Magnetic Shields Ltd. of Kent, England, a producer of medical industry equipment, has ordered a new vacuum furnace for their facility, set to be one of the largest horizontal vacuum furnaces in the UK.
Solar HFL-7496-EQ Vacuum Furnace (photo source: Solar Manufacturing)
The new HFL-7496-EQ vacuum furnace, being built with a SolarVac® Polaris control system, will be designed to accommodate loads up to 48” wide x 48” high x 96” deep, (1220 x 1220 x 2440mm) with a maximum weight of 5,000 lbs (2270 kgs). Operating at a vacuum level of 10-5 Torr, the furnace will be able to reach temperatures up to 2400°F (1315°C). It will feature a partial pressure hydrogen gas process and an external quench system designed for negative pressure quenching.
Magnetic Shields Ltd. Director Colin Woolger (see image below) says, “Magnetic Shields is delighted to order our second vacuum furnace from Solar Manufacturing. The new furnace will enable us to more than double the maximum size of shields we can now produce in one piece and also increase the general heat treatment capacity for our growing company... We look forward to the new furnace arriving later this year.”
Magnetic Shields Ltd. of Kent, England began its relationship with their seller, Solar Manufacturing of Sellersville, PA, in 2016 when Magnetic Shields Ltd. bought a vacuum furnace from the heat treating furnaces provider.
Rick Jones, VP of International Sales at Solar Manufacturing also adds, “Solar Manufacturing is very pleased to be selected as the supplier to further support Magnetic Shields in leading the production of equipment for the medical industry and other high technology applications, specifically, high performance large magnetic shields and low field shielded rooms.”
Read more about Magnetic Shields Ltd.'s first vacuum furnace from Solar Manufacturing in this press release.
To read more about the 2017 Magnetic Shields Ltd.'s reception of their first Solar Vacuum Furnace, click here. Pictured on the left is Colin Woolger, Chairman of the company, Suzie McKay, Rob Latter. (Photo source: magnetshields.co.uk)
It pays to carefully consider the key factors to buying a vacuum furnace (source: TAV, the Vacuum Furnaces Blog)
When and why is it a good idea to purchase a vacuum furnace? Does your company really need one? A company that wants to play its cards best, in terms of investment and yield, knows about the advantages offered by vacuum heat treatments in both the short and long term. But choosing the ideal furnace best suited to your company’s needs isn’t as easy as it might appear.
In this Heat TreatToday Best of the Web feature, TAV Vacuum Furnaces gives readers a handy guide over at its blog to consider the crucial factors in choosing a vacuum furnace for your company, including tips on who needs a vacuum oven, why comparing two or more systems is a bad idea, and the role of the heat exchanger, vessel performance, and the pumping unit.
An excerpt: “There are many fields, ranging from the vacuum sintering of metal powders or ceramics to the vacuum brazing of aluminum alloys to continue with high temperature brazing, in which technological avant-garde stands out. In these sectors, the decision to use a vacuum furnace is linked to the possibility of implementing an advanced development production process, for which the focus was on high-yield plants.”
A strong and healthy vacuum furnace system is essential for heat treaters who want to stay competitive and serve their customers well. The heart of the vacuum furnace system is just as critical as the heart of the human body. Just as a healthy heart is essential to living well, keeping a healthy vacuum furnace system pumping strong is essential to certain heat treating operations.
In this Heat Treat TodayTechnical Tuesday Best of the Web feature, Ipsen USA provides tips for how you can get the best performance out of your vacuum furnace by selecting the most appropriate pumping system, and by following a few simple tips for vacuum furnace maintenance over at its blog, Ipsen, The Harold.
An excerpt: “Vacuum furnace systems utilize various types of pumping system combinations to evacuate atmospheric pressure from the vacuum chamber to required ranges for specific processes. Since the heart of the furnace is the vacuum system, it is essential to maintain the pumping system as specified in the operator’s manual, taking into consideration any special accommodations that the type of process being conducted may require.“
This post from Ipsen’s blog guides readers through the basics, troubleshoots common problems, and gives tips for avoiding the heat treater’s primary enemy.
Alessandro Fiorese, R&D Chief Engineer with TAV Vacuum Furnaces SPA
Alessandro Fiorese, R&D Chief Engineer with TAV Vacuum Furnaces SPA, introduces the vacuum brazing process for automotive applications. For more articles, tips, and news related to heat treatment for automotive applications, keep an eye out for Heat Treat Today’s special print/digital issue Automotive Heat Treating, due in June 2019.
Introduction
Brazing is a heat treatment process in which metallic parts are joined together through a metallic filler with a melting temperature lower than the melting point of the joined parts. The filler metal can be used as a wire, a thin plate, or a paste depending upon the final application we are considering.
To obtain a good welding in terms of mechanical properties and corrosion resistance, it’s necessary to minimize contamination and impurities in the joined zone. Vacuum brazing processing provides a way to reach a high cleaning level of atmosphere during the brazing heat treatment.
The brazing treatment is particularly useful to produce complex shape parts with a lot of joining points per unit of area. Typical brazing applications are oil or water heat exchangers in the civil and automotive fields such as the ones represented below.
The high-performance aluminum heat exchangers manufacturing is growing particularly in the automotive field. In this context, AA 3xxx and 4xxx are commonly used materials for parts and filler material respectively because these materials have a very low specific weight and a very high thermal conductivity level.
As indicated before, one of the cleanest brazing atmospheres is vacuum. For this reason, in the following discussion, we will analyze in detail the complete characteristics of a semi-automatic TAV vacuum brazing furnace for automotive applications.
Vacuum Brazing Furnace
The entire furnace is composed of three different stations:
the heating furnace;
the loading station;
the cooling station.
Heating Furnace
heating furnace
Furnace Vessel
The vessel separates the inner part of the furnace where the hot chamber is placed from the outside environment. The vessel develops along a horizontal axis, it has an elliptical design and it is provided with two flat doors (front and rear). Both doors are hinged and can be opened manually. The front door has an automatically sliding entrance for loading-unloading the furnace.
Hot Chamber
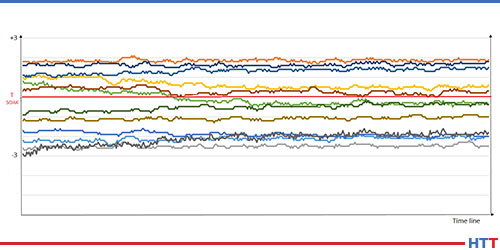
The thermal chamber has a rectangular section 71 (H) x 18 (W) x 144 (L) inches (180 x 45x 365 cm), and it is constituted by steel panels with nickel-chrome resistors. There are 23 independent hot zones that make the chamber temperature very well-controlled. The temperature uniformity requested for this vacuum furnace is ± 37°F (± 3°C) from the set temperature. In the following picture, the ± 37°F Temperature Uniformity Survey (TUS) chart is shown.
Figure 1. TUS example at a specific temperature with 12 TLC
Vacuum System
The vacuum system has three pumping groups, two with a rotary piston pump, a roots pump, and an oil diffusion pump. The third pumping group has a mechanical pump, a roots pump, and a cryo-trap in order to condensate humidity and impurities released during the entire process. The ultimate reachable vacuum without the load is 10-6 mbar (range).
Loading Station
loading station
Loading Baskets
To carry out the brazing heat treatment in a correct way, a specific steel shelved fixtures hold the heat exchangers parts all together with the filler material. For each brazing process, a load from 1984 up to 4850lbs (900 up to 2200kg) can be heat treated at the same time. For gaining a semi-automatic heat treatment process, there is a parking station that can be used as a buffer for the heating furnace.
cooling station
Cooling Station
At the end of the brazing heat treatment, the load is automatically transferred into a separate cooling chamber where the brazed parts are cooled down by forced recirculation of air.
Heat Treatment
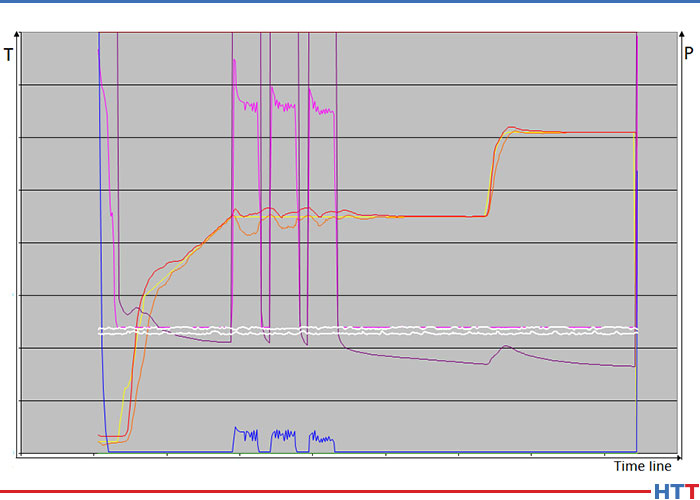
Before reaching the brazing temperature, the load is maintained at a lower temperature for a period of time to remove the working oil plate from the heat exchangers. During this maintenance time, a variation between high vacuum and partial pressure of N2 is observed.
Figure 2. Typical brazing cycle. Line yellow is the setpoint, line orange is the temperature TC, line blue is the high vacuum level and purple line is the partial pressure in mbar detected.
After the brazing step, the furnace reaches high nitrogen static partial pressure, starting the cooling phase. This step is considered complete when the furnace injects air up to reach the atmospheric pressure as total pressure. At this time, the front door opens automatically, and the loading track extracts the charge from the furnace.
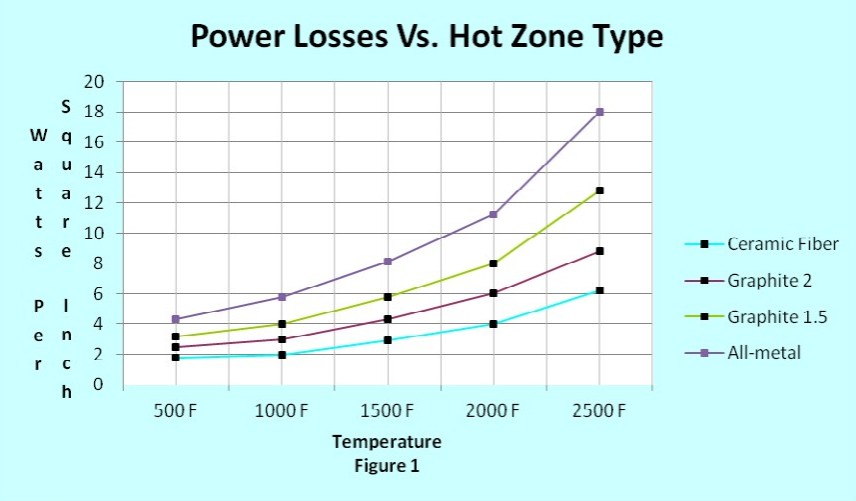
With electricity costs increasing, heat treat facilities are looking for ways to harness energy and minimize heat loss through a variety of insulating methods and applications. Heat Treat Today‘s Technical Tuesday feature comes from Reál J. Fradette of Solar Atmospheres Inc of Souderton, PA (with Nicholas R. Cordisco of Solar Manufacturing Inc. contributing), analyzing the different types of furnace hot zone insulation materials with the following points taken into consideration:
A) Hot Zone Designs
All-Metal Designs
Ceramic Fiber Included Designs
Graphite Type Insulated Hot Zones
B) Defining Hot Zone Losses For Different Hot Zone Configurations
Calculating Power Losses For A Given Size Furnace
Effect Of Hot Zone Losses On Heating Rates and Peak Power
C) Effect on Power Losses With Various Insulation Layers and Thicknesses
Projecting Relative Losses Versus Felt Thicknesses
D) Equating Insulation Designs To Actual Power Usage
Projecting Cycle Costs For Different Areas Of Operation
Impact of Hot Zone Type on Total Cycle Cost
E) Summary And Conclusions
An excerpt:
The heating rate of a load will dictate the total energy required to heat that load at that heating rate. Heating as fast as possible is not often the best solution to the application.
A recently article in Crain’s Cleveland Business news (click here for full article) featured Component Repair Technologies (CRT), an aerospace heat treating company that performs a wide variety of in-house aircraft engine repair processes including machining, flame spray applications, welding, heat treat, chrome and nickel plating, shot peening, nondestructive testing, visual and dimensional inspection, and acid and alkaline cleaning . The company works on a wide variety of parts from several different engine models.
The Crain’s article featured a photo of a large vertical vacuum furnace manufactured by Solar Manufacturing, Inc. The furnace was designed and built specifically to CRT requirements.
The furnace is critical for CRT’s daily operations and has logged more than four thousand cycles since being commissioned over five years ago. The unit is in use virtually 24 hours a day, seven days a week. The furnace pictured has a working hot zone 84″ in diameter by 60″ high and will operate to 2400ºF in high vacuum conditions. The furnace has a hearth capacity of 5,000 lbs. and includes a 300 HP motor fan and heat exchanger for rapid argon gas quenching at up to two atmospheres overpressure. Under heating and in the vacuum mode, the furnace operates to the mid-10-5 Torr vacuum range — approximately the same vacuum level found on the surface of the moon.
(Photo courtesy: Component Repair Technologies, Inc. ) Elevator hearth vacuum furnace at Component Repair Technologies, Mentor, Ohio
Solar Atmospheres of Western Pennsylvania and Solar Manufacturing, Inc. have been very busy these days building the largest vacuum furnace anywhere in the world. The working hot zone of this high vacuum (three 35 inch Varian diffusion pumps) furnace is 80 inch diameter X 48 feet long with a maximum operating temperature of 2400°F. Thirty five points of temperature will be surveyed to within +/- 10°F per the stringent AMS 2750E specification. The robust US Patented dual load car design will have the capacity to transfer up to 150,000 pounds of material in and out of the furnace. For dimensionally critical, near net shaped jobs, the dual load car design will also have the capability to maintain the critical support needed at elevated temperatures to keep parts flat to within .030 inches.
All of the major components have been delivered and installed. The gas and water systems are in place. The remaining installation of all the electrical components and wiring will occur over the next several weeks. This multi-million dollar project is expected to be completed in June with the commissioning of the furnace into production in July of 2016. This unique piece of equipment will not only open up new production opportunities within the North American vacuum heat treating markets, but also internationally.