





Discover expert tips, tricks, and resources for sustainable heat treating methods Heat Treat Today’s recent series. Part 4, today’s tips, covers induction heating, quench, and insulation tips. We’ve added resources towards the end of today’s post for further enrichment.
This Technical Tuesday article is compiled from tips in Heat Treat Today’s May Focus on Sustainable Heat Treat Technologies print edition. If you have any tips of your own about induction and sustainability, our editors would be interested in sharing them online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
1. Tips for Induction Hardening
Contact us with your Reader Feedback!
What are the benefits of induction hardening? Here are a few:
- Saves space: Induction hardening requires minimum space required in comparison with furnaces
- Saves energy: Induction heating equipment does not need to be kept running when not in use
- Clean: Induction heating equipment requires no combustion gases
- Energy-efficient: Only a small proportion of the material needs to be heated
- Minimize deformation: Induction hardening requires no applied force
- Save maintenance costs: Inductor coils have a long life, reducing the need for maintenance
Source: Humberto Torres Sánchez, Chief Metallurgist, ZF Group
#induction hardening #deformation #zerocombustiongas
2. Insulation = Key for Energy Savings in Vacuum Furnaces

Look for insulation quality in your next vacuum furnace.
Source: NITREX
Improvements in insulation materials are also contributing to greater energy efficiency of vacuum furnaces. Most furnaces on the market today have a 1” (25.4 mm) graphite board with bonded Grafoil and two layers of graphite felt. However, the insulation performance of a 1” (25.4 mm) graphite board is about 25% less efficient than a 1” (25.4 mm) graphite felt. For processes that require high operating temperatures, typically over 2,200°F (1,204°C), an all graphite felt that is 2” or 2.5” thick (50.8 mm or 63.5 mm) minimizes heat loss inside the hot zone. Efficiency gains of up to 25% are possible over the standard 1” (25.4 mm) board and 1” (25.4 mm) graphite felt insulation and an even greater gains at higher operating temperatures. To safeguard the graphite felt from mechanical harm and localized compression, these thicker all-graphite felt insulation configurations are usually covered with a carbon fiber composite (CFC) sheet about 0.050” (1.27 mm) thick.
Source: NITREX
#insulation #energysavings #graphite
3. Thinner Steel, Lighter Car
Fuel efficiency (and the stringent requirement for passenger safety) has raised the bar for the automotive industry to procure steel with high strength, hardness, and ability to fabricate. Reduction of weight requires lighter cars with thinner body material which can absorb impact. These dual contradictory properties of high hardness material which can be easily shaped can normally be achieved either by heat treat or through addition of alloys. These two processes are described below.
Normal heat treatment to produce small grains in the material will increase the hardness in steel but also create a propensity to fracture. Thus, a process known as quench and partition — where carbon diffusion from martensite to retained austenite to stabilize the latter — has been introduced. Further verification and prediction of the phases has been conducted using thermodynamics modeling for phase characteristics by Behera & Olsen at Northwestern University, Materials Science and Engineering.
The process starts with full automatization (or in some cases intercritical annealing) followed by fast quench to a defined quench temperature (QT) between the martensite start, Ms, and martensite finish, Mf, temperature. The steel is then reheated to the partition temperature (PT) and held there for a certain partition time followed by a quenching step again to room temperature, as shown in the image.
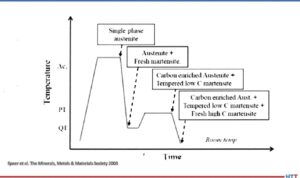
Quench and partition process
Source: Speer et al. The Minerals, Metals, & Materials Society 2003
The quenching step establishes the largely martensite matrix while the partition step helps stabilize the retained austenite by carbon partitioning. During the holding step, carbon diffuses from martensite to retained austenite and thus improves its stability against subsequent cooling or mechanical deformation. The final microstructure consists predominantly of tempered martensite and stabilized retained austenite with possibly a small amount of bainite formation and carbide precipitation during the partition step and fresh martensite formation during final quenching.
The other process to achieve high hardness and high ductility is by alloy addition in carbon steel. Over, 2,000 different types of steel exist. A new type of steel that is extremely strong, but simultaneously ductile is used in the automotive industry. Small quantities of elements like vanadium or chrome in steel promotes ductility. They are not brittle; however, up until now they have not been strong enough to enable the construction of car bodies with thinner sheets.
In the crystals of steels, the atoms are more or less regularly arranged. Steels become particularly ductile though if they can switch from one structure to another. This is because this process allows energy absorption, which can then no longer initiate any damage in the material. In a car body or other steel components, tiny areas then alternate with the two different atom arrangements.
Ductile steels have two coexisting crystal structures. The search produced an alloy made from 50% iron, 30% manganese and 10% respectively of cobalt and chrome (Max Planck Institutes).
Source: Madhu Chatterjee, President, AAT Metallurgical Services LLC
#quenchandpartition #quenchtemp
4. Tips for Selecting Induction Heating Equipment
“The following factors typically influence equipment design:
- Material
- Prior microstructure
- Part geometry
- Austenitizing temperature
- Production rate
- Power requirements, kW (typically selected by vendor based on information provided)
- Frequency selection, kHz (typically selected by vendor based on information provided)
- Pattern/profile (i.e., shape of heating area)
- Coil design (typically selected by vendor based on information provided)
- Process-development requirements
- Application-specific criteria (e.g., water vs. polymer quenching)
- Method of loading and unloading the workpiece (e.g., manual or robotic)
- Stock removal after heat treatment
- Type of tempering (i.e., furnace/oven vs. induction)”
Source: Dan Herring, The Heat Treat Doctor®, Atmosphere Heat Treatment, vol. 1, 2014, pp. 656.
#inductionequipment #inductiondesign
5. Additional Resources on Induction Heating, Quench, and Insulation
Read more about the processes when you click on these articles:
- Dr. Valery Rudnev on Equipment Selection for Induction Hardening: Single-Shot Hardening, Part 3
- 15 Questions To Ask Before Designing an Induction Coil
- Heat Treat Quench Questions Answered with Radio Review
- Heat Treat Radio #68: The Greenness and Goodness of Salt Quenching with Bill Disler
- Air & Atmosphere Heat Treat Tips Part 1: Seals and Leaks

