From minuscule medical implants to massive aerospace engine parts, vacuum furnaces process components that come in a variety of shapes and sizes. The challenge that faces a furnace operator is to load parts in such a way as to maximize efficiency (important) but also achieve desired metallurgical properties and minimize distortion (more important).
Understanding that loading options generally follow common sense rules can help with the puzzle of load arrangements, spacing parts properly, accommodating geometric irregularities, and loading orientation. This Technical Tuesday feature examines everything to consider about loading parts into a vacuum furnace — from the size and orientation of a workload to the “final spacing . . . [as] dictated by concerns for heating, soaking, flow (of partial pressure or backfill gases), the type and volume of quench media (e.g. oil, gas) and gross load weight.”
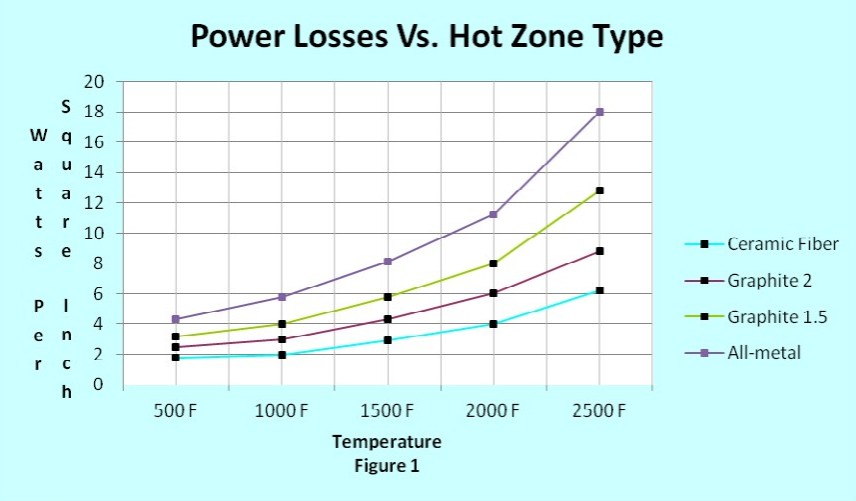
With electricity costs increasing, heat treat facilities are looking for ways to harness energy and minimize heat loss through a variety of insulating methods and applications. Heat Treat Today‘s Technical Tuesday feature comes from Reál J. Fradette of Solar Atmospheres Inc of Souderton, PA (with Nicholas R. Cordisco of Solar Manufacturing Inc. contributing), analyzing the different types of furnace hot zone insulation materials with the following points taken into consideration:
A) Hot Zone Designs
All-Metal Designs
Ceramic Fiber Included Designs
Graphite Type Insulated Hot Zones
B) Defining Hot Zone Losses For Different Hot Zone Configurations
Calculating Power Losses For A Given Size Furnace
Effect Of Hot Zone Losses On Heating Rates and Peak Power
C) Effect on Power Losses With Various Insulation Layers and Thicknesses
Projecting Relative Losses Versus Felt Thicknesses
D) Equating Insulation Designs To Actual Power Usage
Projecting Cycle Costs For Different Areas Of Operation
Impact of Hot Zone Type on Total Cycle Cost
E) Summary And Conclusions
An excerpt:
The heating rate of a load will dictate the total energy required to heat that load at that heating rate. Heating as fast as possible is not often the best solution to the application.
It’s frustrating enough for furnace operators to encounter downtime due to failure or faulty equipment, but more so when it can be avoided adhering to basic maintenance procedures and adopting habits of diligence and quick thinking.
Andrew Alborghetti of TAV Vacuum Furnaces offers “5 tips for preventing faults caused by the process water in the cooling system [of a vacuum furnace or by] the use of unsuitable equipment.” In addition, he suggests steps to take when an emergency develops.
In a nutshell,
Maintain specific purity standards of the process water.
Prevent dangerous enrichment by maintaining valves.
Keep an eye on your process water temperature.
Avoid damage from external cold temperatures.
Consider investing in a closed circuit adiabaticwater cooling system.
An excerpt:
“For the vacuum furnace to meet the considerable need for water it must have sufficient capacity (tub or tank) to quickly transfer heat from the furnace and from the load. The capacity of the tank determines the size of the system for cooling the water contained in it. Of course, the bigger the tank, the smaller the water cooling system it contains. When there are numerous furnaces, the size of the tank is calculated based on averaged values for behavior in the respective heat cycles.” ~ TAV Vacuum Furnaces
Click below for more on the 5 tips as well as steps you can take should your shop face an emergency such as a power outage that affects the water cooling system
Andrea Alborghetti, Technical Manager of TAV Vacuum Furnaces
Heat TreatToday previously posted Parts 1 and 2 of this series on vacuum sintering. Part 1 focused on the two processing steps of debinding and sintering. Part 2 addressed primarily the vacuum sintering furnace itself. This installment analyzes the process and variables involved with binder removal.
Andrea Alborghetti, technical manager of TAV Vacuum Furnaces and contributor to the company’s blog, provides an analysis of burning vs capturing binders, addressing advantages as well as problems that may arise and how to execute control in the process, as in this example:
“One thing that is worth clarifying is that the flames usually seen on the outlet of kilns that use combustible gases (hydrogen, for example) as the process gas, were not originally designed to burn the binder disassociation residues to reduce emissions to the legal limits. Rather, it is solely for disposing of the emitted hydrogen safely, thus avoiding hazardous, potentially explosive atmospheric concentrations being created outside of the kiln.”
Cone 10 Gas Reduction Car Kiln at North Carolina State University Crafts Center
Jennifer Siegel Clay, studio manager at NCUS Crafts Center, summarizes the process of lining two kilns with coatings from ITC Coatings, which produces high-temperature ceramic coatings for kilns, forges, furnaces, ovens and metal equipment, first developed in 1980 in Alliance, Ohio, by Feriz Delkic, a ceramic engineer who was running his own pottery business at the time. ITC Coatings provides solutions to problems faced by industries with heat treatment processes such as steel, power generation, and petrochemical, as well as ceramic artists and home hobbyists all over the world.
The first kiln, a 50 cubic foot Cone 10 gas reduction car kiln was coated with ITC 100HT. The outside surface temp was reduced by 30+ dF and the firing time was reduced by 1 hour (28 hour firing). The second kiln, a Barrel Raku kiln, was coated with ITC 296A. The outside surface temperature was reduced by 50+ degrees F, firing time was reduced by half, and gas consumption was reduced by greater than one third. Siegel Clay refers to it as “armor for your kilns.”
A common dilemma for operators of vacuum systems is to protect the integrity and maintain the life expectancy of components when the presence of unwanted gaseous contaminates threatens to destroy the sensitive materials in the processing environment. Getter materials are the MVPs that step up to the plate to protect work in a low-pressure vacuum environment.
Table 1 [1] Getter Capacity of Common MaterialsThe folks at VAC AERO International have provided a primer on getter materials which answers the heat treater’s questions, such as:
What is a getter?
What are the properties of getter materials?
What materials are best as getters for most heat-treating applications? What about for more sophisticated applications?
What are non-evaporative getters, and what role do they play?
“For heat treaters, getters are often considered a last resort to help keep parts ‘bright and clean’. In point of fact, they play an important role in successful vacuum processing of many highly sophisticated products and materials. As a result, we need to do a better job of understanding their role; how and where they can help.”
Photo Credit and caption: Titanium Discs used as a Getter Material in Brazing of Oxidation Sensitive Components – (Photograph Courtesy of California Brazing, Newark, CA)
Relative Gas Supply Cost Notes: [a] Based on a minimum usage of 2830 cubic meters (100,000 cubic feet) per month. [b] All gases compared to nitrogen whose relative cost is unity. [c] Based on liquid supply.Heat treaters use a variety of gases with vacuum furnaces during the processing cycle in partial pressure operation, for backfilling to atmospheric pressure at the end of the processing cycle, and for cooling/quenching. In this article, VAC AERO describes the most common of these gases — (in order of frequency of use) nitrogen, argon, hydrogen and helium — as well as other common gases such as various hydrocarbons and ammonia (for vacuum carburizing/carbonitriding) and specialty gases such as neon (for certain electronics applications), and analyzes their uses and value in various vacuum heat treating processes. In addition, their relative cost per 100,000 cubic feet, the liquid properties and physical properties of common backfill gases, and the conversion between common pressure and vacuum units are explored.
Mr. William Jones, CEO of the Solar Atmosphere Group of Companies, listened with interest to the recent Heat Treat Radio podcast featuring Phoenix Heat Treating president, Peter Hushek. Peter introduced a new 3D TUS tool, Virtual Visual Surveys.
Below, Mr. Jones offers his comments about this new tool and TUS practices in general.
If you’d like to listen to the Heat Treat Radio episode that sparked these comments, click here.
Please note that immediately following Mr. Jones’ comments is a response from Peter Hushek.
Unedited comments from Mr. Bill Jones, CEO, Solar Atmospheres & Solar Manufacturing…
Like Peter Hushek we have been in this TUS business for more time than we like to remember. So, most up to date HT companies track our TUS data on paperless video recorders and down load onto an Excel spread sheet and plot out the data a minimum of every 30 seconds. This is done with a preprogrammed digital temperature controller thru the necessary ramps, soaks, and set points. The Excel spread sheets also contains all the survey and controller TC correction factors. Prior to the survey each data point contains the preset temperature controller PID parameters. All survey TC’s are set into their preset locations per AMS 2750E with careful notation to position and correct TC length and care for equal hot / cold lengths. Prior to survey each electronic instrument is checked with a calibrated thermocouple millivolt run-up box and each instrument calibrated. Normally midafternoon each furnace under test is set up thus and the survey to run preprogrammed overnight. Our QC department downloads the data, reviews and makes the pass fail decision, within a few hours, the next day. If the TUS failed back to maintenance to look into the issues, make corrections and rerun the TUS. Problems are not always furnace related but thermocouple, TC position, jack panel, jack panel wiring, instrumentation, and numerous other issues. I view the VVS 3D presentation as an aide but only part of the story”.
William R. Jones, CEO, FASM Solar Atmospheres Inc. Souderton, Pa.
And Peter Hushek’s unedited response to Mr. Jones’ comments…
In regards to the response from the listener I can say he makes some valid points. There are many issues that can affect the outcome of a TUS. We realize that the evaluation of the furnace uniformity involves many aspects and we are only addressing the data generated by the process. We believe that when companies begin the process of actual data analytics they will become more aware of the process and improve the quality of their processing as a result. VVS is only beginning to scratch the surface of the data flow that occurs daily in processing companies. We look to greater innovation through customer supplier interface as well and technological improvements that can be used as feed stock to improve future generations of this software. We are only starting the process and I hope the market realizes that this is not a static process or company.
If you haven’t done so already, clicking here to listen to the Heat Treat Radio episode being discussed above.
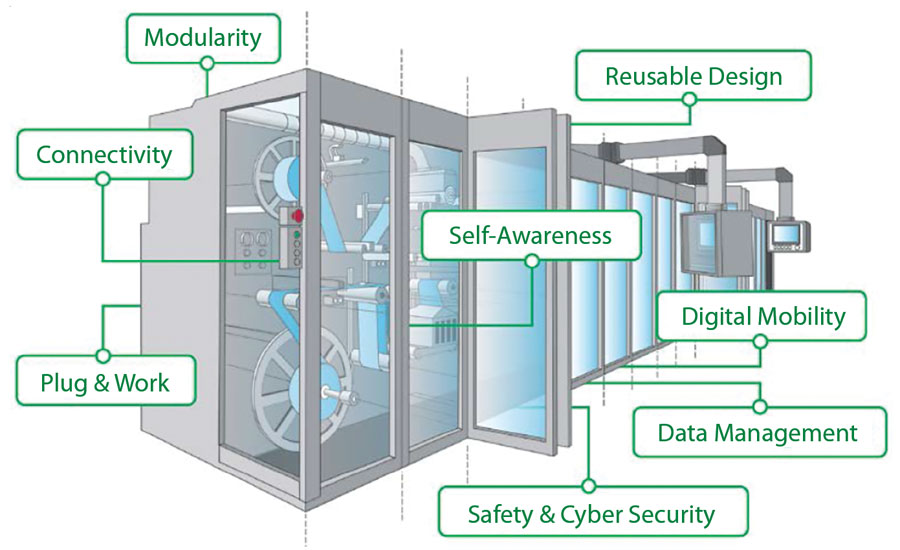
“Effective process control and automation technologies link thermal processing equipment such as ovens and furnaces with the operator and the supply-and-delivery chain — in a seamless network of information exchange.”
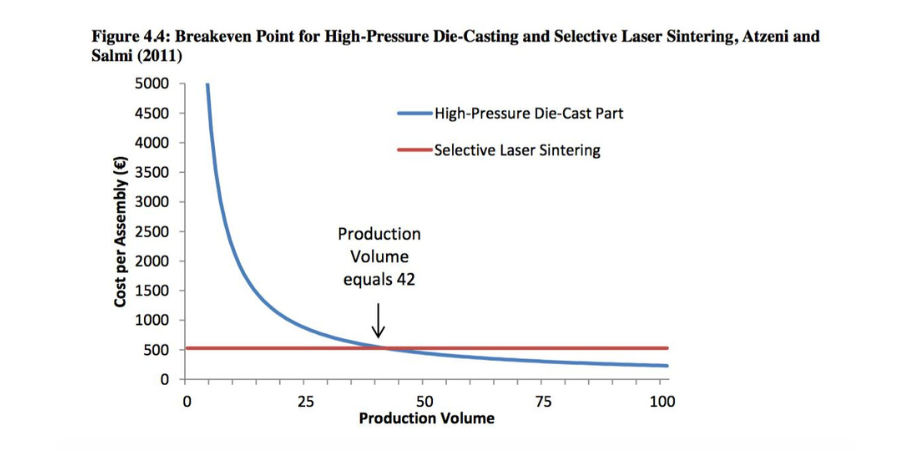
“Vacuum heat treatment tasks for AM manufactured parts is the same process as traditional subtractive manufacturing and its purpose is to assure AM parts has the correct physical and metallurgical properties for specific applications. In some cases, when a bidder is involved, the purpose of the heat treatment process is to deciding and sinter parts. Most vacuum furnaces use up to 800°C degrees to relieve stress and a higher temperature of up to 1800°C for other processes.
Vacuum furnaces with high vacuum levels are preferred to heat treatment equipment to process AM parts. AM parts made from Titanium, Cobalt, Aluminum require vacuum levels of up to 10-6 mbar with 99.9995 Argon purity. Argon is the preferred gas because of its neutrality and that it has no adverse reaction with the above alloy components. Creating an Alfa surface layer on titanium parts is not desirable and should be avoided.
The small parts and small production volume influences vacuum furnaces of small to medium size. The next challenge for the heat treatment industry is to integrate heat treatment process into the AM equipment in one continuous process.”