There’s always more to learn, and at Heat Treat Today, we strive to help you be well informed. Thanks to our Heat Treat Radio guests, we are happy to offer much more expertise on all things vacuum processing, including hardening, ion nitriding, and the stainless steel materials in vacuum furnaces.
This Technical Tuesday article was written by the Heat Treat Today Editorial Team for the November 2023 Vacuum Heat Treating print edition.
Heat Treat Radio #93: Why Ion Nitride? An Exploration with Gary Sharp

Perhaps the most visual of all vacuum processes, ion nitriding is known for its unique purple glow, caused by nitrogen diffusing into the surface of the workpiece. Gary Sharp gives this glowing summary of ion nitriding, including the development of vacuum equipment to fit the process and special challenges like loading vacuum chambers and parts cleaning in this recent episode.

“[Ion nitriding is] a diffusion process. If you look at a piece of equipment, a hearth plate is a cathode in a DC circuit. The vessel wall is the anode, and the gas is your carrier.
“Through the transfer of energy, you bombard the part with ions and neutral atoms. They transfer their kinetic energy, and that is what actually heats up the parts. In the early years, that was the only way you could heat the parts. Later came more developed equipment.”
“Now, you have auxiliary heating in the walls, which adds some advantage but also a little more complexity in terms of keeping and maintaining a current density on the part adequate to diffuse into the metal itself. Sometimes you put it in a vessel, and you turn on the power supply. All the energy is coming from somewhere else, and you don’t actually diffuse or harden the part itself. It’s been solved, obviously, over the years.”
As Sharp further explains, some advantages of ion (or plasma) nitriding overlap with other forms of nitriding. But specific to this purple heat treatment under vacuum are its great masking abilities.
Heat Treat Radio #82: Gun Part Treatments, Turning Up the Heat with Steve Kowalski
When it comes to stainless steels for gun components, autonomy is the name of the game. Vacuum processing is “critical” in the gun part industry, says Steve Kowalski, president of Kowalski Heat Treating, for this reason of control over the part:
“With stainlesses and the various materials that we’re currently using, having high-pressure quench vacuums/high pressure quench allows for a significant amount of flexibility. We can finetune a recipe, or cycle, to achieve properties that the customer needs where it makes it repeatable.”
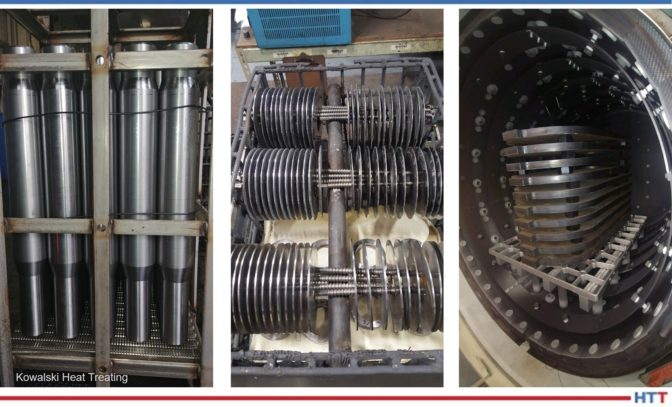
Source: Kowalski Heat Treating
The means to reach the end of perfectly heat treated components are many, the critical step being defining the heat treat process itself. “The majority of what we process for the gun world (for the firearms world) would be either salt to salt rack austempering or marquenching, vacuum and actually plasma processing, whether it’s FNC or nitriding. We’re involved with those three areas in the gun world.” He later expands upon this list noting, “salt neutral hardening, salt hardening, and then marquenching or austempering, depending on the component.”
Heat Treat Radio #54: Metal Hardening 101 with Mark Hemsath, Part 2 of 3
“Hardening” is a broad thermal processing term that generally means increasing a material’s strength and toughness and minimizing distortion. Hardening can be done in a simple tip-up or bell furnace. So, which hardening processes require vacuum furnaces?
In addition to plasma nitriding as mentioned above, Mark Hemsath of NITREX sheds some light on carburizing as done in a vacuum furnace. He says, “Caburizing is the addition of carbon, right? So, the difference here is that when we talk low pressure . . . it’s done at a negative pressure, less so than atmosphere. We call this either low pressure carburizing or vacuum carburizing; it’s the same process. This takes place at pressures typically in the 1–15 torr range, which is about 1–20 millibar range of pressure. If you know one atmosphere is 760 torr, when we’re going down to 1–15 torr, we’re at pretty good vacuum. Just like with gas carburizing, the higher the temperature, the faster the process. What’s unique with vacuum equipment is that vacuum equipment is typically capable of going to higher temperatures which adds to the speed of carburizing.”

Unveiling the inner workings of a vacuum furnace, he adds, “Now, we didn’t discuss the design of gas carburizing furnaces that much, but typically they’re gas fired and they have radiant tubes. In the interior of the furnace, the higher temperature you go with the really nasty carburizing atmosphere, it reduces the life of those furnaces substantially, so the people that own the furnaces don’t want to go to high temperature. If you can go 100 degrees higher in temperature, like you can with the vacuum carburizing furnace, the process gets much faster. That means higher productivity.”