Jim Grann, Technical Director, Ipsen (photo source: www.ipsenharold.com)
We all like to make savvy commercial decisions, in fact, Heat Treat Today’s 101 Heat Treat Tips on page 20 of this digital magazine is a great example of tips that can save you time and money. But will it pay off to use your conventional vacuum furnace for aluminum brazing?
Questions involving safety, effectiveness, and quality might come to mind with this proposal. Before implementing such a strategy, head over to Heat Treat Today’s best of the web Technical Tuesday article by Jim Grann, technical director at Ipsen. He tackles the components of aluminum brazing versus the capabilities of conventional vacuum furnace as well as detailing some of risks that can happen if you do try to use your conventional vacuum furnace for aluminum brazing.
An excerpt: “By nature, vapor pressure aids in the depletion of magnesium and parent aluminum alloys in high vacuum, depositing magnesium onto the hot zone and into the shielding… Proper vacuum aluminum brazing requires special components that standard vacuum furnaces generally do not have, including…”
Heat TreatTV pulls the best heat treat videos from the web for your viewing, and today Heat Treat TV highlights Solar Atmospheres.
As a commercial heat treater, Solar Atmospheres is dedicated to providing vacuum heat treating and brazing services of the highest possible quality and meeting the expectations of their customers. They seek to educate their customers and will design a heat treating process that fits their needs.
This video demonstrates what a commercial heat treater considers when processing parts, including explaining why a heat treater chooses some methods over others. Topics mentioned in the presentation are brazing, carburizing, and nitriding as well as post-heat treat processing, vacuum brazing, vacuum carburizing, and vacuum gas nitriding.
Click here for more information on Solar Atmospheres.
If you have a video you’d like included on Heat TreatTV, please send an email to editor@HeatTreatToday.com and include a link to the video.
Discover how to keep your furnace in prime working order as Fred Hamizadeh, director of Global Manufacturing Services- Heat Treat & Facilities Equipment, of American Axle & Manufacturing and keynote speaker at Furnaces North America 2020 (Virtual) Trade Show, outlines the essential attributes of effective maintenance practices for industrial heat treating equipment.
This article will be featured in Heat Treat Today’s upcoming FNA Trade Show issue in early September.
Fred Hamizadeh, Director of Global Manufacturing Services- Heat Treat & Facilities Equipment, American Axle & Manufacturing
I recall great advice from my first boss, Bob Williams, of Williams Industrial Service: He said to me early on that if the maintenance people are happy with your equipment, you’ve designed a good furnace. Combining many years of my OEM furnace manufacturing experience with my current position allows for a perspective that is useful to both American Axle & Manufacturing (AAM) and our OEM suppliers.
American Axle & Manufacturing can trace its history to the early 20th century and was comprised of the five General Motors plants, purchased by an investment team led by our co-founder, Richard E. Dauch, in 1994. Heat treating has been a core competency of the AAM manufacturing system since the inception of the company. AAM uses conventional gas carburizing and tempering as well as various induction processes in the manufacturing of all drive-train components. These components include: case hardening of gears and pinions; induction hardening of shafts, CV joint and balance shafts; and sintering of powder metal. Our metal-forming product business unit uses induction heating to forge and manufacture a large variety of automotive components. As one of the largest captive global heat treaters, AAM’s carburizing equipment varies in size and style, from batch to single and multirow pushers. Induction equipment cells also vary from single spindle to multi spindle, fully automated hardening and tempering lines.
“While we remain open to all new developments and advances in technology, it does not provide suppliers with an open checkbook. We must maintain a balance between high technology, reasonable CPU, component performance improvement, and reliability. “
(Photo source: American Axle and Manufacturing)
An integral part of AAM’s quality process is the maintenance and reliability of production equipment including the heat treat equipment. To remain current with latest CQI-9 requirements, all maintenance intervals are scheduled, followed, and monitored by the company leadership. All AAM facilities have an advanced maintenance team that performs most of the day-to-day requirements and responds to all emergency cases.
Maintenance requirements must be considered early on during equipment selection, procurement, design, and manufacturing. AAM has specifications that heat treat manufacturers must follow to allow safe and fast maintenance to occur regularly without requiring equipment to be removed from production. As a minimum, sufficient access points within the equipment are essential. A preferred location would be to have access from the plant floor; otherwise, safe platforms must be provided. All hazards such as heat, electricity, and stored energy must be eliminated or locked out. A detailed LockOut TagOut (LOTO) system diagram allows maintenance to be performed safely. Use of our recommended parts list ensures that we have common components for speedy repairs within our stores.
(Photo source: American Axle and Manufacturing)
Today, we look for equipment that has the following features to allow extended mean time between failures (MTBF), provided regular scheduled maintenance is completed:
Equipment built to AAM’s specifications for heat treat equipment. These specifications are designed based on our needs and best practices as well as supplier capabilities and regional presence.
Use of common components within company provided parts list
Use of domestically available and reliable material and components for equipment built in various regions of the world for ease of replacement. Otherwise, the use of U.S. or European brands with global presence is preferred.
Use of standard equipment design to allow common spare parts that can be shared between plants. This standard design will also provide equipment interchangeability and allow maximized equipment utilization based on plant loading.
Use of common control equipment and sensors. We utilize two brands of process controls. Our electrical systems use AAM Controls Architecture specifications that allow all plant control engineers the ability to troubleshoot, repair, and place equipment back into production rapidly.
Use of highest-grade cast or wrought nickel-chromium grade components to insure long MTBF. This is one area that must be observed closely during the bidding process.
Use of brick lining for all carburizing zones. This eliminates the carbon burnout issues associated with ceramic fiber lining.
Use of reliable, dependable, and global suppliers. Our need to maintain interchangeability and versatility to maintain high utilization rates require suppliers to have presence in North and South America, Europe, and Asia. Same is true for component suppliers. Rapid response to issues is critical for our operations and most of our suppliers have met this requirement.
Enforcing a maintenance schedule that allows for maximized production while allowing time for burnouts and maintenance. Maintenance and burnout schedules are established a year in advance. These schedules are communicated and balanced with production requirements. This period is not only required for performing needed maintenance but should be used to plan the next maintenance activities.
Detailed LOTO tags to pinpoint all sources of energy that need to be locked out to perform safe maintenance.
Detailed inspection of equipment for safety, maintenance, and function prior to shipment from supplier.
Provide training for engineers, technicians, and operators in safety operation and maintenance of the equipment by the manufacturer.
For large and complex equipment, monitor force and cycle time historically as early indicators of maintenance requirement.
While there are some new developments and advancements in the maintainability of equipment using the latest digital technologies such as Mobile Maintenance Assistance by Aichelin, more development needs to occur to allow integrated maintenance, record keeping, spare parts ordering, and monitoring. Digital archives of system drawings and manuals must be available for a maintenance technician at point of use. Additionally, video recordings of training sessions can be maintained at the equipment for training new associates.
(Photo source: American Axle and Manufacturing)
The future of heat treat will include more advances in induction processing, austempering, and further development of liquid quench capable LPC equipment. Over the last 30 years, many new processes have been introduced into the market but were unable to justify eliminating conventional gas carburizing and induction hardening. While we remain open to all new developments and advances in technology, it does not provide suppliers with an open checkbook. We must maintain a balance between high technology, reasonable CPU, component performance improvement, and reliability.
About the Author:
Fred Hamizadeh, a mechanical engineer and 32-year veteran of the heat treat industry, is the director of Global Manufacturing Services-Heat Treat & Facilities Equipment, at American Axle & Manufacturing. The majority of his experience has been focused on the OEM side of heat treating with Surface Combustion and Williams Industrial. For the last 14 years, Fred has worked on the consumer side of heat treating with AAM.
For more information, contact Fred at Fred.Hamizadeh@aam.com
As society begins to slowly reopen in the wake of the COVID-19 pandemic, equipment that has been sitting idle will need to be brought back online.
In this Heat Treat Today Original Content feature, Abbott Furnace gives us a few important considerations to ensure a successful return to operation.
1) Reference the manufacturer supplied manual for specific information regarding the re-starting of the equipment.
2) Be sure that water is flowing to all of the cooling chambers of the furnace.
3) Check that the belt is on and moving smoothly through the furnace. Watch for jerking or jumping of the belt that would indicate an issue with the drive or pathway through the furnace.
4) Enable the ramp mode in your controls to limit the heating rate of each zone to 55C (100F) per hour or less. If the furnace does not have a ramp mode, be sure to manually adjust the set-points of each zone so as not to exceed the suggested ramp rate.
5) Once the furnace reaches 150C (300F) , purge the furnace with nitrogen and allow the nitrogen to flow as the furnace continues to heat up.
6) When the zones of the high heat section of the furnace are above 760C (1400F), combustibles may be introduced and the furnace can continue to be ramped to the final processing set-points, once the pilots are ignited.
7) Allow the furnace atmosphere to re-condition the furnace, clean the belt, and stabilize.
Loading scrap metal that is free of oils, grease, and rust will help the furnace to “clean-up” and stabilize.
Reactive maintenance is expensive and usually requires downtime, holding up production. In contrast, preventivemaintenance keeps these failures from occurring, which results in cost savings for manufacturers. Research shows that preventive maintenance can produce a 12 to 18 percent cost savings as opposed to other reactive maintenance programs.
In this Heat Treat Today Best of the Web feature, Lindbergh/MPH offers important preventative maintenance tips for heat treat furnaces.
Preventive maintenance is a list of regularly performed procedures that decreases the likelihood of a piece of equipment failing. It is performed by operators while the machine is in good working order. Regular maintenance also keeps equipment running at top performance and extends its life.
5 Preventive Maintenance Items for your Heat Treat Furnace
Heat treat furnaces are used in many manufacturing processes, including tempering, preheating, quenching, stress relieving, annealing, and more. Many factors, including high temperatures, place considerable wear and tear on the furnace components. Eventually this can cause bearings to flake, leaks to develop, and other problems to come up. Small issues can lead to mechanical failures over time that in turn lead to reactive maintenance.
Some common preventative maintenance services for heat treat furnaces include:
Tuning Combustion Systems – Component wear, high temperatures, and other factors lead to burner settings drifting over time. This ultimately affects efficiency, fuel usage, emissions, and product quality. Tuning the combustion system maintains optimal performance and efficiency rates, limits excess emissions, and improves product quality.
Bearing Inspections – Functional bearings are crucial to any machine, but even properly installed and operated bearings wear down over the course of time. The contact surfaces of bearings repeatedly withstand compressive loads, which eventually causes the surfaces to flake. Inadequate lubricant, improper lubricant type, breakage, wear, corrosion, and other factors can lead to bearing failure. A broken or seized bearing can stop equipment, potentially bringing the entire production line to a halt.
Leak Testing – Even the smallest leak can reduce production performance and possibly result in system failure. Preventive maintenance for leaks includes testing gas shutoff valves and gas train piping for leakage.
Lining Inspections – Gradually the lining of a heat treat furnace may succumb to chipping, cracking, or bubbling. Disruptions to the integrity of the lining, left unchecked, can lead to contamination that harms the quality of the product. Lining inspections prevent contamination.
Safety and NFPA Testing – Safety and National Fire Protection Association (NFPA) testing protects clients from potential damage. It also ensures that preventive measures against workplace accidents are in place.
Roger Jones, FASM–CEO Emeritus, Solar Atmospheres (source: Solar Atmospheres)
Heat Treat Today’s Medical and Heat Treating December 2019 issue featured an article on medical alloys.Heat Treat Today asked Roger Jones, CEO Emeritus of Solar Atmospheres, Inc., to comment on how specialty medical metals are heat treated. These include titanium, niobium, tantalum, nitinol, and copper, to name a few, which in turn are used to create such standard medical devices and equipment as diagnostic guide wires, miniscule screws for implants, complex surgical tools that are operated robotically, and more. Read to see how Roger describes the hot zone and conditions under which medical device alloys are heat treated.
Vacuum furnace chambers processing titanium, niobium, chrome cobalt, and other medical device alloys are typically constructed from stainless steel. The hot zones are comprised entirely of metal (moly); graphite materials are never used in the construction of the hot zone or in fixturing parts. These furnaces process medical device alloys exclusively to avoid cross-contamination of the hot zone or the medical parts being treated.
Ultimate vacuum levels should be 1 X 10-6 Torr or better, with leak rates no greater than 2 microns Hg per hour. Gas system isolation valves aid in achieving tight vacuum, as they eliminate constant pumping on the quench system. Vacuum furnace leak up procedures are performed weekly, as well as a bake out at 2400 °F for one hour.
Horizontal, front-loading vacuum furnace with all-metal hot zone in a cleanroom setting typically used for heat treatment of medical alloys and devices (source: Solar Atmosphere)
Because of the alloys processed, cooling gases are mainly high purity argon from a liquid source. Very seldom is nitrogen used for cooling. Either type K or type N Inconel clad work thermocouples are imbedded in the loads for precise temperature readouts at +/- 10 °F or better. Processes include vacuum annealing, aging, stress relieving, solution treating, hardening, tempering, and other special processing. All furnaces are approved to the MedAccred quality standard, are surveyed to AMS 2750E, and comply with AS9100D in their processing parameters. Because the alloys are thermally treated, the vacuum furnaces operate in an air conditioned clean room with controlled temperatures and humidity levels.
Heat Treat 2019 was just a month ago, and one of the great benefits of gathering with a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s Technical Tuesday features tips from Grammer Vacuum Technologies covering Vacuum Furnace and Cooilng.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com.
Heat TreatTip #59
Oxygen Contamination Sources
A common source of oxygen contamination to vacuum furnace systems is in the inert gas delivery system. After installation of the delivery lines, as a minimum, the lines should be pressurized and then soap-bubble tested for leaks. But even better for critical applications is to attach a vacuum pump and helium leak detector to these lines with all valves securely closed, pull a good vacuum, and helium leak check the delivery line system. Helium is a much smaller molecule than oxygen and a helium-tight line is an air-tight line. Also, NEVER use quick disconnect fittings on your inert gas delivery system to pull off inert gas for other applications unless you first install tight shut-off valves before the quick disconnect. When the quick disconnect is not in use, these valves should be kept closed at all times. (Though the line is under pressure, when you open a back-fill valve to a large chamber, the line can briefly go negative pressure and pull in air through a one-way sealing quick disconnect valve.)
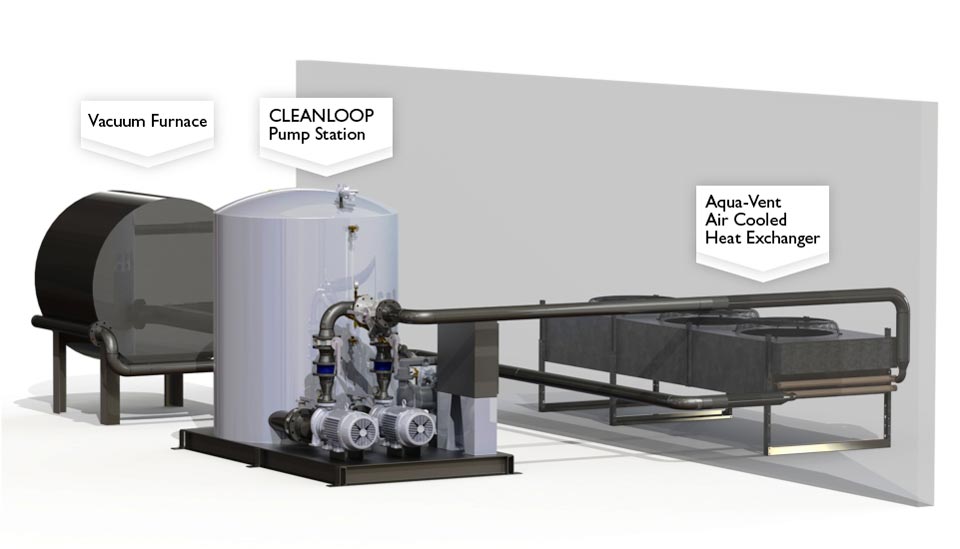
Air-cooled vacuum furnace cooling system (from Dry Coolers)
Heat TreatTip #80
Closed-Loop Water Cooling Systems
Modern water cooling systems for vacuum furnaces are typically closed-loop. (By this we mean that air never comes in contact with the water that goes through your vacuum furnace. The expansion tank would be pressurized with dry nitrogen, in this case, to prevent oxygen pick-up by the water.) Sometimes after maintenance work, the expansion tank or sump is left open to air. As a result, air/oxygen, dirt, and organic materials can get into the water system and eventually cause both corrosion and plugging of your chamber. A plugged chamber can overheat and explode or implode causing serious injury or death. Replacement chambers are very expensive. A recirculating water system that allows air to contact the water entering your furnace can dramatically decrease the life of your vacuum chamber.
Heat TreatTip #89
Lanthanated Moly Alloy Strip Increases Element Longevity
Moly and TZM moly grids can double or triple vacuum furnace throughput by using a two-tier or three-tier fixture to utilize unused work zone space.
Pure molybdenum vacuum furnace heating elements distort with time in service due to growth and contraction during thermal cycling. You can often see this distortion beginning just a month or two into service of new elements. Eventually, these will contact either the insulation/shield wall— or worse yet, your parts—and cause electrical arcing. So they need to be replaced before this happens. By making a direct replacement of these pure moly strips with a lanthanated moly alloy strip, the life of the elements can be significantly increased. We have seen a rough doubling of the element life by making this change. Many new OEM vacuum furnaces are now supplied with lanthanated elements at the start. OEM and aftermarket hot zone re-builders are frequently making this change as well to get longer life out of their hot zone elements.
Heat TreatTip #101
TZM Moly Alloy for Structural Vacuum Furnace Components
For over 30 years, there has been a molybdenum alloy called TZM (Moly-0.5%Ti-0.1%Zr) which is far superior to pure molybdenum in vacuum furnace structural applications. TZM is slightly more expensive than pure moly, so OEM furnace companies use pure moly to keep their costs down for competitive reasons. But they could be offering it as an option for their buyers. Pure molybdenum metal undergoes recrystallization at temperatures as low as 2000°F. The recrystallized structure is very brittle at the grain boundaries, resulting in a structural component that also is very brittle. If you have a vacuum furnace with moly components, you have undoubtedly seen this with older parts. TZM alloy, however, does not recrystallize until around 2500°F, and even then it does not exhibit the brittle behavior of pure moly, because the recrystallized grain size is still very fine. TZM is also stronger than pure moly, as much as 3 to 4 times the strength at temperatures above 2000°F. For a 10-15% premium in cost, you can dramatically extend the life of your moly structural components in your furnaces.
Vacuum heat-treating furnaces are used in a wide range of applications, one of the most critical being the heat treatment of components for aerospace applications. These applications typically allow for metals to be heated to extremely high temperatures with little or no gas contamination. One vacuum furnace application is diffusion bonding. This article, which originally appeared in Heat TreatToday’sMarch 2019 Aerospace print edition, provides a basic explanation of diffusion bonding of an aerospace part carried out in vacuum furnace.
Diffusion bonding is a solid-state joining process. Parts are bonded or welded together without the use of a bonding filler material between the metals. Instead, the bonding process is based on the atomic diffusion of elements between the metals where the materials meet. It is a very effective process for creating a strong bond between dissimilar materials. The process has been used extensively in the aerospace industry for joining materials and shapes to create components or shapes that could otherwise not be made joined to geometric complexity, e.g., multiple-finned channels and honeycomb structures. Today, many diffusion bonding operations are performed in vacuum furnaces.
The diffusion bonding process relies on four process parameters:
ultra-low vacuum levels
temperature
pressure, and
time.
All four of these parameters are critical for the successful exchange of atoms between metal surfaces.
Typical Materials Used in Diffusion Bonding
Some metals are more successfully diffusion bonded than others. In the aerospace industry, titanium (Ti) is excellent and widely used. This is due, in large part, to its high specific strength, good erosion resistance, and favorable high-temperature properties. Titanium is 30% stronger than steel yet 40% lighter, and while it is 60% heavier than aluminum (Al), it is twice as strong. Moreover, titanium can be alloyed with other elements such as aluminum, manganese (Mn), iron (Fe), molybdenum (Mo), and other elements to further enhance its considerable strength, particularly at high temperatures. This high-temperature strength is especially useful in the aerospace industry for the containment of combusting rocket engine fuels. Titanium is also valued for its anti-corrosion properties.
In the aerospace industry, titanium is used in manufacturing the structural components of wings as well as skins for hydraulics systems in aircraft, various components of aircraft engines and the cabins of spacecraft, where its qualities are irreplaceable.
Keys to Successful Diffusion Bonding
As mentioned above, diffusion bonding most frequently takes place in a vacuum furnace and is heavily dependent on time, temperature, vacuum levels, and pressure. Let’s take a look at a couple of these parameters as they relate to the vacuum furnace.
Vacuum:
For a successful diffusion bonding process, an ultra-high vacuum level is important. In order for the successful diffusion of atoms to take place between the mating surfaces of the two materials, the surfaces must be microscopically clean. Ultra-high vacuum levels help to prepare the surfaces for a successful bond. The removal of hydrogen is critically important. Any trace of hydrogen could thwart a successful bond. Ultra-high vacuum levels help ensure the elimination of hydrogen from the work area. Also critical is the removal of nitrogen, which, if not eliminated can form nitrides which also can prevent a successful bond. Ultra-high vacuum levels also help remove other trace gases and vapors including oxygen and water, all of which are detrimental to a successful diffusion bond.
Temperature:
Once the desired ultra-high vacuum levels have been achieved – one indication that the surfaces are cleaned and ready for the bonding process to continue – heat is applied to the furnace. The exact temperature of the diffusion bonding process is dependent on the materials being bonded.
Pressure:
Once heat has begun to be applied to the load, argon is typically added to the chamber. Argon, a heavy, inert gas, is typically used in diffusion bonding processes as opposed to nitrogen, because, as stated above, there is a risk of nitride formations if nitrogen is used. Argon avoids this risk. As argon is introduced into the work chamber, and as heat is being applied, the pressure inside the furnace begins to build to the desired level. The exact pressure is dependent on the materials being bonded and other parameters. It is important to note that argon is added during the heat up cycle and not before or after. This is not done before the heat cycle because the expanding of argon might cause an over-pressure situation resulting in the wasting of argon when the pressure is released. Argon is not introduced into a fully heated furnace because the introduction of cold gases into the furnace would cause thermal cycling (temperature drops) as well as thermal shock to internal furnace parts. A controlled introduction of argon into the furnace is a critical part of the diffusion bonding process.
.
Time:
The final parameter is time. Again, depending on the materials being bonded, the diffusion bonding cycle time can vary significantly.
Diffusion Bonding of Turbine Blades
Diffusion bonding is often used to produce turbine blades by bonding the two lateral elements of the blade with another titanium shape in the middle. The uncovered surfaces of the internal shape are covered with a layer of ceramic dust. Once the diffusion bonding treatment has been completed, the parts are subjected to super-plastic forming (SPF) where pressure is used to blow out the sides and raise the edges of the intermediary metal. The part is then given the twist typical of an airfoil blade through hot pressing in a die.
Lighter Parts & Increased Fuel Efficiency
Aerospace companies that use blades produced with this method have found a significant improvement in engine performance. Hollow core fan blades produced with SPF/DB processes are lighter and stronger than traditional fan blades. The result is a 5% reduction in fuel consumption. And reduced fuel consumption is something that makes everybody happy.
About the Author: Guido Locatelli is the TAV VACUUM FURNACES SPA Deputy General Manager and Furnacare, Inc. President, an expert in mechanics, materials, and new technologies in the field of vacuum furnaces. Since 1984, TAV VACUUM FURNACES has been producing customized industrial vacuum furnaces worldwide. In 2015, TAV established its American company group Furnacare, Inc., in Spartanburg, South Carolina. This article originally appeared in Heat Treat Today’sMarch 2019 Aerospace print edition and is published here with the author’s permission.
Heat Treat 2019 is coming, and one of the great benefits of gathering with a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts. The inaugural list of 101 Heat Treat Tips was published in the FNA 2018 Special Print Edition. This special edition is available in a digital format here.
Today's Technical Tuesday features 10 Tips -- all from the Vacuum Furnaces category and all supplied by the same equipment manufacturer.
Heat TreatTodayis compiling the 2019 101 Heat TreatTipslist for the fall issue to be distributed at Heat Treat 2019, the biennial show from the ASM Heat Treating Society to be held in Detroit, Michigan, October 14-17, 2019. If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com.
Heat TreatTip #24
Dirt In, Dirt Out!
Parts going into the furnace should be as clean as possible. Avoid placing parts in the furnace that contain foreign object debris (FOD). FOD on work surfaces going into the furnace will contaminate the furnace and the parts themselves. Dirty work in, dirty work out. FOD comes in many forms. Most common: oil, grease, sand in castings or grit blasting operations, and metal chips that generally originate from the manufacturing process before the parts are heat treated. It could also be FOD from the shipping process such as wood or plastic containers used to ship the parts.
Heat TreatTip #26
Solenoid valves could be the problem if helium detection fails.
When a Helium Leak Detector Doesn't Help
If an air leak cannot be found with a helium mass spectrometer, take apart the gas backfill or partial pressure solenoid valves to ensure they are clean. A small piece of debris can cause a valve to leak a process gas into the furnace that will not be found with a leak detector. Debris is often found in the valve seats when piping to the valve was disturbed in some way such as new piping or repair that stirs up contaminants in the line.
Heat TreatTip #46
O2 Analyzer Helps Ensure Gas Purity
In addition to monitoring dewpoint at the farthest location from the gas source in your heat treat facility, an oxygen analyzer is also recommended as an additional tool for monitoring gas purity. Generally, the analyzers used to measure dew point drift low over time. One may think they have a very low dew point gas, however, it could be the dew point analyzer is beginning to fail. Quarterly checks of the dew point analyzer's accuracy should be taken; some OEMs recommend replacing the sensors annually. Oxygen analyzers provide a more stable reading over a period of time and build redundancy in confirming gas purity when coupled with the dew point analyzer.
Heat TreatTip #48
Seal Threaded Connections
SWAK from Swagelok is a great thread sealing option. (photo source: LinkedIn)
Ensure threaded connections have adequate sealing protection on them to prevent air leaks through the threads where applicable. Wipe off excess sealant once the connection is made.
SWAK from Swagelok is excellent
Apply to the male threads only, not on any other surface as it could contaminate the system the component is being installed on.
Excess SWAK can be removed with a solvent such as acetone
Finger tight first, then tighten with a wrench
After the sealant is dry (recommend 24hrs by manufacturer) do not loosen as this could break the seal once cured.
Heat TreatTip #61
Start With the Obvious
When a problem arises with the furnace, always start the troubleshooting process with the last item that was worked on. Start with the obvious; don't look for a needle in the haystack. For example, if the furnace will not pump into high vacuum and maintenance was just performed on the furnace with the pneumatic pressure valves being shut to perform that maintenance operation, the pneumatic valve to the main poppet valve on the diffusion pump may not have been re-opened, causing the diffusion pump main poppet valve to not open.
Heat TreatTip #74
Make Sure Your Gas Meets Spec
Ensure each delivery of process gas is accompanied by a certification identifying purity, oxygen content, and dew point. For example, nitrogen should be 99.998% pure, 10 ppm oxygen max, and a dewpoint no higher than -89°F. With contaminated gas or gas that does not meet the criteria above, parts processed in the furnace and subjected to the partial pressure of the gas or quenched with the gas may also become contaminated, typically in form of oxidation and/or decarburization. Generally varying purity is not a concern, however, the specific purity of the gas required needs to be conveyed to the gas supplier and a certification supporting the gas type you ordered was delivered. An accompanying certification by the gas supplier goes a long way in audits and other disputes.
Heat TreatTip #76
Specification Checklist for Vacuum Furnace Purchase
If you're planning on purchasing a new vacuum furnace, create a technical specification for the manufacturer(s) that clearly outlines the performance, functions, and accessories required on the furnace. The specifications should be reviewed by multiple departments including but not limited to engineering, quality, production, and management.
List of department sign-offs required (engineering, production, maintenance, quality)
List of parameters to be recorded (temperature, pressure, flow rate, etc.)
List of required alarms
Physical location of furnace and associated components such as control system and surge tank
Units of measurement (°F or °C, torr or Pascals, minutes or hours)
How many process gases and what type
Cooling rate requirements (This will help decide what quench pressure design furnace is required, for example, 2 bar or 10 bar.)
How many work thermocouples are required
What pre-testing verification is required for final acceptance. For example, thermal uniformity survey temperature points and tolerances, vacuum pump downtime and levels, leak up requirements, quench tests, process validation tests.
Wipe both door flanges and O-ring every time.
Heat TreatTip #84
Clean the Door—Every Time!
Wipe down the front door O-ring and both flanges every time before the door is closed to ensure there is no debris on the O-ring or flange. Over time, the debris will damage the O-ring and pit the flange causing sealing issues.
Heat TreatTip #91
Include Maintenance Team in New Vacuum Purchase Process
Include the maintenance manager in any furnace purchase decision. The manager and team are the ones tasked with troubleshooting, repair, and preventative maintenance. The maintenance manager will make sure the furnace has clear access for maintenance and replacement of major components including vacuum pumps, cooling motor, hot zone, and heat exchanger. The longer it takes to repair the furnace, the more downtime and lost revenue because the furnace is not running.
Heat TreatTip #94
A properly greased O-ring will ensure a solid, leak-free seal.
Inspect Replacement O-Rings
When replacing an O-ring, be sure the new O-ring is clean and undamaged (free of cuts, nicks, tears, or gouges) and that the splice joint is solid and true. Use a conservative amount of vacuum grease on the O-ring to ensure a tight sealing furnace. Not too much grease is needed. Rule of thumb: a light gloss or sheen, but no build-up.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
Today, we offer one of the tips published under the Vacuum Furnace category.
Vacuum Furnace
Heat TreatTips #3
Make and Stick to a Clear Preventative Maintenance Program
Make sure a preventative maintenance schedule is clearly defined and adhered to. Most modern furnace control systems include diagnostics to assist in determining when certain components of the equipment require maintenance. Use these tools to prevent downtime and avoid wasting unnecessary maintenance.
Change pump oil regularly: roughing, pump, boosters, and holding.
Check hot zone for wear, loose, or missing hardware; verify element to ground resistance is greater than 10 ohms, vacuum out loose debris (monthly).
Check water chemistry and adequate flow to and from the furnace (weekly).
Check front door O-ring integrity, make sure there is no damage and that the ring is not flat; light grease as needed.
Bubble check process gas lines for potential leaks.





 Source: Ipsen, The Harold
Source: Ipsen, The Harold