 screens that were annealed at 1875°F in partial pressure nitrogen. The screens were too wide for our normal furnace grid, so we used graphite fixturing to get the screens into the center of the furnace to accommodate the width. The graphite also allows for the screens to settle flat during the heat treating.
Titanium aerospace components: Very intricate and precise graphite fixturing designed to minimize warpage during the solution age heat treatment of these 5-5-5-3 titanium aerospace components. The fixturing was manufactured by 5-axis machining equipment and it allows the part to move during the heat treatment and then settle back into the exact contour of the fixture.
Steel aerospace components: 4340M aerospace components hardened and tempered in partial pressure nitrogen. Graphite fixturing was used to minimize distortion and holes were machined into the graphite plates to help with the cooling phase of the cycle.
Titanium ingots: 10-2-3 titanium ingots homogenized at 2350°F for 24 hours in high vacuum, 10-5 Torr. Each ingot weighs about 10,000 pounds. The fixturing serves two purposes: it keep the ingots from rolling during the heat treatment process, and it also contours to the shape of the ingot so there are no flat spots after the homogenization.
Titanium strips: Titanium strips annealed at 1450°F and aged in high vacuum, 10-5 Torr. Strips were placed on a laser leveled graphite plate to maintain flatness during the run.
Ingot fixtures: These are graphite support members that are used to process the ingots on the first page of the article. They maintain the shape of the ingots while providing support.
The above images are just a small sample of the many supporting graphite designs that have become so critical in vacuum furnace processing. C/C component graphite material can be readily machined for special shapes and applications. We look forward to finding many more ways to successfully use these graphite components.
Heat treating any aerospace projects? Then you know titanium is up there when it comes to VIP alloys in the industry. This best of the web is pulled from an aerospace magazine in which Michael Johnson of Solar Atmospheres answers five questions about creep flattening titanium:
Typical temperatures for creep flattening titanium parts
Whether of not creep flattening can only be done in a vacuum
Best fixturing for creep flattening titanium parts
Can creep flattening minimize movement
Will reheating titanium over 1,000°F affect certification
An excerpt:
"Give your heat treater your material certifications. Many mills will certify to aerospace material specification AMS 2801, AMS 4905, AMS 4911, AMS-H-81200, etc. The material often can be re-annealed while simultaneously creep flattening." - Michael Johnson, Director of Sales, Solar Atmospheres
Where is all of the action happening? In the "hot zone". More than just a catchy name, you always want to make sure this high-impact area is working the best it can.
This best of the web article will show you how to maintain your hot zone with three key tips, and then give you a 5-point run-down on how you know you it’s time to replace it.
An excerpt:
"Depending on your process and parts, hot zones can last for many years (5-8 years on average) or may need to be replaced more frequently. Several factors that affect the lifespan of a hot zone include:"
When you are a new heat treater, there are really only three things you want to know to get your bearings: What is it? How does it work? Why does it matter? That's it. What does that mean when we discuss "VAB"?
This best of the web article walks you through the three questions mentioned above, several advantages of vacuum aluminum brazing, and heating control.
An excerpt:
"The dwell time (soak) at braze temperature must be minimized as melted filler metal is vaporizing in the low pressure (high vacuum) environment. Too much filler metal vaporization can result in poor joint wetting and subsequent loss of joint strength and sealing ability. After the final brazing soak is complete, a vacuum cooling cycle follows, which stops material vaporization and solidifies the filler metal."
A hydroplane racing team located in Cinnaminson, NJ had three propeller blades heat treated to ensure parts were free of scale and keep the blades from shearing apart. The propellers will now withstand the RPM and torque conditions of racing without failing. Also, the hardening will protect the blades from impact with potential debris in the water.
This case study/press release from the heat treater, Metlab, goes into detail to describe the propellers and how heat treatment changed the material.
A modern unlimited hydroplane is the world’s fastest racing boat, capable of speeds greater than 200 mph. These boats represent the product of over 100 years of evolution in race boat design and materials with the most powerful engines, most advanced construction techniques, and the best safety systems available in boat racing today. A typical unlimited hydroplane can weigh a minimum of 6,750 pounds.
All unlimited hydroplanes are a “three-point” design, meaning they are designed only to touch the water at three points when racing – at the rear of the two front sponsons (the projections of the hull in front of the driver cockpit) and the propeller at the rear of the boat. Most of the unlimited class boats are powered by Chinook helicopter Lycoming T55 L7 turboprop engines, generating up to 3,000 HP.
Metlab, which is known for offering a wide variety of thermal processing solutions, had the opportunity to heat treat a series of propellers for a hydroplane racing team located in Cinnaminson, NJ.
The propellers must meet strict design criteria imposed by the Union Internationale Motonautique (or “UIM,” headquartered in Europe), not only for propellers but for the entire boat design. The propellers are typically 16″ in diameter and have three blades. Different pitch propellers are chosen for use based on course length, conditions, and starting position. It is not uncommon for a racing propeller to cost more than $15,000.
Propeller: Mercury Racing – T.E. Clever model
The propeller creates the distinctive “rooster tail” behind the boat, raising literally tons of water into the air for up to 300 feet behind the boat. They are made from several different materials, but the steel of choice is 17-4 PH stainless steel chosen for its mechanical properties and corrosion resistance. The propeller must support a significant portion of the boat’s weight while rotating up to 14,000 RPM.
Three propeller blades were heat treated for the client to the H-900 condition (900°F/ hours at heat). They were age hardened in a vacuum furnace to ensure parts were free of scale. The high tensile strength (200 KSI) produced by the heat treatment keeps the blades from shearing apart; the excellent ductility associated with the heat-treated material allows the propellers to withstand the RPM and torque conditions without failing. And a hardness of HRC 40 protects the blades from impact with potential debris in the water. 17-4 PH stainless steel properly heat treated also benefits from increasing torsional fatigue strength, a common cause of propeller failure.
Metlab provides heat treating solutions for highly technical parts and components. Consult with a metallurgical specialist at Metlab about your specifications and heat treating requirements.
"SLM"? You may have heard of AM -- additive manufacturing -- but how about selective laser melting, SLM? Stay on top of your acronyms with this overview on how vacuum furnaces and SLM, an AM technology, can increase fatigue performance of parts.
In this Technical Tuesday, the author not only shares what this technology can do, but also the results of SLM in laboratory studies and research at the University of Parma.
"When SLM processes are conducted within a vacuum heat process, it is possible to make more detailed components which have more intricate forms. Crucially, this means that they will often perform better than would otherwise be the case when they are in use."
Heat TreatToday publisher Doug Glenn talks with Mark Hemsath about hardening basics. Mark was formerly the vice president of Super IQ and Nitriding at SECO/WARWICK, and is now the vice president of Sales - Americas for Nitrex Heat Treating Services Learn all about the what, why, and how of hardening. This episode builds upon the first conversation in Part 1.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're here talking about hardness, as it pertains to the metals world, metallurgy, and things of that sort. First off, Mark, welcome back.
Mark Hemsath (MH): Thanks, Doug, it's nice to be here.
DG: For the record, we're recording this thing right before Thanksgiving, the day before Thanksgiving, so we've got turkey on the mind here. I've known Mark for many, many years, in fact, I would say a couple of decades now, when he was with other companies and doing other things. He's a very well-rounded person in the industry. He's able to speak intelligently about a lot of different things, including surface hardness, through hardness and that type of stuff.
Last time, we talked about what hardness was and why it's important. Afterwards, you and I had some conversations and there were a couple of things I think we wanted to supplement onto that first episode. One of those things had to do with hardness testing. Throw out what you were thinking about that.
MH: I think on testing, the point here is that there are many scales for testing because we have many different types of material with different hardness. When we start getting into some of the other materials, it changes a little bit. In the steel realm of things, the most typical is to use a diamond tip weight to try to indent the material. Based on the pressure it takes, we get a reading. For instance, a very thin layer may require a different type of test because one style of test may not be set up to measure such a thin hardness. This is typical in something like nitriding where you have a white layer. Different types of testing methodologies – there is the Brinell, Vickers, Rockwell and Newage hardness testers, and there are a lot of other things out there, as well. In general, we are trying to test the surface hardness and then also the hardness as it traverses through the material.
DG: The other thing that you and I were talking about was other materials besides steels that were hardenable.
MH: I'm not an expert on aluminum, but one of the materials that we talked about is aluminum, and quite frankly, SECO/Warwick has a separate division just dedicated to aluminum because it is different. Let's take a look at aluminum first. Aluminum is actually rather soft and has many other benefits. It is very commonly used in aerospace and companies like Tesla are using it today, almost predominantly, for their cars. Just like in steels, it can get harder by using alloying elements. Most common alloying elements are copper, manganese, silicon, magnesium, zinc and lithium. Hardening is typically by a precipitation or age hardening. Tempering is also very common. So, not all aluminum alloys can be heat treated, per se, but as I was mentioning, it is a whole different world and it requires a whole different set of expertise because it is kind of a unique metal.
DG: How about titanium?
MH: Titanium is an increasingly popular alloy. It is expensive and it has very high strength to weight ratio. It is almost as light as aluminum but much stronger and also has great resistance to corrosion. Titanium can be alloyed to add properties to the metal and it can be nitrided at higher temperature making a very thin, hard layer that is gold in color, something that I've done a little bit of in the past.
On of the other materials that you asked about are stainless steels, and this is also a whole different breed. Recently, in the last 5 – 10 or so years, surface hardening is being applied with great success and it is actually done at low temperatures to make a very hard surface and still retain the corrosion resistance. When you harden stainless steels via nitriding at the higher temperatures, you do get high hardness but you lose corrosion resistance. They've made quite a bit of inroads at the low temperature end of things, so called S-phase hardening. Certain stainless steels, martensitic stainless steels, are actually hardenable by heating and quenching. Those have, commonly, 11 – 17% chromium and no nickel and they have a higher carbon. Austenitic stainless steels, typically at 300 series with nickel, do not harden by heating and quenching. These steels, as I mentioned, can be surface hardened. Ferritic stainless steels, which is another breed, are commonly a lot of the 400 series stainlesses have 10 – 30% chromium and they do not harden by normal means. Then, we have some special so-called alloy 17-4 PH and some of the other ones are hardenable by aging. So, I wanted to go through some of that. There is a lot there. But just to discuss all of the variety of different steels out there.
DG: Let's dive into these five different hardening processes, which we want to talk about, to give our listeners a little better sense of exactly what the process is and how they might differ from one another. The five we're going to cover are carburizing, nitriding, carbonitriding, FNC, or ferritic nitrocarburizing, and LPC, meaning low pressure carburizing. Let's go back and just start with, probably, what I think, is the most popular or common one, which is carburizing. Do you agree?
MH: Yes, I would tend to agree, especially by pounds.
DG: First off, what is it? We covered this last time, but just briefly, let's talk about what carburizing is.
MH: Very briefly, carburizing is the addition of carbon which adds hardness to the surface and, as I probably mentioned before, it needs to be done at elevated temperatures. The higher the temperature, the faster the process.
DG: Basically, break it down. How's it done? What's the temperature? What's the atmosphere? What are the times? General things like that.
MH: Typically, it's done above 1600 degrees F, which is the austenitic temperature range, and more commonly done at 1650 – 1750 F, which is 900 – 950 C. In the old days, they put charcoal powder, which is a carbon, near the steel or maybe in a box, and they heated it and that's how they got carbon. They actually got carbon monoxide gas to form at high temperature and got it to go into the steel. This will actually crack the charcoal and give you the gas. Some people still use this, especially if they've got some very big odd shapes; it's the only way to do it. Somewhat, it is done in other countries, but not as much here.
There is also obviously the gaseous form which is called gas carburizing. That is typically done with carbon monoxide gas, which is typically created from cracking natural gas or using a nitrogen methanol. For endothermic gas, it's basically about 40% nitrogen, 40% hydrogen and 20% CO. In order to increase the carbon content of that gas, people will inject a carbon containing gas like propane or natural gas, etc.
One other method that is still in use is salt bath. It is also somewhat common and here they use a sodium cyanide (NaCN). Basically, most of it being done today is with gas carburizing.
DG: As far as the actual materials? I assume most of it's going to be your steels being carburized?
MH: Yes. Virtually any steel or alloy can be carburized to some extent if it has iron in it. Iron carbides will form. Mostly less expensive steels are done. The so-called low carbon, low alloy steels are typically the ones that are most frequently carburized to get high surface hardness and because they kind of like the core properties that come with it.
DG: Equipment. You already hit on this some, but obviously for salt bath, which you mentioned, you're going to have a salt bath piece of equipment to do it. Gas carburizing is obviously done just inside of an atmosphere furnace, in some capacity, I assume. Can it be done continuous and/or batch?
MH: Yes. The most popular is batch. The integral quench furnace, which is usually an in-and-out furnace where you have endothermic gas both in the vestibule where you put it where the quench oil is. Then you go into the furnace, you do your hot temperature carburizing in the same gas, and then you come out hot and you're protected and then you go into the oil quench, and everything is within that atmosphere. That's the most common. But, as you mentioned, continuous is very viable. The only issue with continuous is it's pretty high production and it's usually the same process over and over. That way you can maximize the use of your quench. Because quenching might only be 20 – 30 minutes tops, whereas the carburizing cycle might be 8, 10 or 12 hours, you're not using that quench very often. Continuous will allow you to use a quench much more frequently and that quench might be fairly expensive, so that makes sense for doing the same parts over and over.
DG: Right. If you've got super high production, that would be the way to go. And, it is probably notable to point out here, that quenching is an important part of the carburizing process. This is not true with some of the other surface modification stuff we're going to talk about down the road, correct?
MH: Yes. Quenching is usually done right afterwards, to save money and to make it economical. That's not to say that there aren't many people, like in press quenching, that will actually carburize it, slow cool it and then heat it up again and then individually quench each part. There are also some benefits to grain growth. If you've got a very deep case, that carburizing might cause some growth in your grains. If you slow cool it and then heat it up quickly again and quench it, you'll transform all that back to the properties that you want. But, yes, typically all done together.
DG: Can we carburize using induction technology?
MH: I'm not familiar with carburizing. . . Induction is typically heating the outer surface and cooling it very quickly and keeping that very hard and then the core will still maintain its property. That's a thermal surface engineering process induction. I had an old engineering friend of mine, metallurgist expert, PhD, who calls it surface engineering or thermal chemical surface engineering, because we're using both a chemical process and a temperature process.
DG: Anything else notable on carburizing before we move on to nitriding?
MH: The only thing is the alloying elements are common in steels. I mentioned before low alloy steels and high alloy steels. Alloying elements common in steels are nickel, silicon, chromium, manganese and molydenum. Silicon and nickel are less prone to absorb carbon, whereas the carbon potentially atmosphere is increased with elements like chromium, manganese and molydenum which form more stable carbides than iron. Alloying elements can adjust the ability to carburize.
DG: That's the basics on carburizing. Let's move on to nitriding. If you can, Mark, as we plow through this, maybe draw a bit of a comparison on, for example, temperature ranges and maybe cycle times and materials, and things of that sort. So, what about nitriding?
MH: Nitriding is a process where nitrogen atoms are diffused into the steel surface. I believe that nitriding is more complex than carburizing because hardness, and the types of nitrides created, are dependent on a number of different factors. So, depending on the process, either ammonia is used or an excited nitrogen atmosphere via a plasma generator can diffuse the nitrogen into the steel surface. What's common with nitriding is it's done at a lower temperature. The diffusion of nitrogen is a time and temperature dependent process, so the higher you take the temperature, the faster the process will go. But, it's still performed at much lower temperatures than carburizing. It's actually done in the ferritic range and not in the austenitic range, typically, 915 degrees Fahrenheit up to just under 1100 degrees Fahrenheit which is 490 C to 590 C.
Nitriding is a process where nitrogen atoms are diffused into the steel surface. I believe that nitriding is more complex than carburizing because hardness, and the types of nitrides created, are dependent on a number of different factors.
DG: You're talking 500 – 600 degrees F, roughly, lower temperature than carburizing?
MH: Yes.
DG: That's the temperature range. Obviously, the atmosphere is different because we've got nitrogen as opposed to carbon, but how about process time?
MH: We talked about the temperature. Obviously, if you're at the higher end of that temperature, you can go a little faster, but nitriding has been known to be slower than carburizing, and it is. The diffusion process is slower. Gas nitriding and plasma nitriding are the two main processes. There is also ferritic nitrocarburizing, which is a form of nitriding with salts. But gas nitriding uses ammonia as a nitrogen donor and plasma nitriding uses nitrogen at a partial pressure with a plasma excited atmosphere. Nitrogen creates iron nitrides in various forms in the white layer as either, what we call, an epsilon layer or a gamma prime layer. In some instances, people don't even want that layer, they only want the nitrogen to go into the steel and create nitrides with some of the alloying elements. This is what we call the diffusion into the alloy into the steel into the alpha.
DG: What about case steps between carburizing and nitriding? If you want a deeper case step do you tend to go carburizing or is there a difference in the case depth actually?
MH: It is much more possible to do a deep case step than carburizing. You can basically keep sending it in there and, if you can go a little bit higher temperature, you can get some pretty deep case steps with carburizing. The difference between the nitriding, is that it's a different process. It's a lower temperature process so it's a little bit slower, but you get a pretty hard case with the right alloy with the nitrided case. In many instances, you can get a pretty similar performance of the part, or something that performs very well, with maybe only one-third of the case.
DG: When we talked about carburizing, we talked about materials that were 'carburizable'. How about in nitriding? What materials are easiest to be nitrided and are there some that we really can't nitride?
MH: Nitriding is kind of opposite from carburizing. Most people will carburize the more low alloy or plain steels, whereas in nitriding, we really want to deal with alloy steels that have alloys in it that will be friendly to absorbing nitrogen. Now, on plain hardened steels, you can get the white layer on there, but you're basically limited to just the white layer for your surface engineering, and you don't get much depth, depending upon what type of alloying elements you have.
DG: Mark, talk for just a second about this white layer in non-technical terms, if you don't mind. Is it, simply, the accumulation of nitrogen above the 'surface' of the metal? What is that white layer?
MH: No, it actually reacts with the metals in the surface layer. Because the surface is being hit with a lot of nitrogen, the reactions there will create what we call a white layer where there is a lot of nitrogen activity and those are iron nitrides. They also will get some carbon that will react in there. That's a very hard layer, somewhat brittle; it is resistant to corrosion and it also has very low friction property. A lot of people want that often but when you're going with the higher alloyed steels, there are some applications where you don't want that, let's say, bearing types et cetera where you don't want any small parts that could come off. The white layer is prone to chipping or coming off, so you wouldn't want that in a bearing, because it's very hard and if it comes off, it can cause problems with your bearing.
DG: I assume, with all the modern day technology and whatnot, we're able to control that white layer and/or depth of nitriding layer through your process controls and things of that sort.
Leszek Maldzinski Professor at Poznań University of Technology Project Leader and Scientific Adviser at SecoWarwick
MH: Yes. Nitriding has been around a long time, but one of the problems that they had was controlling the white layer. Because they basically would just subject it to ammonia and you kind of got what you got. Then they learned that if you diluted it, you could control it. That's with gas nitriding. Then plasma nitriding came around and plasma nitriding is a low nitriding potential process. What that means is it does not tend to want to create white layer as much. It's much easier to control when the process itself is not prone to creating a lot of white layer, unlike gas. Now, in the last 10 – 15 years, people have gotten really good at controlling ammonia concentrations. They've really learned to understand that. One of the people who was instrumental in understanding that is the inventor of our zero flow control technology, Leszek Maldzinski. Understanding how you change the ammonia nitriding potential to get the type of steel layers that you want is rather complex, but once you understand it and have the tools, you can craft the layer exactly the way you want it with ammonia gas.
DG: You did talk about the types of equipment that can do nitriding, but just hit on those again.
MH: Gas nitriding is typically done in a retort to safely hold the ammonia and once the gases start dissociating, we also have hydrogen in there. Also, ammonia gas is very noxious and can be deadly, so you need something tight to hold it, and that's why they'll do it in a very tight retort. Plasma nitriding is done under vacuum, partial pressure. You can do that either in a hot retort or a cold wall vacuum type furnace. Those are the two main processes.
DG: If you had a similarly sized carburizing furnace and a nitriding furnace, would you expect that the nitriding furnace would cost more than the carburizing furnace, or vice versa?
MH: Carburizing furnaces are a little more expensive because you have the addition of the quench and you're also at fairly high temperature. Those are two cost drivers in carburizing.
DG: This next one has always been a little confusing for me. Let's see if you can straighten me out: We talked about carburizing, which is carbon. We talked about nitriding, which is nitrogen. And now we go to something called carbonitriding, which sounds to me like the two are holding hands and performing the process. So, what is it?
"It can be confusing because here in the US we call it carbonitriding and we call the form of nitriding that is FNC (ferritic nitrocarburizing), nitrocarburizing. In Europe, I've heard them exchange those names. But, typically, in the US, we call the high temperature process, which is similar to carburizing, we call carbonitriding. The ferritic, which usually means the low temperature, not austentitic, ferritic nitrocarburizing is a low temp form of nitriding and adding carbon.
MH: It can be confusing because here in the US we call it carbonitriding and we call the form of nitriding that is FNC (ferritic nitrocarburizing), nitrocarburizing. In Europe, I've heard them exchange those names. But, typically, in the US, we call the high temperature process, which is similar to carburizing, we call carbonitriding. The ferritic, which usually means the low temperature, not austentitic, ferritic nitrocarburizing is a low temp form of nitriding and adding carbon. Let's go to carbonitriding which is the high temperature version. It's typically done in low or unalloyed steels that have rather low hardenability. Increasing the quench rate is rarely possible, so what we do is we add nitrogen and carbon to the surface to increase the surface hardness substantially. It actually makes a very hard surface. I usually say this is done for the cheaper steels.
DG: Meaning the less hardenable steels?
MH: Yes, and it's done in less alloyed steels, too, because we're just trying to get a thin hard surface on the outside, for whatever application it is.
DG: And temperature range? Does it tend to be similar to carburizing, up in the 1600 range?
MH: It is, but because ammonia breaks down very rapidly at higher temperatures, we like to do this at the lower end of the austenitizing temperature, so in the 1600 – 1650 range, as opposed to the 1700 – 1800 range of carburizing. Now, that means that the carbon transport to carbon diffusion into your steel surface will be slower, but what we're trying to do is we're trying to get both in there, the carbon and the nitrogen to make that very hard, thin surface. And, we're trying to do it quickly, because we want to do it cheaply.
DG: Is carbonitriding kind of an inexpensive way, if you can do it, of carburizing?
MH: That's what I typically look at it as, yes. And, it's possible to do a lot of these parts. Let's say they're stampings or low expense steels. You can sometimes do that also with ferritic nitrocarburizing if you change the steel grade a little bit. There are a lot of different ways of hardening some of these small parts or clips or what have you. Also very common in screws, roofing screws, etc, to get that hard point on there. It doesn't need to be very thick, it only needs to be drilled into the roof one time.
DG: So that's carbonitriding. We talked about temperature ranges. We talked a bit about the steels that we would use for that. Equipment that is being used for carbonitriding? I assume it's more along the lines of the carburizing?
MH: It's virtually identical. It's either gas atmosphere, integral quench batch furnace or can be done in continuous fashion. A lot of people use mesh belts for it, too.
DG: I neglected to ask you this, back on nitriding. No quench is involved there, correct?
MH: Correct. Nitriding has no quench.
DG: But carbonitriding, you're quenching, because it's kind of a cheap man's carburizing.
Anything else we should know about carbonitriding?
MH: Just that steels like 1018, 1022, the low end, there are other ones that obviously can be done, but that's typically what's being used.
DG: Let's go on to the second to last. We've got two more left. Nitrocarburizing, or as it's commonly or often referred to, FNC (ferritic nitrocarburizing), let's talk about it.
MH: Unlike carbonitriding, which is often confused with ferritic nitrocarburizing, FNC is performed at lower temperatures just like nitriding, but it's typically done a little bit higher temperature than nitriding and it's done just below the initial austenitizing temperature which is around 570 C/1060 F, just below 1100 F you can go to if you're equipment is fairly uniform. The reason they do that is because in ferritic nitrocarburizing, you're trying to create white layer, and white layer will be much more aggressively created at higher temperatures and also with higher levels of ammonia.
DG: So, the temperature is the same. Cycles times. Obviously, the atmosphere is predominantly nitrogen with a little bit of carbon mixed in, I assume.
MH: Right. The nitrogen comes from the ammonia, unless it's a plasma type process, but let's talk gaseous ferritic nitrocarburizing first. You can put a carbon gas in. This can be an endogas to get CO, it could be CO2 injected where the CO2 actually will convert to a CO gas, and people have used other gases, but those are the two most popular forms of carbon gas. What that does, again, because we have typically cheaper steels, they don't have a lot of carbon in the surface, so we want to have a little extra carbon there to get that really hard and aggressive epsilon layer.
DG: Equipment to be used. In nitriding, we were potentially using a vacuum furnace, at times. Do we use vacuum for FNC?
MH: Well, FNC, just like nitriding, you don't need vacuum for our nitriding furnace, we use vacuum purge. Because we want the vessel retort to be very tight, making it a vacuum capable vessel, means it's, by definition, tight because you don't want ammonia to leak out. But, for FNC, people have done this in any number of ways. For example, bell furnace or tip up furnace. I've seen people use their integral quench furnaces, the heating chamber. All you have to do is get to that temperature just below 1100 F, get your ammonia in there and get some sort of carbon gas, and you're going to get a white layer.
DG: I know when we were talking about nitriding earlier, you mentioned that it was done mostly in a retort, one reason was to contain the ammonia, but you don't necessarily need that in FNC? Or, is it pretty common that you would use a retort furnace?
MH: It's commonly done in a retort and commonly done in a pit furnace, but there are people who do it in tip up furnaces. Like I said, there are people who do it integral quench furnaces, people do it continuously. Obviously, when you have ammonia involved, the retort makes the environment that you're standing there much nicer, because you can put the ammonia in the furnace as opposed to around you. Small amounts of ammonia can become choking. I don't like other furnace designs because they're hard to seal.
DG: Anything else you think we should know regarding nitrocarburizing?
MH: It can be done in plasma. It's less common. They typically use a carbon gas like methane, or something, to put in there to try to promote some more white layer. Like I mentioned before, plasma process is typically not very white layer friendly. But if you put that carbon gas in there and increase the temperature, you can get some pretty decent white layer with it in a plasma setting.
DG: Let's move on to the last one: low pressure carburizing. Let's talk about that.
MH: Again, carburizing is the addition of carbon, right? So, the difference here is that when we talk low pressure, it's just like a mentioned before with plasma nitriding, it's done at a negative pressure, less than atmosphere. We call this either low pressure carburizing or vacuum carburizing; it's the same process. This takes place at pressures typically in the 1 to 15 torr range, which is about 1 to 20 millibar range of pressure. If you know one atmosphere is 760 torr, so when we're going down to 1 – 15 torr, we're at pretty good vacuum. Just like with gas carburizing, the higher the temperature, the faster the process. What's unique with vacuum equipment, is that vacuum equipment is typically capable of going to higher temperatures which adds to the speed of carburizing. Now, we didn't discuss the design of gas carburizing furnaces that much, but typically they're gas fired and they have radiant tubes. In the interior of the furnace, the higher temperature you go with the really nasty carburizing atmosphere, it reduces the life of those furnaces substantially, so the people that own the furnaces don't want to go to high temperature. If you can go 100 degrees higher in temperature, like you can with the vacuum carburizing furnace, the process gets much faster. That means higher productivity.
One more feature, as well: the initial carburizing of steel at low pressures is actually faster than gaseous carburizing. The carbon flux of the surface is very high in LPC. The diffusion is the same, once you get into the steel itself, but the flux to the surface is very high. So, shorter, shallower cases are quick, and then, like I said, if you can increase the temperature to increase the diffusion into the steel, on deep cases you can get the cycle less than half.
DG: How long has LPC been around?
MH: Technically, it's been around since probably the late 60s. It had a very slow introduction, in my mind. That's only because they had trouble really getting it to work reliably.
DG: Anything else we should be asking? I assume the steels that can be carburized with LPC are essentially the same?
MH: Yes. Steels are the same. Typically, you want to go a little higher temperature than you would with gas carburizing, so typically above 1700 F and more likely 1750 F – 1850 F. The big difference is with gas carburizing, as I mentioned, we use endothermic gas which comes from natural gas and then with some enrichment, here the carbon carrier is typically acetylene and that's put in at low pressure.
The other thing is, in gas carburizing, they use oxygen probes and they try to figure out exactly what the carbon potential of the atmosphere is. It's totally different with low pressure carburizing. With low pressure carburizing, because you can't really measure it reliably and accurately, we use process simulation software to create the recipes. By being able to model the surface area of the parts and the total weight of the parts and the material, the temperature and the case thickness that you want, the LPC process becomes very reliable and can perform very well.
DG: We've had conversations with folks over at Dante Solutions and they say that this LPC is one of the most read items on their website; people are trying to figure out how to do it and how to avoid the carbides and things of that sort. It sounds like an interesting process.
Anything else we need to talk about on LPC?
MH: I would like to point out that most LPC has been done in vacuum furnaces in the past with high pressure gas quenching. You mentioned it's been around a long time. What they found with high pressure gas quenching is, number one, you can't have a lot of parts in the furnace, which means you have smaller load sizes. In order for the gases to quench, you have to have very high pressure and also, the parts can't be that thick.
Over time, it really hasn't taken off the way I think it should have. And some of the equipment was kind of problematic. There was always done vacuum and oil quenching, but when they combined, and a few manufacturers do this, vacuum and oil quenching with LPC, then the oil quenching allows you basically to use the same steels to get the quench rates and to start to get some heavier loads in your furnace so that you can get the productivity.
This has now driven, what I consider to be, a viable option to gas carburizing. For instance, with our Super IQ furnace, we use a conventional oil quench. It's no different than the standard oil quench that most people use in their integral quench furnace. However, the heating is done in LPC. The difference is, instead of transferring the load in vacuum, which is what a conventional vacuum furnace will do, or transferring it in a hydrogen and nitrogen atmosphere, we transfer it only in nitrogen.
We have found out that there is no added IGO or any other problems with doing that. What ends up happening is you can make a less expensive furnace and you don't have to use vacuum quench oils, which are a different breed- they're not as fast, they're more difficult to wash off and clean off. We think that combination of LPC and standard oil quench makes a very high performing furnace with LPC. So, it puts LPC into a new interest level, in my mind. But, again, you still have to have very reliable simulation software. We have over 10 years of experience putting that software together, so it's very reliable.
DG: Just so the listeners know, we're doing a 3-part series and we're in #2 right now. Next time we are going to talk about some of the more conceptual things regarding nitriding LPC and we're going to even talk a little bit about single piece flow because there's been a demand for single piece flow. We're going to talk about some of the recent advances in some of these systems which we've hit on here just briefly.
Mark, I appreciate it. This time, I think we've done a good job at covering carburizing, nitriding, carbonitriding, nitrocarburizing and a little bit on LPC. Next time, we'll look forward to talking with you more about some of these other things.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s tips come to us from Grammer Vacuum Technologies, Inc. and are all about that clean, bright equipment solution: vacuum furnaces.
Heat TreatTip #8
TZM Moly Hearths
In the case of furnaces with all-molybdenum hearths or of graphite hearths with molybdenum (“moly”) support posts, a direct replacement of those moly posts with TZM alloy moly posts will both increase strength of the hearth assembly and eliminate problems with recrystallization-induced embrittlement of the posts. (For an all-moly hearth, replacement of the horizontal load beams with TZM would have a similar benefit.) The comparative strengths vs. temperature of TZM alloy and pure moly are shown in the graph. Whereas at room temperature the strengths are very similar (around 110KSI-120KSI), once you exceed the 2000F recrystallization temperature of pure moly, the difference becomes dramatic. At 2000F the pure moly is about 40% of the strength of TZM alloy. By the time it reaches 2300F the pure moly is only about 25% of the strength of TZM alloy.
Not only is the TZM alloy much stronger than pure moly at temperature, but it also does not suffer from the same embrittlement problems. Pure moly, once it has recrystallized, forms very brittle grain boundaries in its microstructure. Its behavior begins to resemble that of glass. This is the primary mode of failure of moly components in vacuum furnaces – breakage due to intermetallic grain boundary embrittlement. TZM’s recrystallization temperature is around 2500F, and even when it does recrystallize, it forms very fine new grains that still have decent ductility. Hence, we recommend TZM alloy as a replacement for pure moly in all structural applications for vacuum furnaces. It is the “right stuff."
Note that all metals used in a vacuum furnace, moly and TZM alloy included, will suffer from distortion due to the numerous thermal cycles they experience. Moly hearth beams are a good example. Once distorted moly hearth beams can be very difficult if not impossible to straighten without breaking them. To have any chance at all they must be heated to forging temperatures. TZM hearth beams however, due to their good ductility can often be heated to forging temperatures and successfully straightened. Most heat treating shops scrap out the moly hearth beams rather than even trying to straighten and re-use them. With a TZM hearth the hearth components can typically be re-used with a newly re-lined hot zone saving a large additional expense.
(Grammer Vacuum Technologies, Inc.)
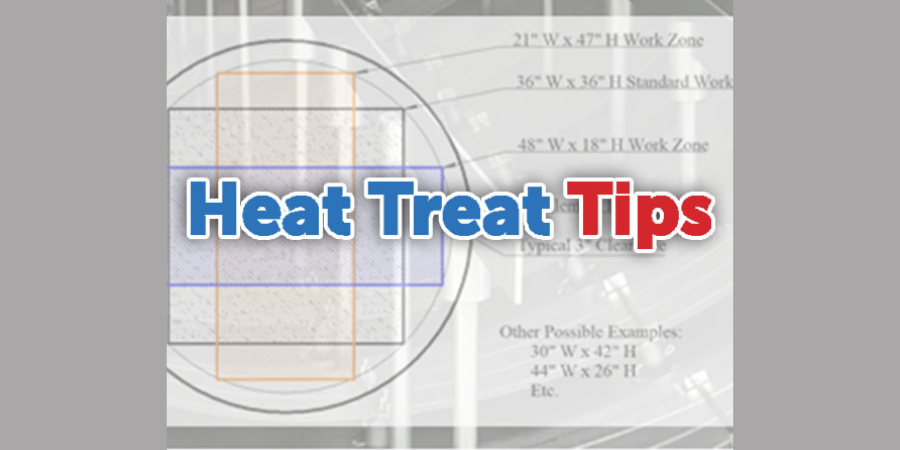
Heat TreatTip #18
Hearth Height Adjustment
The available width and height of the work zone in a vacuum furnace with a round hot zone is determined by the elevation placement of the top of the furnace hearth. This distance is determined by the length of the vertical hearth support posts. By having spare, interchangeable hearth post sets of varying lengths, one can extend the work zone width or height as needed. The figure shows a variety of work zone dimensions that are possible with a standard 36” wide x 36” tall typical work zone as an example. The important thing in choosing your work zone shape is to maintain an (approximately) 3” clearance between the elements and the work zone to avoid part to element contact.
Note: With the symmetric shapes of modern, round hot zones there is good reason to expect good temperature uniformity anywhere within the 3” clearance ring shown in Figure 1. If you can build a survey fixture capable of surveying all the space you want to use, you theoretically could use more than just the rectangular space shown in the examples. Getting an auditor to accept the survey is a separate task.




 Do you always feel confident when selecting heat treating equipment? ¿Se siente siempre seguro cuando selecciona equipos de tratamiento térmico?
Do you always feel confident when selecting heat treating equipment? ¿Se siente siempre seguro cuando selecciona equipos de tratamiento térmico?









 Source:
Source: 
 A hydroplane racing team located in Cinnaminson, NJ had three propeller blades heat treated to ensure parts were free of scale and keep the blades from shearing apart. The propellers will now withstand the RPM and torque conditions of racing without failing. Also, the hardening will protect the blades from impact with potential debris in the water.
A hydroplane racing team located in Cinnaminson, NJ had three propeller blades heat treated to ensure parts were free of scale and keep the blades from shearing apart. The propellers will now withstand the RPM and torque conditions of racing without failing. Also, the hardening will protect the blades from impact with potential debris in the water.