



By John Young, Young Metallurgical Consulting
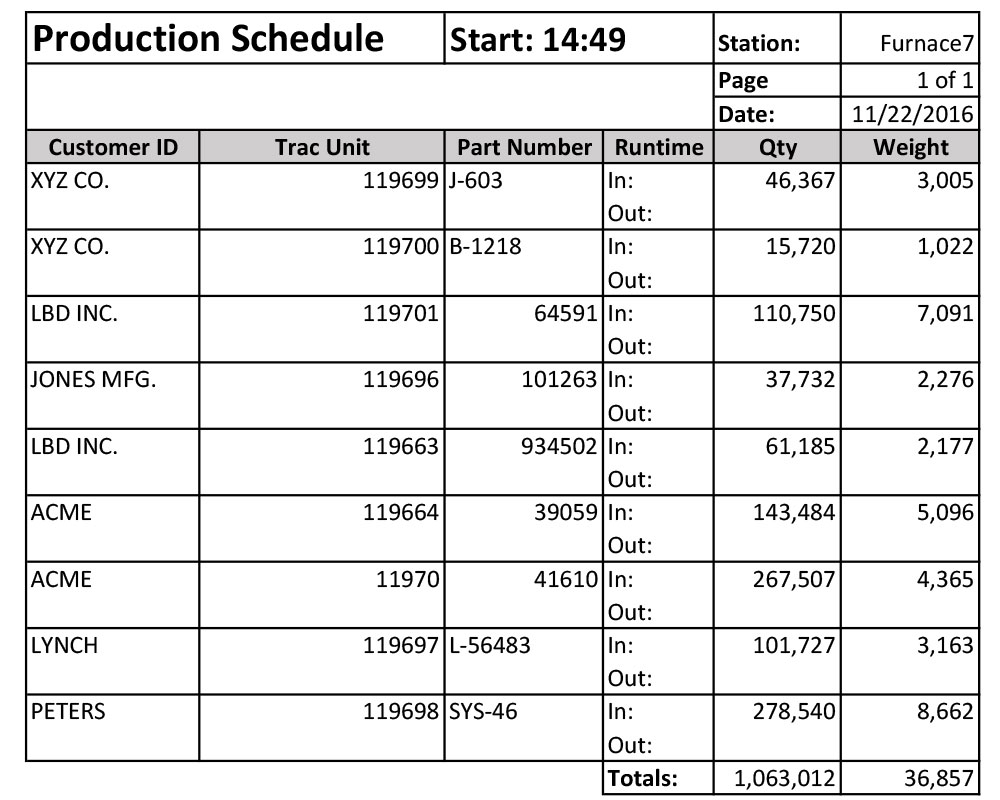
Effective furnace scheduling requires the inclusion of several key elements.
 “Customer” Demands: Manufacturers with in-house heat treat departments have internal customers who, like customers the world over have one thing in common, they want to provide parts to you tomorrow and have them processed and ready yesterday. These internal customers cause frustration and angst but their work is what pays the bills.
“Customer” Demands: Manufacturers with in-house heat treat departments have internal customers who, like customers the world over have one thing in common, they want to provide parts to you tomorrow and have them processed and ready yesterday. These internal customers cause frustration and angst but their work is what pays the bills.
Product & Process Variables: There are numerous product and furnace process variables all of which must be considered when scheduling. Common variables include:
- Material grade and chemistry
- Atmosphere carbon potential
- Hardening and tempering furnace temperatures
- Ammonia addition for carbonitriding and the purge time required when finished
- Belt speeds
- Cycle times
- Variable quench programs
Process changes are necessary but minimizing the degree of variation between consecutive product runs is the goal. The more significant the change, the longer the gap time required to allow the furnace to stabilize with the new furnace parameters. Gap time is an unrecoverable cost – wasted time and money.
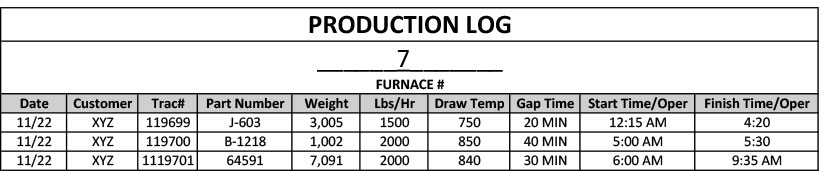
Quality issues can also be caused by not allowing sufficient time between significant process parameter changes. If the proper gap time is not provided, the end of one lot or the beginning of the next may experience quality issues.
Each heat treat department must determine the balance of efficiency and customer service that works best for their operation.
Developing a close working partnership with your internal customers is beneficial for both parties. Heat treating is typically at or near the end of the manufacturing cycle and all the lead time has been utilized by the previous steps. Teach them the basics of your operation and explain the ways they can help you provide better service and delivery. By providing as much information as possible about their delivery requirements, you can schedule to meet their demands.
Rush jobs are the nature of the business and will always be with us. They are inevitable but they can be reduced. I know of one customer who provided parts at 3:00 PM and asked for impossible results for the next morning. After numerous conversations with the heat treat department, the part supplier finally understood the heat treat process and now allows one, two, or even 3 days for results. Encourage part suppliers to give you next week’s Hot List at the end of the current week.
Heat treat scheduling is never easy but it can be improved to help your operation.
About Young Metallurgical Consulting
Young Metallurgical Consulting works with in-house heat treat departments to teach the day-to-day processes necessary to manage and improve their area of operation. In-house heat treaters will learn the aspects of heat treating that are not taught in a classroom and can only be gained through direct, hands-on experience. Contact John Young at john@youngmetallurgicalconsulting.com.


