




![]()
 The AIAG CQI-9 (Heat Treat System Assessment) is the most accepted standard in the automotive industry for the validation of heat treatment operations. This article summarizes the evaluation requirements and illustrates the benefits of conducting this test to identify variations in control systems using the probe method A.
The AIAG CQI-9 (Heat Treat System Assessment) is the most accepted standard in the automotive industry for the validation of heat treatment operations. This article summarizes the evaluation requirements and illustrates the benefits of conducting this test to identify variations in control systems using the probe method A.
Read the Spanish translation of this article by Erika Zarazúa, gerente regional de compras de Global Thermal Solutions México, in the version below, or read both the Spanish and the English translation of the article where it was originally published: Heat Treat Today's August 2022 Automotive print edition.
La evaluación CQI-9 (Heat Treat System Assessment) de AIAG es el estándar mas aceptado en la industria automotriz para la validación de operaciones de tratamiento térmico y, entre muchas cosas, describe los requisitos generales y el procedimiento para conducir las pruebas SAT (System Accuracy Test) a los sistemas medición de temperatura de los equipos de procesamiento térmico. Este artículo sintetiza los requerimientos de la evaluación e ilustra los beneficios de conducir esta prueba para identificar variaciones en los sistemas de control mediante el método de sonda “A”.

Gerente Regional de Compras
Global Thermal Solutions México
Source: Global Thermal Solutions México
1. Aplicación
Las pruebas SAT deben realizarse a todos los sistemas de control, monitoreo y registro de los equipos de procesamiento térmico. Esto no aplica para los sistemas de ‘alto-límite” cuya única función es la de proteger al horno de un sobre calentamiento.

El termopar de prueba empleado para la prueba SAT debe cumplir con los requisitos de precisión que define CQI-9 en la tabla P3.1.3 de la sección de Pirometría (±1.1°C o ±2°F máximo de error). De igual manera, la tabla P3.2.1 de la misma sección define los requisitos para el instrumento de prueba - field test instrument (±0.6°C o ±1°F máximo de error).
Las pruebas SAT por el método de sonda deben realizarse trimestralmente o después de algún mantenimiento que pudiera afectar la precisión del sistema de medición como:
- Reemplazo del cable de extensión
- Reemplazo del termopar de control
- Reemplazo del instrumento de control/registro
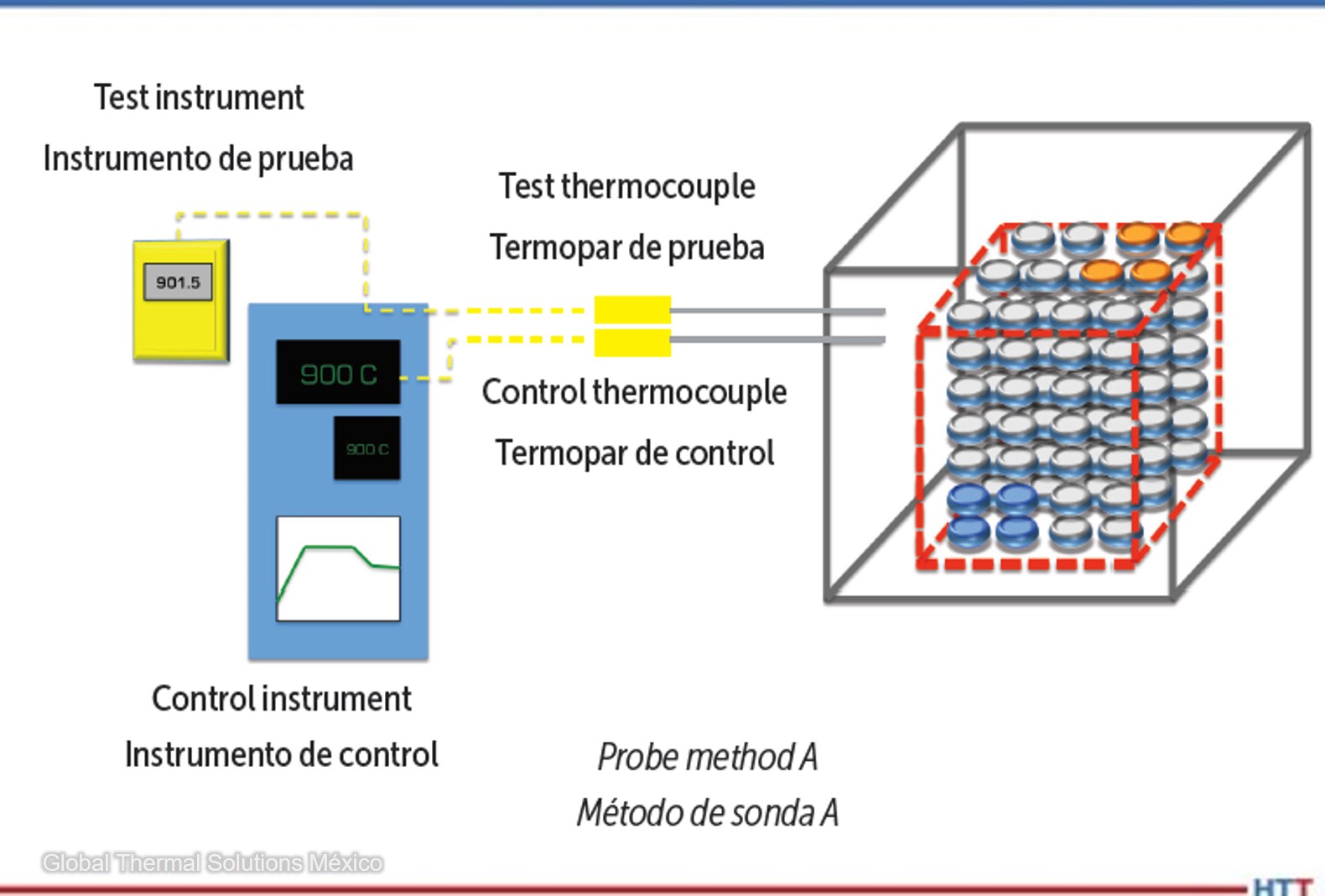
2. Procedimiento (Método de sonda A)
El método de sonda A es una comparación entre la lectura del sistema de medición del horno y un sistema de medición de prueba corregido:
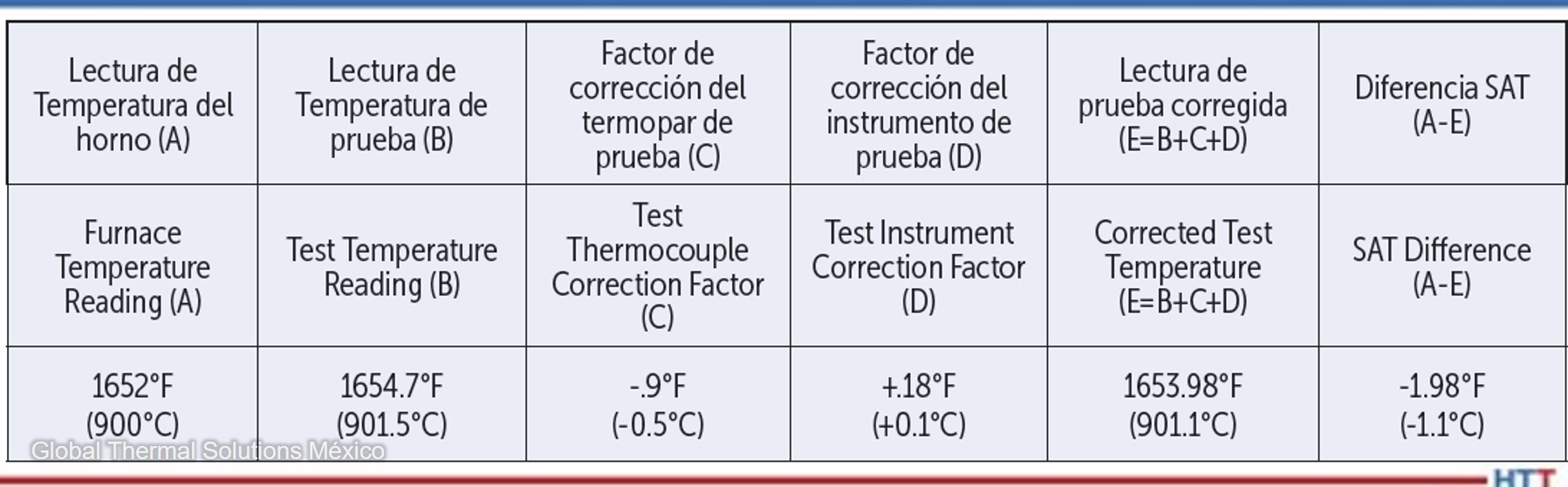
Tabla 1. Método de sonda A
Al insertar el termopar de prueba, se debe asegurar que la punta se coloque lo mas cerca de la punta del termopar a ser probado, y no mas lejos de 50mm. Una vez colocado en la posición de prueba, se recomienda permitir cierto tiempo para que ambos sistemas alcancen un equilibrio antes de conducir la prueba.
Si la diferencia entre el sistema de medición del horno y sistema de prueba corregido excede de ±5°C (±10°F) entonces se deben conducir acciones correctivas antes de procesar producto. Las acciones correctivas mas comunes consisten en reemplazar el termopar de control, calibrar y ajustar el instrumento de control/registro o una combinación de ambas. De acuerdo a CQI-9, estas acciones deben ser documentadas.
3. Registros
CQI-9 revisión 4 especifica que la prueba SAT debe documentarse y los registros deben incluir como mínimo la siguiente información
a. Identificación del termopar del horno
b. Identificación del termopar de prueba
c. Identificación del instrumento de prueba
d. Fecha y hora de la prueba
e. Valor del setpoint
f. Lectura observada en el sistema de control
g. Lectura observada en el sistema de prueba
h. Factores de corrección del termopar e instrumento de prueba
i. Lectura corregida del sistema de prueba
j. Diferencia calculada del SAT
k. Nombre y firma del técnico que realiza la prueba
l. Compañía que realiza la prueba (si es externa)
m. Acreditación en ISO/IEC 17025 de la compañía (si es externa)
n. Aprobación del responsable de tratamiento térmico
4. En resumen
La sección de Pirometría de CQI-9 revisión 4 indica los requerimientos y el procedimiento para la realización de la prueba SAT (Sección P3.3).
El sistema de medición de temperatura del horno no debe presentar una desviación mayor a los ±5°C (±10°F) respecto al sistema de prueba. Si este fuera el caso, el equipo no debe usarse para procesamiento térmico y deben aplicarse acciones correctivas.
CQI-9 especifi ca la información que debe contener el informe de SAT cada vez que se conduce esta prueba.
Referencias
[1] Automotive Industry Action Group; CQI-9 Special Process: Heat Treat System Assessment, 4rd Edition, June 2020.
[2] International Organization for Standardization; ISO/IEC 17025, General requirements for the competence of testing and calibration laboratories. 3rd Edition, 2017.
(Fuente de la foto: Global Thermal Solutions)
Sobre el autor: Erika Zarazúa es Ingeniera Química Metalúrgica por parte de la Universidad Autónoma de Querétaro. Con más de 18 años de experiencia en operaciones de tratamiento térmico y medición de temperatura, ha trabajado en múltiples roles de ingeniería, calidad y proyectos en las industrias automotriz y aeroespacial. Actualmente ocupa el cargo de Gerente Regional de Compras de Global Thermal Solutions.
Contacto Erika: erika@globalthermalsolutions.com
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com


