




![]()
 The AIAG CQI-9 (Heat Treat System Assessment) is the most accepted standard in the automotive industry for the validation of heat treatment operations. This article summarizes the evaluation requirements and illustrates the benefits of conducting this test to identify variations in control systems using the probe method A.
The AIAG CQI-9 (Heat Treat System Assessment) is the most accepted standard in the automotive industry for the validation of heat treatment operations. This article summarizes the evaluation requirements and illustrates the benefits of conducting this test to identify variations in control systems using the probe method A.
Read the English translation of this Technical Tuesday article by Erika Zarazúa, regional purchasing manager at Global Thermal Solutions, in the version below, or read both the Spanish and the English translation of the article where it was originally published: Heat Treat Today's August 2022 Automotive print edition.
"La evaluación CQI-9 (Heat Treat System Assessment) de AIAG es el estándar mas aceptado en la industria automotriz. . . ."

Regional Purchasing Manager
Global Thermal Solutions México
Source: Global Thermal Solutions México
1. Application
System Accuracy Tests (SATs) must be performed on all control, monitoring, and recording systems of thermal processing equipment. This does not apply to “high limit” systems, whose sole function is to protect the furnace from overheating.

The test thermocouple used for the SAT must meet the accuracy requirements defined by CQI-9 in table P3.1.3 (±1.1°C or ±2°F maximum error). Similarly, table P3.2.1 of the same section defines the requirements for the field test instrument (±0.6°C or ±1°F maximum error).
SATs conducted by “probe method” should be performed quarterly or after any maintenance that could affect the accuracy of the measurement system such as:
- Replacement of lead wire
- Replacement of the control thermocouple
- Replacement of the control/recording instrument
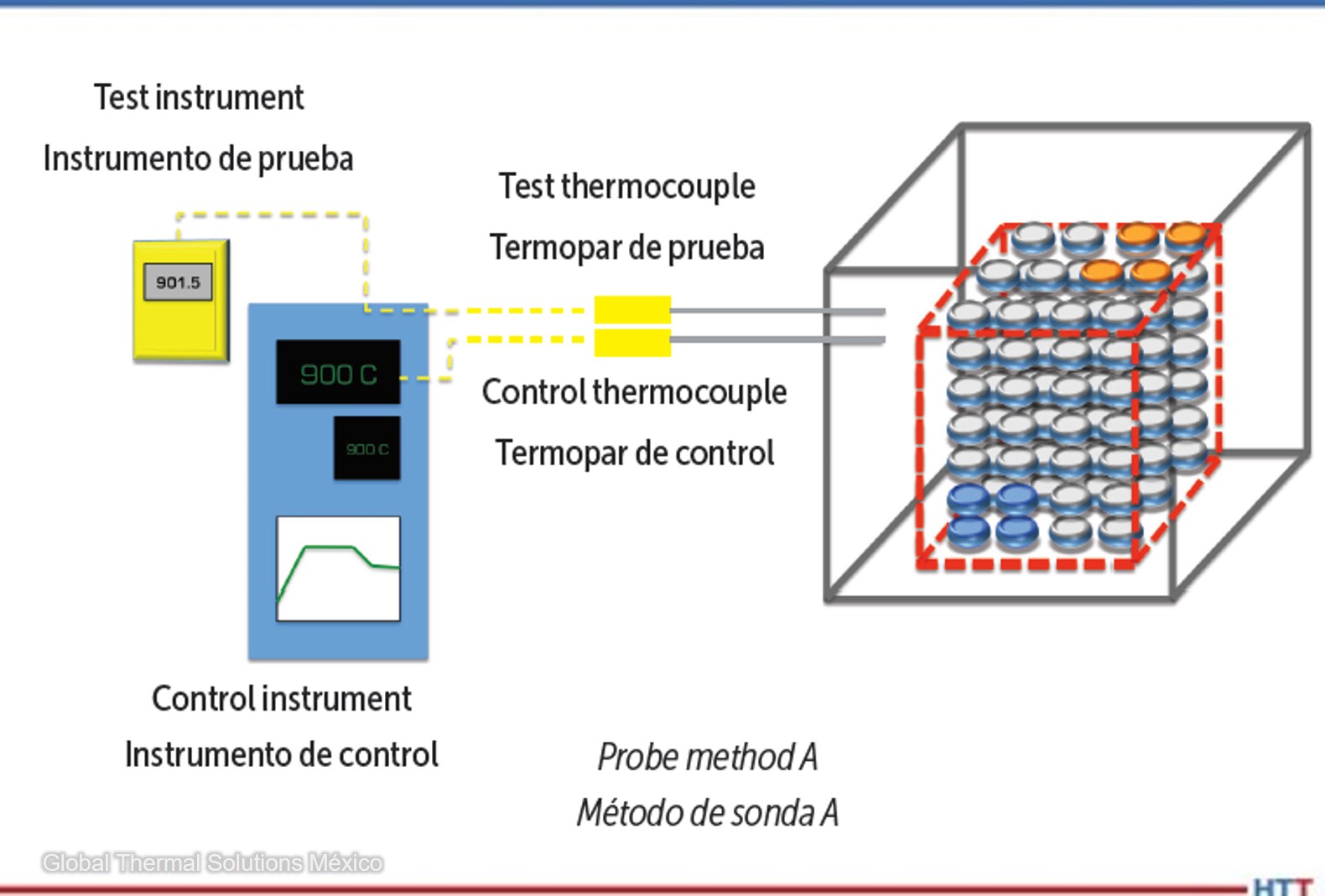
2. Procedure (Probe Method A)
Probe method A is a comparison between the furnace temperature reading and a corrected test temperature reading.
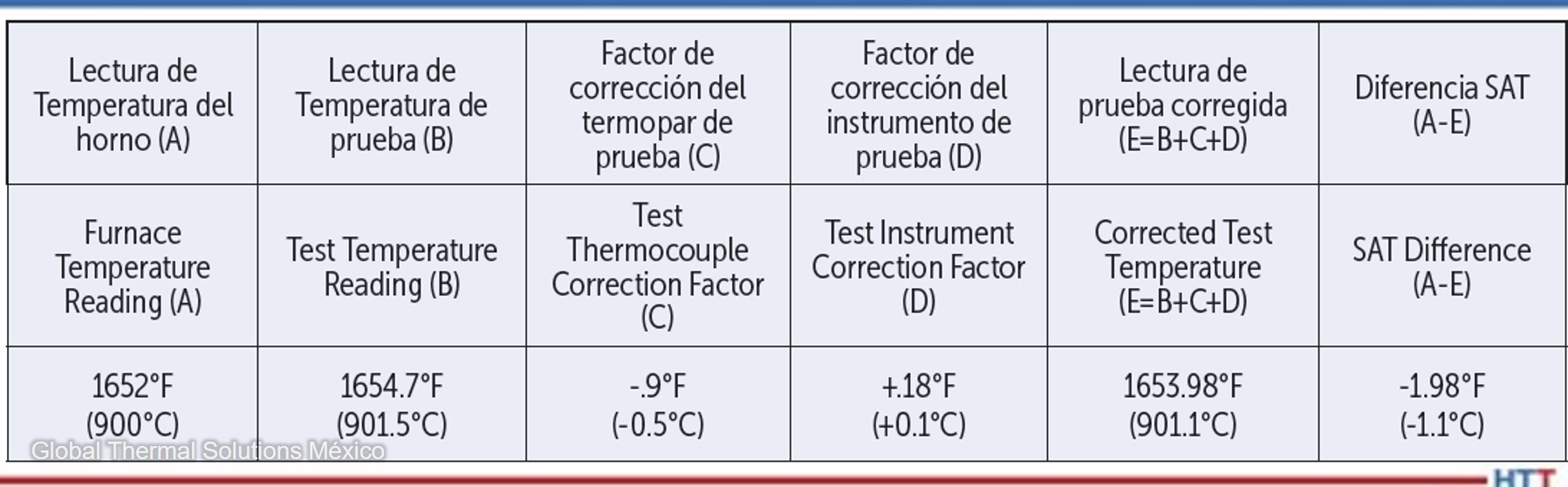
Tabla 1. Método de sonda A
When inserting the test thermocouple, ensure that the tip of the probe is placed as close as possible to the tip of the thermocouple to be tested, and no further than 50mm. Once placed in the test position, it is recommended to allow some time for both systems to reach equilibrium before conducting the test.
If the difference between the furnace temperature reading and corrected reading of the test system exceeds ±10°F (±5°C), then corrective actions must be conducted before processing a product. The most common corrective actions are to replace the control thermocouple, calibrate and adjust the control/recording instrument, or to combine both methods. According to CQI-9, these actions must be documented.
3. Records
 CQI-9 revision 4 specifies that the SAT must be documented, and the records must include, at a minimum, the following information:
CQI-9 revision 4 specifies that the SAT must be documented, and the records must include, at a minimum, the following information:
a. Furnace thermocouple identification
b. Test thermocouple identification
c. Identification of the test instrument
d. Date and time of the test
e. Setpoint value
f. Reading observed in the control system
g. Observed reading on test system
h. Thermocouple and test instrument correction factors
i. Test system corrected reading
j. Difference calculated from the SAT
k. Name and signature of the technician performing the test
l. Company performing the test (if external)
m. ISO/IEC 17025 accreditation of the company (if external)
n. Approval of the person responsible for heat treatment
4. Conclusion
The pyrometry section of CQI-9 lists the requirements and procedures for conducting system accuracy tests (Section P3.3). Within CQI-9, there are two important requirements heat treaters must be aware of. First, the furnace temperature measurement system must not deviate more than ±10°F (±5°C) from the test system. If this is the case, the equipment must not be used for thermal processing and corrective actions must be taken. Second, the SAT report must contain each time this test is conducted. With probe method A, variations in controls systems are easily identifiable.
References
[1] CQI-9 Special Process: Heat Treat System Assessment, 4th Edition. Automotive Industry Action Group, 2020.
[2] International Organization for Standardization; ISO/IEC 17025, General requirements for the competence of testing and calibration laboratories, 3rd Edition. International Organization for Standardization, 2017.
(Photo source: Global Thermal Solutions)
About the Author: Erika Zarazúa, a 40 Under 40 Class of 2021 member, is a metallurgical engineer with over 18 years of experience in heat treatment operations and temperature measurement and has worked in multiple engineering, quality, and project roles in the automotive and aerospace industries. Erika currently holds the position of regional purchasing manager at Global Thermal Solutions.
Contact Erika: erika@globalthermalsolutions.com
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com


