





Oil quenching can be a dirty phrase around the heat treat shop. But with vacuum, does it have to be?
This Technical Tuesday article was written by Don Marteeny, vice president of engineering at SECO/VACUUM Technologies, for Heat Treat Today’s November 2023 Vacuum Heat Treating print edition.
There are metallurgical advantages to oil quenching for which there are no gas quench substitutes, but for a time, those advantages only came bundled with some disadvantages that proved incompatible with a growing preference for vacuum processes. This drove vacuum oil quenching (VOQ) to evolve and improve, often faster than its reputation. VOQ has since matured into a convenient, safe, and economical choice, offering today’s vacuum heat treaters all the metallurgical advantages of oil quench without any of the compromises.
A Familiar Scene . . .
Vice President of Engineering
SECO/VACUUM Technologies

When oil quenching is mentioned in the break room of any heat treat department, it’s a sure bet that those listening have very similar thoughts. With just the mere mention of oil, their thoughts carry them, not to memories of the first time they helped their dad change the oil in their car in the family garage, but instead to a row of furnaces belching flames from their doors. Next, they are sure to see one of the doors open, and the familiar sensation of hot air moves through their mind. They may – for a moment – expect the smell of salt air, the sand between their toes, and the sun from above.
For many heat treaters, this is but a momentary escape. Soon, the taste and smell of hot oil and metal return them to the moment, and they know they are standing next to a row of batch integral quench (aka, batch IQ or BIQ) furnaces.
It’s about then they will feel the heat of those flames at the end of this furnace line or by the transfer car, wiping the sweat from their brow with a sooty hand and anticipating a return to the break room for a cool drink of water.
Sound familiar? If so, you’re one of the hundreds of heat treaters who has had the pleasure of operating a tried-and-true atmosphere integral quench line; it faithfully does its job, hardening and case hardening steels where oil is the only heavy lifter that can do the job.

Source: SECO/VACUUM Technologies
Necessity Waiting on Invention
While heat treaters have been diligently pumping out oil hardened steels, furnace builders and OEMs alike have been trying to find ways to move away from oil to quenchants that, primarily, reduce distortion, but also that are cleaner, require less processing, and present a safer working environment. Despite their efforts working with modified quenchants – including high pressure gas quenching (HPGQ) in vacuum furnaces – oil quenching has proven robust, maybe even stubborn.
Does that mean we are stuck with the integral quench furnace and its fire-breathing ways? Not necessarily. . . .

Source: SECO/VACUUM Technologies
An Invention Waiting on Improvement
The concept of a vacuum oil quenching furnace is nothing new. When first developed, it was unique because it combined the advantages of vacuum heat treating with the ability to oil quench. But at the time, they were an unlikely couple that never really got along as well as the atmosphere furnace with an oil quench tank.
Vacuum oil quench furnaces were expensive, had large footprints, and were not particularly reliable. Plus, if case hardening was required, low pressure carburizing was not particularly attractive as it was still in its infancy, at least compared to gas carburizing. So, VOQ stayed in the shadows, fulfilling limited roles where the application warranted the extra complication of vacuum. In the meantime, the integral quench furnace became the workhorse of choice, churning out oil and case hardened parts for industries worldwide.
HPGQ Drives Improvement in Vacuum Furnace Technology
Despite the success of the integral quench furnace, VOQ remained present, stirring in the shadows. In the meantime, vacuum furnace technology advanced through the development of high pressure gas quenching. The design and construction of a vacuum furnace lent itself to this application well and introduced a host of advantages, such as found in Maciej Korecki’s “Case Study of CMe-T6810-25 High Volume Production”:
• Decreased distortion
• Elimination of intergranular oxidation (IGO)
• No decarburization
Vacuum Furnaces Move from Niche to Standard Issue
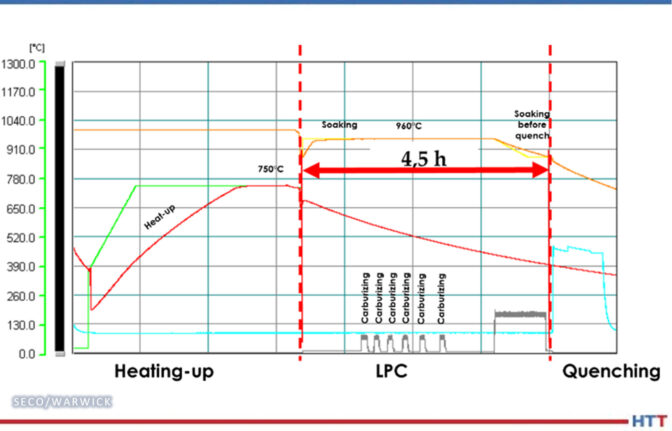
In addition, these design developments supported the opportunity to case harden parts through the use of low pressure carburizing (LPC). Coupled with quenching pressures up to 25 bar, the HPGQ-equipped vacuum furnace became a real option for the heat treater interested in through hardening that did not require:
• Special atmosphere generation equipment (atmosphere generator)
• Lengthy furnace-conditioning cycles to assure the correct gas carburizing conditions as is typically necessary in the batch IQ furnace
• Post-heat treating surface cleaning in the form of washing or oxidation removal
VOQ Begins to Follow Suit
Still, vacuum and HPGQ were limited in their ability to serve in the role of hardening some steels when considering common geometries. This meant that, for those steels, oil remained the go-to quenching solution. As a result, the VOQ furnace became the furnace of choice.
It still required:
• Post-quench wash
• Aggressive oil circulation to minimize distortion
• Selection of the appropriate oil
• Careful fixture design
However, the advantages were too many to ignore. The fact that one could through harden steels like 8620 in a clean environment without the safety and cleanliness concerns inherent to integral quench furnaces was a huge advantage. And although furnace footprint remained a concern until the early 2000s, advancements in areas such as mixer design, vacuum pumps, and low vapor pressure quenching oils all contributed to decreasing the footprint and increasing the reliability of VOQ, making it an even more viable option. In more recent times, environmental concerns have also renewed attention to the VOQ furnace because of its vacuum capability.
Advantages include:
• Electric heating – no natural gas consumption
• Inert gas atmosphere or vacuum environment – no atmosphere generator needed • Zero CO2 emissions, even when case hardening using LPC
Source: SECO/VACUUM Technologies
Which Brings Us to Today
Vacuum oil quenching technology has progressed to overcome the challenges of yesteryear, and technological improvements have made it a flexible and configurable option for a heat treater’s current – and future – needs.
The VOQ is now available in configurations that provide both batch and semicontinuous options. This provides the opportunity to harden or case harden components with increased productivity and efficiency.
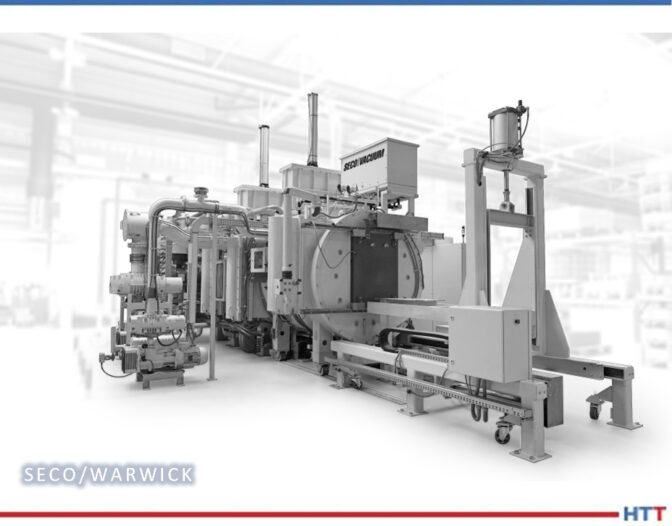
A common configuration offered is the two-chamber VOQ furnace as pictured in Figure 2. In this batch type configuration, common working zone sizes – such as 24″ x 24″ x 36″ or 36″ x 36″ x 48″ – are available with load capacities up to 2,650 lbs. A graphite-insulated hot zone provides the capability to achieve working temperatures up to 2400°F while providing the platform to case harden using LPC. This configuration also has the ability to conduct partial pressure heating using nitrogen. When quenching, the use of high-flow oil mixers promotes good oil mixing during quench to minimize distortion. This configuration can also cool in nitrogen above the oil in the quench tank, providing additional process flexibility.
In applications requiring higher productivity, a third preheating chamber can be added to the furnace system to provide the opportunity to preheat the furnace charge. The addition of the preheating chamber provides a semicontinuous operation as opposed to the batch operation provided by the two-chamber furnace. The result is a two times increase in throughput of the furnace system. Depending on the process requirements, production rates of up to 440 lb/hr are possible. The modern vacuum oil quench offers a versatile platform with a compact design capable of multiple processes and high production rates. The traditional two-chamber VOQ offers a batch platform capable of neutral and case hardening through the use of LPC. The three-chamber model provides similar options with the opportunity for high-capacity production through the addition of a preheating chamber with semicontinuous processing. Both demonstrate the advancements and the potential of this modern furnace as flexible, safe, and environmentally-friendly option in oil quenching.
Source: SECO/VACUUM Technologies
References
Maciej Korecki, “Case Study of CMe-T6810-25 High Volume Production,” SECO/WARWICK S.A.
Maciej Korecki, “Case Study: Heat Treat Equipment Meets the Future Industry Today”
(Heat Treat Today, 2022), https://www.heattreattoday.com/equipment/heat-treating-equipment/vacuum-furnaces/vacuum-furnaces-technical-content/case-study-heat-treat-equipment-meets-the-future-industry-today/.
Don Marteeny and Maciej Korecki, “Triple Chamber Vacuum Furnace Systems – The
Low-Pressure Carburizing Workhorse,” SECO/WARWICK S.A. Presented at Heat Treat 2019
– ASM International.
About the Author: Don Marteeny has been vice president of Engineering for SECO/VACUUM Technologies for over five years. He is a licensed professional engineer and has been a leader at the company over the last several years filling project management and engineering leadership responsibilities. Don is a member of Heat Treat Today’s 40 Under 40 Class of 2021.
For more information:
Contact Don at Don.Marteeny@secowarwick.com

