





Additive Manufacturing (AM) is a disruptive technology trend that is continuing to influence the future of the manufacturing industry and will continue to provide additional opportunities for heat treaters going forward. The global market for 3D printing and directly related services is continuing to have significant growth each year. The 2019 Wohlers Report (which draws upon the expertise of 80 authors and contributors located in 32 countries) forecasts for 2020 $15.8 billion for all AM products and services worldwide and expects that revenue forecast to climb to $23.9 billion in 2022, and $35.6 billion in 2024. In this article, Ron Beltz, Bluestreak | Bright AM’s™ Director of Strategic Accounts, discusses heat treating, additive manufacturing, and serialization.
Additive manufacturing has been advancing rapidly over the last few years and has been used by a wide variety of companies to quickly produce working prototypes and parts. Now that the prototypes have been fine-tuned, tested, and proven in real-world situations, more and more parts are being mass-produced via additive manufacturing. In years past, plastic has been used as the primary 3D printing material, but now, other materials and combinations of materials continue to be incorporated into additively manufactured products, such as various metals, cements, wood, and even glass.
Using micrometer-thick digital “slices” generated from computer-aided design to 3D-print a solid object with metal powders is definitely not the end of the story. Just as with casting or machining metal parts, a series of post-processing heat treatments are required to reduce the part’s internal stresses, increase its density, and even help develop the final shape, finish, and necessary physical properties.
The relationship between heat treatment and 3D printing has been proven not only to be beneficial but is now a definite part-specification requirement in many cases, as the heat treatment of 3D printed projects has been shown to dramatically increase the strength and stiffness of certain parts. Also, by combining heat treatment processes with 3D printing, manufacturers are able to directly thermocouple the pieces they are producing while also improving the specific characteristics of the end product (i.e., hardness, elongation, fatigue strength, etc.).
Some type of heat treatment is absolutely necessary for most AM parts. One of the issues of additive manufacturing is the possibility of internal defects. Direct metal laser sintering (DMLS) regularly produces near 100% dense parts, but to provide another level of control to help reduce part failure, hot isostatic pressing (HIP), instead of heat treating, is successfully being used by many aerospace companies and in the casting industry. As a post-additive manufacturing treatment, HIP is also used to remove internal defects and increase the overall strength of the part to help reduce fatigue failure.
The HIP process works by applying high heat and uniform pressure to fully solidify the part. NADCAP certification is a common requirement for HIP processing as these parts are typically used in aerospace applications. Many 3D-printed components that are expected to be used in nuclear, gas turbine, marine, or medical applications also require an additional HIP treatment to fully densify the metal part, eliminating pores that can lead to catastrophic failures.
Solution annealing is another heat treatment option for production-grade parts (typically aluminum) that require enhanced mechanical properties. The process heats the part to a high temperature, and then it is rapidly cooled, resulting in a change in microstructure and improved ductility. Additionally, vacuum heat treatments are frequently used for metal parts produced via additive manufacturing.
To gain an additional share of the AM market, some heat treaters are adding other in-house post-AM part processing services, such as:
- Machining: Machining of surfaces, support structures, threads, etc., likely will be required to ensure dimensional accuracy of the finished part. Few AM parts meet specifications “as built,” and if nothing else, the surface of the part that was connected to the build plate will need to be finished. Most manufacturing companies already have machining systems on hand, but heat treaters should poll their customers to see if this (or the other services mentioned below) is something they need.
- Surface Treatments: Surface finishing of specific parts also might be required to improve the overall quality of the surface finish¹, reduce surface roughness, clean internal channels, or remove partially melted particles on a part.
- Inspection and Testing: Metrology, inspection, and nondestructive testing of parts will also be needed post-processing and possibly at multiple points during manufacturing production and post-processing. Destructive testing of a sampling of parts in a production run and analysis of test/witness coupons or tensile bars, powder chemistry, material microstructure, and more may also be needed to gather the necessary data to help with process qualification and ultimately part certification.
There are some opportunities for heat treaters to provide additional services to their existing and future customer base while increasing their value as a long-term business partner.
Regarding actual additive manufacturing part production issues, there are two related MES/QMS software products currently on the market: Bluestreak and Bright AM. Both products were developed over the past fourteen years by Throughput Consulting Inc., headquartered in Delafield, Wisconsin. The flagship Bluestreak MES/QMS software platform is being used by heat treaters and other post-processing service-based manufacturing companies such as fabrication, powder coating, surface finishing, plating, and forge. However, the Bright AM MES/QMS software system is being used by additive manufacturing production facilities, which have some unique requirements (identified in the paragraphs below). Manufacturers and OEMs may already be using a production control, work order management and quality management system designed by Throughput Consulting Inc. which allows for excellent integration between systems and makes interactive business much easier, less error-prone, and more highly automated while eliminating much of the paper documents/forms that change hands between companies today.
When additively manufacturing parts in an AM production facility, especially in mass production of repeat part builds, regardless of whether it is a captive or commercial 3D-printing facility, some challenges have surfaced that were not as much an issue with the previous Industry 3.0 subtractive manufacturing production methodologies.
As you will see in the following paragraphs, some of these challenges carry over into heat treating and testing of these parts.
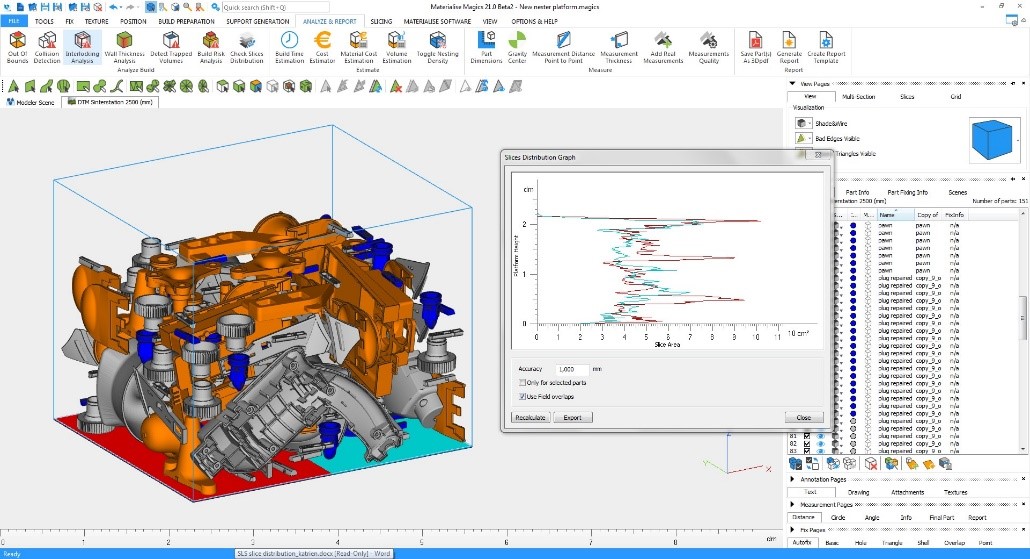
Printing a myriad of parts, each with its own serial number, that have been combined or batched into the same build plate/platform (see Figure 1 below) raises the additional challenge of guaranteeing that unique serial numbers were generated for each part, then 3D-printed on each Part, and subsequently tracked by each individual serial number.
Similar to tracking parts through the various operating steps that comprise your various heat treat processes, AM facilities also must have real-time visibility into each step of the part-production process, tracking where each part is in the overall process (i.e., which operating step each part is on, all while integrating the necessary quality management into the mix.
When AM production facilities send many different kinds of parts (all with unique serial numbers) to heat treat facilities with some parts requiring different processing steps, the software systems need to be able to track in real-time exactly where each individual part is located within the facility. Even though the heat treater is not responsible for generating and assigning serial numbers to the parts, there still needs to be complete traceability, accountability, and auditability of every step of processing that was associated with that part, especially if it was determined that there was a part failure in the aerospace, aviation, or medical end-use application of that particular part.
Serial numbers on parts can be generated from multiple user-defined serial number formats or templates, along with the ability to specify certain characters that should be excluded from automatically generated serial numbers (such as “o”, “l”, “I”, “x”). Each company, division, or AM production facility may have a different format it wants to use, such as a combination of plant #, date, time, and printer #. Regardless of the format used, serial numbers must be unique. Additionally, the template used must be able to be individually assignable for every customer part (and the same part # might be used by multiple customers).
There are multiple ways that serial numbers can be applied to the parts before they are sent for heat treating. Both AM facilities’ and heat treaters’ production floor software must provide for detailed serial number tracking of all parts throughout the build and post processing activities, from the beginning of AM production (after the part design phase) all the way through to heat treating, finishing, testing, and shipping.
Sometimes AM parts that heat treaters receive will also have a build plate ID as an additional identifier, along with the serial number. Build plate IDs are typically platform-centric, with the appropriate process management/operating steps applied for the various parts that are to be produced on that platform or build plate. The build ID needs to connect all of the related work orders for traceability as well as electronically linking all documentation/forms associated with a particular work order and build ID. The documentation audit trail of individual processing activities needs to be kept intact when the parts are sent to an outside heat treat vendor as another one of the required operating steps for that part. In addition to this, the actual build plate can either be tracked as a separate piece of equipment (typical) or as an inventory item.
For heat treating as well as AM production facilities, an integrated equipment maintenance module needs to be tied directly to production control (on the selected piece of equipment) and part specification requirements, to ensure the build plate, 3D printers, furnaces, testing equipment, etc., are serviced, calibrated, and/or maintained appropriately for compliance and optimal use.
Along with having a work order just for the build plate, there can also potentially be one work order for each part on the build plate, and that work order can be used to generate a vendor traveler to accompany the parts to the offsite heat-treating facility. Figure 2 below gives an example of two different part-build work orders on the same build plate.
The build work order tracks the actual build process, similar to tracking every step of the heat treat process, and provides operator instructions that may include pictures, diagrams, videos, or specification requirements. Then when the various parts/coupons/test bars are removed from the build plate, they travel either within your facility or to outside vendor post-processing and are tracked on their individual work orders.
Two specific tracking/configuration possibilities need to be managed by the MES/QMS software:
- All parts on the build plate following the same process/route (i.e., operation steps)
- Parts/coupons/test bars that take separate processing routes from the build plate—some may be sent on to heat treating, and others may be sent to destructive testing
Very similar to heat treat processing, AM production facilities need to have the ability to define and generate new work order packages to rapidly repeat previous work order part builds with exactly the same part-build process, but also have the capability to use the latest version of processing requirements and specifications for the selected part(s). This supports the global goal for repeatability, higher quality, and fewer nonconformances in AM part production with complete, auditable historical production data that maximizes throughput and, I might add, to run as paperless as possible (Internal and external auditors hate digging through file cabinets.). Most heat treaters have done a great job of mastering the art of part process repeatability for the repeat parts their customers continue to send to them.
Even though there is a continuing goal to keep reducing the number of nonconformances in part builds, nonconformances, especially in start-up AM production facilities, do occur frequently and must be managed accordingly on the production floor. Similar to the requirements of post-processing facilities, including heat treating, shop floor software systems need to be able to show supervisors and senior management what is really happening on the production floor in real-time with greater visibility and to continuously keep track of each individual part with the appropriate documentation to back up the decisions that were made on the fly on the floor, whether it is
- Nonconformance dispositioning
- Customer concession granted
- Applied CAPAs (corrective and preventive actions)
- Quality characteristics (or data questions that must be answered by the operator)
- Control plans
- Part sampling plans
- Customer PPAPs (production part approval process)
Additional requirements may include:
- Document management with version control
- Compliance and specification management and assurance of adherence
- Interfacing with individual pieces of equipment (including part testing equipment)
- User viewing restrictions (i.e., ITAR, EAR, etc.)
- Integration with ERP systems (including the customer’s ERP system)
- Real-time notifications of certain triggering events (via SMS and/or email)
- Equipment maintenance per specification requirements tied directly to production processing control
- Ability to use mobile devices to access the system anywhere, anytime, any device
- Raw material usage tracking (with automatic reorder notifications per preset thresholds)
- Visibility into what is really happening on the production floor in real-time
- Ability to conduct a risk assessment (per ISO 9001:2015)
- SPC (statistical process control) to spot negative trends before out-of-tolerance conditions occur
- Manage the order hold process related to scrap parts, nonconformances, etc.
- Facilitate outside processing (i.e., heat treat, coating, finishing, testing) via a vendor traveler
- Manage real-time changes to part specifications and the sequence of processing steps
- Ability to attach various media to individual operating steps in the part-build process
- Automatic qualification of equipment, personnel, and vendors used in the AM part-build
- Real-time splitting and combining of parts in the various operation steps within the work order to optimize the routing and scheduling of work on the production floor.
Each of these system requirements has its own set of unique functions that support processing an individual part, whether it is heat treating, surface finishing, coating or additive manufacturing, but there are some overlap and similarities of the part servicing requirements. There is also a big corporate continuous improvement quest, regardless of the type off services a company provides. A lot more can be said about the specific use of each of the bulleted items above, but since I wanted to keep this article somewhat short and to the point, those can be covered in a future article, or you can reach out to me at ron.beltz@go-throughput.com with any questions or need for clarification on any of the items. Happy heat treating of more AM parts!
Ron Beltz serves as Bluestreak I Bright AM’s™ Director of Strategic Accounts and assists in marketing strategy while managing the sales and business development activities from the company’s Tampa, Florida, location. Ron is a graduate of Control Data Institute of Technology and also received additional training from Hewlett Packard, Digital Equipment Corp., and the Dale Carnegie Management Training Series. Prior to joining Bluestreak™, Ron has functioned as director of IT/CIO for a steel company in Canton, Ohio, and technical director for a multinational consulting firm, serving as an engagement manager over teams in the U.S., Canada, India, and a nearshore solution center located in Montreal.
Ron has assisted many organizations with determining their specific requirements and packaging turnkey solutions which achieve the business/operational goals set forth. He has served on several boards, been invited to present at IT users groups, technical schools, class graduations, and was a previously elected official.

