





 Heat Treat Radio host Doug Glenn and Mark Hemsath, talk about hardening basics. What is it, why does it matter, and how do we do it? This is a great primer episode to kick off our three-part series with Mark. Listen and learn!
Heat Treat Radio host Doug Glenn and Mark Hemsath, talk about hardening basics. What is it, why does it matter, and how do we do it? This is a great primer episode to kick off our three-part series with Mark. Listen and learn!
Mark was formerly the vice president of Super IQ and Nitriding at SECO/WARWICK, and is now the vice president of Sales - Americas for Nitrex Heat Treating Services.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
Doug Glenn (DG): Mark, I want to welcome you to Heat Treat Radio. Welcome!
Mark Hemsath (MH): Thank you, Doug. It's nice to be with you today and thanks for having me on the show to talk about this interesting subject. I'm not quite sure if I'm an expert on it, but we will certainly try to talk about it.
DG: I'm sure you know more than most of us – that's why you're here! First of all, as I mentioned, you are the VP of Super IQ, IQ being integral quench, not necessarily intelligence quotient – although, you are a smart guy. You are the VP of Super IQ and nitriding for SECO/VACUUM. Both of those are processes and both of those are dealing with hardening. Tell us a little bit of your background and then we'll jump into the topic of hardness of metals.
MH: I'm not a metallurgist. I did take metallurgy at college and I've been living it most of my life, but I didn't train to be a metallurgist. Instead, I got involved in the furnace business, and being involved with furnaces you have to do something with those furnaces. Typically, those furnaces allow you to do different things, like soften and harden metals. My background is that for many years, I worked with my father helping to design furnaces for the industry and we developed different furnaces. Some furnaces were for annealing, some for tempering, some vacuum processes, you name it. I joined SECO/WARWICK a number of years ago and I spent quite a bit of my early days in ion nitriding and SECO/WARWICK was involved with gas nitriding. That was of extreme interest to me. I took a liking to that and decided to become a subject expert on nitriding. Now, I've been asked to also get involved with our carburizing product, which is breaking into the market – we call it Super IQ. That is obviously carburizing as a surface hardening process. Not to mention, we also do through hardening in those furnaces, and we can go into some of those details a little bit more here today.
DG: For people who might not know, when we talk about hardness, we're talking about the hardness of a metal. Most people would think, all metal is hard. I mean, that's one of the characteristics of metal, but if you wouldn't mind, give us the “hardness 101” class: What is it and why is it important when you talk about hardness for metals?
MH: I think the most important thing is that with metals, you're trying to get certain features that allow it not to wear over time. At the same time, you want the part to last. You don't want it to break, you don't want it to chip, you don't want it to seize up, so there are a lot of different things you can do with the parts to give them certain wear characteristics and hardness. There are other things – anti-friction, etc. – that you can do with surface finishes, such as with nitriding, which offer hardness to the part, but in a slightly different way than you might think, just on basic hardenbility. But, whatever we're talking about, we're trying to prevent parts from wearing, and that's typically why you try to harden the parts.
DG: How do we measure hardness, or what are the units that we typically measure?
MH: You have different scales out there, depending upon what you're trying to measure. If you're just trying to measure the surface, you might go with the file hardness or you might go with a test where you don't have such a heavy hardness on there. There are different Brinell hardnesses: You've got the HRC, the HRB, and different scales out there. You've got the Vickers hardness, and all different types of equipment designed to very accurately measure the hardness of a part and also to try to figure out how that hardness is changing throughout the material.
Typically, in most materials and in the processes that you're doing, because you have some thickness of material and a lot of it is related to both the quench rates etc., you're going to get hardness that varies throughout the part. So, they have come up with different ways of measuring that and there are a number of different scales out there. You can look that up and decide. Some people like to use one over the other, but typically, they are all designed to do the same thing: try to get an accurate reading of what the hardness is.
DG: I've heard the more common ones, I think you've mentioned them: Rockwell is a hardness measurement, Vickers is a hardness measurement, and Brinell is a hardness measurement. So, those are the scales that are used. We're not going to get into how those tests are done and things of that sort, but we certainly could at some point in time.
[blocktext align="right"]“I think the most important thing is that with metals, you're trying to get certain features that allow it not to wear over time. At the same time, you want the part to last.”[/blocktext]
MH: I'm not an expert on doing the tests. I've seen them done many times, but there are guys that are really good at that. Same with microstructures, right? Looking at that and understanding how things change within the steel and seeing it under different magnification, gives the scientists some really good knowledge about what's going on within the steel.
DG: Again, “hardness 101”: A person often hears, when dealing with metals and hardness, about surface hardness or through hardness. Can you tell us about those things? What's the difference? Why is that important?
MH: A part that you make, in a lot of instances, you want it to be as hard as possible for wear characteristics, but at the same time you don't want the part to fail because the core properties are too hard and can be brittle. Typically, what you have is people trying to impart certain types of features onto the surface and still retain the so-called core properties of that material. Obviously, you heat it up to austenitic temperatures and you quench it and you try to transform as much of that steel as possible to martensite, and then you try to temper it back.
A number of things that you're doing there are going to change the properties of the steel. That's why people will use different tempering temperatures to get different core properties. They'll use different surface treatments, whether carburizing (which will give you a higher surface hardness by driving more carbon into the surface) or induction hardening, in which you're heating up just the outer part of the steel and then quenching the outer part. Obviously, you can only go so deep because you're quenching it from the outside, but that will give you almost a double type of feature within the material. You're starting out with the core properties that you want – a certain hardness, a certain ductility, and a certain capability to function, let's say, a shaft – and then you want to give it some hardness. If you have the right steel, you can harden that just by taking it up to temperature with induction heating or with flame heating and then quickly quenching it to get the properties that you want on that outer.
DG: There are some properties in there that I want to make sure our listeners understand. You mentioned the idea of hardness and ductility. Those two things tend to be on opposite ends. I know there are much more technical descriptions of this, but the harder something is, the more brittle it tends to be, and when it's brittle, it takes less to crack it or break it. Whereas if it's ductile, it's softer, it can take more of an impact without breaking. For example, let's just use a gear: On the gear teeth, on the outer edge of the gear, you want that to be very hard so there's good wear, but you don't want it to crack so you keep the inside of that gear, (that's away from the surface side of the gear), soft. Yes?
MH: Yes. And there is a lot that goes into gear design. You don't want high impacts, obviously, you want the teeth to mesh together. There are people that induction harden gear teeth, there are people that carburize gear teeth and there are people that nitride gear teeth. They're all trying to do something on the teeth, and even though you're doing something on the teeth, you still have to also impart certain properties to the core part of the gear itself to make sure that nothing breaks or falls apart on the gear, the main core part of the gear itself.

DG: You did also mention the fact that there are some steels that are more easily hardenable than other steels. I've heard there are high hardenability steels and there are low hardenability steels. What's the difference?
MH: In general, iron is an element that is common to all steels. Now, there is tremendous science that has happened over the last decades on putting different alloying elements into the steels, whether it's chromium or titanium or vanadium or you can name all the different ones. Some of them are called micro alloy and some of them are more main alloys, but they all provide different types of properties to that alloy steel which then gives that steel certain characteristics. There are more steels created today than I could ever mention. You can buy huge books on that from ASM and get all of the different properties of the steels. Tool steels have quite a few alloying elements in them, and they have a very high hardenability. They're also more expensive, so people are not going to want to use expensive steels with all of those expensive alloying elements for basic automotive transmissions, or what have you; it just gets too expensive.
I should also say that carbon makes up a big part of that, too. The carbon in the steel is, obviously, why we call it carburizing because it will put hardness into it. But we also have what we call low carbon steels, medium carbon steels and high carbon steels. Then you start throwing in the alloying elements with that and you get all kinds of variations.
DG: So, typically, a high carbon steel is going to be much more easily hardened because it's got more carbon in it to start with and you don't necessarily have to add carbon into it during the heat treating process.
MH: Right. But when you heat and quench those parts, they also have different properties, as well.
DG: Is it only steels that can be hardened?
MH: I'm not an expert on it, but there are other types. There are some stainless steels – martensitic stainless steels – and there are different age hardening steels… which are still steels. There is aluminum, which has different properties depending upon what other elements they put in that; they can do some different types of hardening on those. Titanium by itself is a fairly hard metal, etc. Most of the people that we deal with, or whom we're talking about, are the people who are using steels to start with, a lot of times fairly inexpensive steels. But, we also, in vacuum furnaces, do very high-end steels, such as tool steels, like H13 air hardenable tool steels, etc.
DG: Let's jump back to steels. What are the typical heat treatment processes that enhance hardness, that increase the hardness?
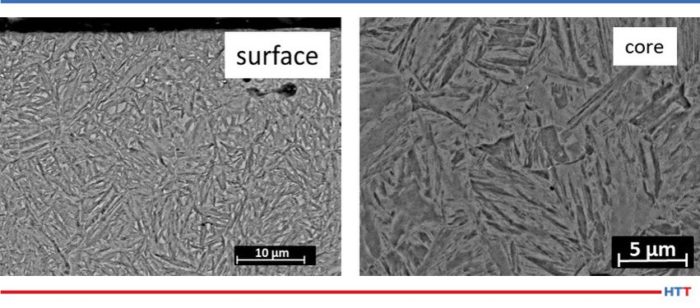
Source: Surface Hardening Vs. Surface Embrittlement in Carburizing of Porous Steels - Scientific Figure on ResearchGate. Available from: https://www.researchgate.net/figure/Microstructure-of-the-carburized-steel_fig2_326653574 [accessed 3 Mar, 2021]
Carburizing is just as I was saying: driving carbon into the surface of the steel. It gets a very high hardness in the steel, depending upon what type of steel you have. It's typically done with lower carbon steels so that you can put the carbon into the surface. That's why we do it, because it's a lower carbon steel.
Nitriding is not an austenitic process; it is a lower temperature process. It's called a ferritic process. What that means is you don't go into the phase transformation where you have to go and quench the steel to get those properties. You're not going to get much in the way of dimensional shift or growth that you would get from the austenizing steel, and that's very beneficial. By driving nitrogen into the surface, you get a very high hardness. Now, you also need to have things in that surface of the steel other than just iron. You have different alloying elements which combine very easily with nitrogen, such as chromium, titanium, aluminum, vanadium, and some of those other things which will combine with the nitrogen, which either comes from an excited nitrogen atom via ion nitriding or comes from the disassociation of ammonia from gas nitriding where the nitrogen then transports itself into the steel surface and making those hard items.
[blocktext align="left"] “Nitriding is not an austenitic process; it is a lower temperature process. It's called a ferritic process. What that means is you don't go into the phase transformation where you have to go and quench the steel to get those properties.”[/blocktext]
In carbonitriding, it's identical to carburizing except you throw some ammonia in there. This is typically done at a lower temperature because ammonia breaks down very quickly at high temperature, so you're trying to stay right at the lower edge of that. You're throwing ammonia in there because the nitrogen will impart a very hard surface along with the carbon. It doesn't go in as deep but it's usually done as a 'down and dirty' very hard surface on a part, typically, a fairly inexpensive part.
Nitrocarburizing is like nitriding, but the focus is on the white layer, on the compound zone, which is a very hard layer of iron nitrides and iron nitrogen carbides. You get a very hard layer. They call it the compound zone because you have both a gamma prime zone, which is one element, and you have an epsilon zone, and those have very unique properties for the surface of the steel.
DG: Those are the main carburizing processes – carburizing, nitriding, carbonitriding, and nitrocarburizing. We'll dig deeper into those in our next episode, and also cover the processes, perhaps the types of equipment that those processes are done in, just for a little bit more education. Then, we’ll do a third episode where we'll talk about why we're hearing more recently about nitriding, low pressure carburizing, and single piece flow – and perhaps something that is near and dear to your heart, Mark, and that is some hybrid systems of a batch interval quench, which your company happens to call the Super IQ. Thanks for being here today.

Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.

