One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks from some of the industry’s foremost experts.
Heat TreatToday’s latest round of 101 Heat Treat Tips is featured in Heat TreatToday 2020 fall issue (also featuring the popular 40 Under 40).
New Diffusion Pump Technology Increases Production Output
Gain immediate positive net cash flow with a lease to own finance option by upgrading your diffusion pumps with the new immersion heater technology. The new style heater will extend oil life and reduce energy consumption. New heater technology can increase production by eliminating the need of dropping your pump every time you change oil for faster maintenance turn around. Drop in place pump design with improved performance.
NEW-DIJ Diffusion Pumps with smart heater technology by Leybold Vacuum Source: Leybold Vacuum USA
(Leybold Vacuum USA)
Heat TreatTip #23
Inspection Mistakes That Cost
Rockwell hardness testing requires adherence to strict procedures for accurate results. Try this exercise to prove the importance of proper test procedures.
A certified Rc 54.3 +/- 1 test block was tested three times and the average of the readings was Rc 54 utilizing a flat anvil. Water was put on the anvil under the test block and the next three readings averaged Rc 52.1.
Why is it so important that samples are clean, dry, and properly prepared?
If your process test samples are actually one point above the high spec limit but you are reading two points lower, you will ship hard parts that your customer can reject.
If your process test samples are one point above the low spec limit but you are reading two points lower, you may reprocess parts that are actually within specification.
It is imperative that your personnel are trained in proper sample preparation and hardness testing procedures to maximize your quality results and minimize reprocessing.
Properly preparing a hardness sample can save time and money.
Source: Young Metallurgical Consulting
(Young Metallurgical Consulting)
Heat TreatTip #33
Not Able to Hit Target Temperature — What To Do
Situation: Customer had an available 100kW/1kHz inverter and needed to heat 1-in.-diameter carbon steel bar to hot working temperature (2000°F). It was a low production application and cycle time was not critical. However, regardless of the heat time and irrespective of using maximum available output power, it was not possible to reach required target temperature. Actually, after reaching about 1470o°F there was no noticeable temperature rise regardless of increased heat time.
Solution: Severe eddy current cancellation was responsible for a failure to reach target temperature. The use of frequencies 6 kHz and greater can easily help to accomplish the goal. As a simple “rule-of-thumb,” in order to provide an efficient heating and avoid eddy current cancellation in through heating applications (e.g., through hardening or hot working), it is necessary to choose a frequency that will guarantee that the “bar diameter-to-penetration depth” ratio exceeds 3.6 at a target temperature.
(Dr. Valery Rudnev, FASM, Fellow of IFHTSE/Professor Induction/Director Science & Technology, Inductoheat Inc., An Inductotherm Group company)
Heat TreatTip #43
Brick to Fiber to Avoid Thermal Shock
Thermal shock is a regular issue with hard refractory and brick-lined furnaces due to the constant changes in temperature for batch annealing. Switching an old furnace over to ceramic fiber is an easy process that can save time and money.
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks from some of the industry’s foremost experts.
Heat TreatToday’s latest round of 101 Heat Treat Tips is featured in Heat TreatTodayfall issue (also featuring the popular 40 Under 40).
Situation: In induction scan hardening of axle shafts, there was NO cracking occurred after scan hardening (case depth varies from 5 mm to 8 mm). Cracks appeared in the spline region after induction tempering.
Solution: Most likely, the cause of this problem is associated with a reversal of residual stress distribution during induction tempering. Reduce coil power for tempering and increase time of induction tempering. Multi-pulse induction tempering applying lower power density might also help. As an alternative, instead of modifying temper cycle, you can also try to reduce quench severity by increasing the temperature of the quenchant and/or its concentration.
(Dr. Valery Rudnev, FASM, Fellow of IFHTSE, Professor Induction, Director Science & Technology, Inductoheat Inc., An Inductotherm Group company)
Heat TreatTip #26
TZM Moly Grids
Source: Grammer Vacuum Technologies, Inc.
A very commonly observed failure mechanism with a moly post hearth assembly is bending of the moly posts. They will stay fairly straight at the center of the hearth area, but they can distort badly toward the outer sides of the work zone. The outer rows of vertical posts end up leaning away from each other. This is due to the very high linear thermal expansion coefficient of nickel-iron alloy grids (usually 330 SS or Inconel). With a high load on the nickel alloy grid, it is not able to slide on the perpendicular hearth beams as the temperature rises. The outer hearth post rows are forced in an outward direction. The quenching of the furnace load does not reverse all of this effect and over time results in the severe bending of the hearth posts.
By replacing the stainless steel or nickel alloy grids with a moly or TZM alloy moly grid, which exhibits very low thermal expansion, the hearth life can be increased. For comparison, the figure shows the coefficients of linear thermal expansion for commonly used grid materials. For example, a 36” wide 330 SS grid at 70°F grows to 36.6” wide at 2200°F.
Another significant benefit of TZM moly grids is use at higher furnace process temperatures without the problem of a softened, sagging grid that cannot support the load properly.
Source: Grammer Vacuum Technologies, Inc.
(Grammer Vacuum Technologies, Inc.)
Heat TreatTip #41
Ways to Increase Temperature Uniformity in Heat Treat Furnaces
A (sometimes) simple way to increase uniformity in a furnace is to add a circulation fan. Circulation fans can be a quick way to add an additional 5°F tighter uniformity on a batch furnace application.
Be sure that the furnace is tuned optimally to reduce/eliminate any overshoot and oscillation around setpoint.
Eliminate any thermal lag by making sure that the control thermocouple and TUS thermocouples have similar sensitivity. If not, the control thermocouples can fall behind and cause the TUS thermocouples to overshoot and fail.
Heat Treat Today is privileged to oversee the 40 Under 40 recognition awards highlighting a group of young, up-and-coming talent in the North American heat treat industry every year. This year’s Class of 2019 is no disappointment–a group of industry elite, significant contributors to the heat treat market.
Every couple of weeks we highlight two of the current class of recipients. This week we introduce Heather Falcone of Thermal Vac Technology Inc. and Trisha Rouse of General Motors.
Name: Heather Falcone
Company: Thermal Vac Technology Inc.
Position: CEO
Heather’s passion lies in breaking things: whether it’s revenue goals, glass ceilings, or tired rhetoric, her 17-year track record in one of the world’s most exacting industries shows a dedication to destroying the status quo. As CEO of Thermal-Vac Technology, she has led the company to a 65% growth rate in the past four years, resulting in the company being recognized in several awards. She is a recognized trainer, writer, and public speaker on a variety of topics and her professional associations include: voting member of NADCAP heat treat task group, professional member of MTI, and participant in other professional societies and peer advisory groups. Her impact at Thermal-Vac is demonstrated in the implementation of several projects, such as a fully compliant NIST 800-171 and DFAR 252.204-7012 cyber security program and a foundational business management system called EOS, as well as the implementation and successful accreditation to AS 9100:D and ISO 9001:2015. As an Ironman triathlete, alpine hiker, wife, and mother, Heather seeks to promote growth and opportunity outside of people’s comfort zones with an invitation to be “Green and Growing”, to reject mediocrity, and embrace their unique talents to create meaningful and lasting legacy impact.
Nominated by: Thermal Vac Technology
Name: Trisha Rouse
Company: General Motors
Position: Senior Materials Engineer
Trisha Rouse is a brilliant materials engineer. Holding a position of Senior Materials Engineer at GM, she is currently supporting the Transmission Gear and Shaft Program Management Team of GM, providing metallurgical expertise for new product development as well as supporting the resolution of production and customer concerns. Her experience in the industry is unique as she has background in not only design but also running metallurgical labs, working with customers, and overseeing production deadlines. Trisha has a great personality and is alumna of Michigan Technological University’s Material Science and Engineering program.
Nominated by: Dr. Valery Rudnev, FASM, IFHTSE Fellow, “Professor Induction”; Director, Science and Technology, Inductoheat, Inc, an Inductotherm Group Company
Read more about the feature atHeat TreatToday’s40 Under 40 resource page and find out more about each of this year’s winners by clicking on their image. To nominate someone for the Class of 2020 40 Under 40, please click here.
Heat Treat 2019 is coming, and one of the great benefits of gathering with a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s101 Heat TreatTips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s Technical Tuesday features 10 Tips from a variety of categories, including SCR Power Controls (56), Cooling Systems (64), Combustion (66, 101), Induction Heat Treating (71), Thermocouples (79), AMS2750 (86), Vacuum Furnaces (92), and Miscellaneous (41, 87). These tips come from the 2018 list of 101 Heat TreatTips published in the FNA 2018 Special Print Edition. This special edition is available in a digital format here.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com—or stop by to see us at Booth #2123 in Detroit!
Heat TreatTip #41
Discolored Part—Who’s to Blame?
If your parts are coming out of the quench oil with discoloration and you are unsure if it is from the prewash, furnace, or oil quench, you can rule out the quench if the discoloration cannot be rubbed off. Check this before the part is post-washed and tempered.
Other possible causes:
Can be burnt oils as parts go through the quench door flame screen
Poor prewash
Furnace atmosphere inlet (particularly if it is drip methanol)
When we buy a pint of beer we don’t expect the head (or foam) to be ½ the glass. We can get this situation when we pay for our plant’s electricity; we pay for both the working power that drives the process (analogy: beer) and reactive power that doesn’t directly drive the process (analogy: foam/head). The lower the Power Factor the worse this situation. The latest SCR devices can help combat this while maintaining precise control and reducing overall peak load demands (using flexible firing methods).
Plan for future growth. It is more cost-effective to provide additional capacity while equipment is being installed. Simple planning for the addition of future pumps (e.g. providing extra valved ports on tanks) and space for heat transfer equipment (e.g. pouring a larger pad or adding extra piers) can save considerable money down the road with little upfront expenditure. Consider installing one size larger piping for the main distribution supply and return. If this is not possible make sure you can add an additional piping run on the hangers you will install now.
Above all, be sure to include all necessary drains, vents, isolation valves, and plenty of instrumentation. These items are critical aids in maintenance and troubleshooting and future system expansion.
Don’t neglect burner tuning—a 1% reduction in excess O2 in the flue products can save you $1,000.00/year on your IQ batch or $2,000.00/year on a 2000-pound/hour continuous furnace—not to mention consistent temp uniformity, better heat-up rates. Pretty good payback for a couple of hours’ work.
Tube & Pipe Heat Treatment Is Different Than Solid Cylinder Heat Treating
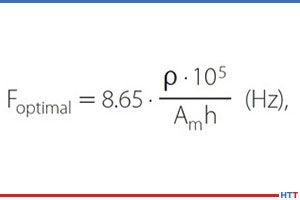
Induction heating of tubes and pipes is somewhat different from the heating of solid cylinders. There is a difference in the frequency selection that would maximize energy efficiency for heating tubular products as compared to solid cylinders. In tube and pipe heating, the frequency, which corresponds to maximum coil efficiency, is typically shifted toward lower frequencies providing larger current penetration depth than the tube wall thickness (except for heating of tubes with electromagnetically small diameters). This condition can produce an improvement in electrical efficiency of 10–16 % and even higher. One simplified formula that is used in industry for rough estimate of the electrically efficient frequency is shown in the image, where:
ρ – electrical resistivity of heated metal (Ω*m)
Am = average diameter; Am = (Tube O.D. – h) (m)
h = wall thickness (m)
In cases when induction heaters cannot be considered to be electromagnetically long coils, the values of the optimum frequency will be higher than the values suggested according to formula, and computer modeling can help determining its exact value.
Place a yearly blanket order for your SAT probes and ask that they are made from the same coil. This will give you the same correction factors and temperature tolerances.
This standard is gold and unfortunately has a bad rap today because companies feel it’s just added cost into the process. Today’s technology means you can afford AMS2750E compliant controllers and digital recorders for only a few hundred dollars above a standard offer. This investment will be paid back many times over due to the longer lifetime expected with a quality instrument as well as the quality benefits from better drift performance between calibration intervals, redundant recording (in case of record loss), and overall accurate temperature control, leading to less rejects and reduced rework.
When trying to determine a materials response to heat treatment, it is important to understand its form (e.g., bar, plate, wire, forging, etc.), prior treatments (e.g. mill anneal, mill normalize), chemical composition, grain size, hardenability, and perhaps even the mechanical properties of the heat of steel from which production parts will be manufactured. The material certification sheet supplies this basic information, and it is important to know what these documents are and how to interpret them.
Certain alloying elements have a strong influence on both the response to heat treatment and the ability of the product to perform its intended function. For example, boron in a composition range of 0.0005% to 0.003% is a common addition to fastener steels. It is extremely effective as a hardening agent and impacts hardenability. It does not adversely affect the formability or machinability. Boron permits the use of lower carbon content steels with improved formability and machinability.
During the steelmaking process, failure to tie up the free nitrogen results in the formation of boron nitrides that will prevent the boron from being available for hardening. Titanium and/or aluminum are added for this purpose. It is important, therefore, that the mill carefully controls the titanium/nitrogen ratio. Both titanium and aluminum tend to reduce machinability of the steel, however, the formability typically improves. Boron content in excess of 0.003% has a detrimental effect on impact strength due to grain boundary precipitation.
Since the material certification sheets are based on the entire heat of steel, it is always useful to have an outside laboratory do a full material chemistry (including trace elements) on your incoming raw material. For example, certain trace elements (e.g. titanium, niobium, and aluminum) may retard carburization. In addition, mount and look at the microstructure of the incoming raw material as an indicator of potential heat treat problems.
When loading parts, carefully place the workload on the center of the hearth (front-to-back and side-to-side). Make sure it is stable and no part of the load is close to or touching the heating elements. This can create arcing and damage your parts. Tip: Once the load is in place, mark the hearth posts with a hacksaw to quickly find the front and back measurements each time.
Perfect combustion is based upon the concept of neither excess oxygen or a deficiency of oxygen in the combustion process. This is known as stoichiometric or theoretical combustion. Why is this considered as theoretical and not possible under normal field conditions? Consider the factors that can affect your combustion process: temperature of air or gas, pressure fluctuations, gas composition or supply changes, operating conditions, etc. Therefore theoretical combustion is just that: perfect combustion is only possible in a lab setting. Burner adjustment and calibration normally maintains a minimum of 10% excess air to compensate for these variables and avoid operating gas-rich with high levels of CO in the combustion process.
15 Quick Heat Treat News Items to Keep You Current
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
Thomas Persson recently joined Therma-Tron-X Inc. as their newest HTF (Heat Treat Furnace) sales engineer.
Chromalox has announced the opening of its new sales and operations office in Korea.
Thomas “Tucker” Hamling II was recently appointed to the position of sales manager with ZIRCAR Refractory Composites, Inc., responsible for domestic technical sales while also providing technical guidance to the company’s customers.
A definitive agreement has been reached between Tenaris S.A. and PAO TMK, a Russian company and manufacturer of steel pipe, to acquire 100% of the shares of PAO TMK’s wholly owned U.S. subsidiary IPSCO Tubulars, Inc.
Beaumont Machine has relocated to a new larger manufacturing facility, still in the Cincinnati area, to expand the machine line for components for new markets such as semiconductor materials processing and land-based power generation, particularly turbine blades.
The American Foundry Society is pleased to welcome Tom Dore as Technical Director. Formerly a vice president at AFS Corporate Member Alu-Bra Foundry, Dore has years of hands-on experience in foundry operations, including plant engineering, heat treating, sand casting, customer quality, and sales.
Mike Winkelmann, an industry veteran, has been appointed the new General Manager of the fast-growing Mechanical Services division of Plibrico Company, LLC.
Paulo recently announced three leadership changes to the Operations team. Kyle Moore has been promoted to Plant Manager of the St. Louis Division, Tim Mohr has been promoted to Director of Strategic Programs, and Tee Rassieur has been promoted to Vice President Operations.
Beaumont Machine relocates to larger manufacturing facility in Cincinnati, Ohio.
Tom Dore appointed Technical Director of American Foundry Society
Mike Winkelmann is the new General Manager of Plibrico\’s Mechanical Services division.
Kyle Moore promoted to Plant Manager of Paulo\’s St. Louis Division.
Tim Mohr, Director of Strategic Programs, Paulo
Tee Rassieur, Vice President of Operations, Paulo
Equipment Chatter
A Tier 1 automotive manufacturer recently chose Can-Eng Furnaces International Ltd to design and commission a high-capacity, heat-treatment system, providing T-6 and T-7 processing capabilities for lightweight aluminum High Pressure Die Casting (HPDC) automotive components.
A medical device manufacturer required an oven to preheat an aluminum mold for a silicone part that was to be filled and cured in the next manufacturing step and contracted with Despatch. The company develops innovative products that improve patient outcomes by enabling minimally invasive surgery.
A company that requires the heat treating of automotive parts in baskets recently purchased the No. 1040, a 2200°F (1204°C), inert atmosphere pit furnace, from Grieve Corporation.
Can-Eng designs heat treat system for Top Tier automotive company
Grieve\’s 1040 oven for auto parts manufacturer.
Kudos Chatter
Dr. Valery Rudnev, FASM IFHTSE Fellow, the Director of Science & Technology at Inductoheat Inc., was recently appointed this year’s speaker at the Woodside Lecture of the Detroit Chapter of ASM. The Woodside Lecture is named for William P. Woodside, the founder of ASM in Detroit (1913). Dr. Rudnev will be discussing “Recent Theoretical and Practical Novelties in Induction Heat Treatment.”
Saint-Gobain recently announced that Neha Dave, business manager of Specialty Materials at Saint-Gobain Ceramics & Plastics, has been named a 2019 STEP Ahead Emerging Leader by The Manufacturing Institute. Additionally, the institute is recognizing Silham El Kasmi, operational director for Saint-Gobain Crystals in France, as a 2019 STEP Ahead Award Honoree. Dave and El Kasmi were recently honored during an Awards Dinner Gala in Washington, D.C.
The world’s largest wind-turbine blade—351 feet (107 meters) long—has been manufactured by LM Wind Power in Cherbourg, France, as part of a GE Renewable Energy Haliade-X 12-MW offshore turbine. The blade is comprised of multiple thin layers of glass-and-carbon fibers with wood, fused together with resin.
In addition, the largest rotary tilting furnace in the world has been manufactured and supplied by GHI Smart Furnaces, in a project subsidized by the Basque Government in which the company has worked together with Befesa and Tecnalia. This is the second time the company has reached a world record.
Dr. Valery Rudnev, FASM, IFHTSE Fellow, selected to give Woodside Lecture.
Neha Dave
Silham El Kasmi
GE Renewable Energy builds larges wind turbine blade in the world.
GHI builds largest rotary tilting furnace in the world.
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com.
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
Today we continue an intermittent series of posts drawn from the 101 tips. The tips for this post come from a variety of categories but all generally address safety or cost-saving ideas.
Dr. Valery Rudnev, FASM, Fellow of IFHTSE, Professor Induction, Director Science & Technology, Inductoheat Inc., An Inductotherm Group company
Heat TreatTip #2
Avoid axle shaft cracks after induction tempering
Situation: In induction scan hardening of axle shafts, there was NO cracking occurred after scan hardening (case depth varies from 5 mm to 8 mm). Cracks appeared in the spline region after induction tempering.
Solution: Most likely, the cause of this problem is associated with a reversal of residual stress distribution during induction tempering. Reduce coil power for tempering and increase time of induction tempering. Multi-pulse induction tempering applying lower power density might also help. As an alternative, instead of modifying temper cycle, you can also try to reduce quench severity by increasing the temperature of the quenchant and/or its concentration.
When designing a vacuum furnace installation with a closed loop water system, elevate the tank and pump about 9 feet, then cage the space underneath for thermocouple storage, spares, and tools. Saves shop floor space.
IR cameras have come way down in price—for a thousand dollars, you can have x-ray vision and see furnace insulation problems before they cause major problems—also a great diagnostic tool for motors, circuit breakers, etc. (And you can spot deer in the dark!)
When SCRs are involved in the design of a new piece of equipment, questions arise. Control Concepts Inc of Chanhassen, MN, offers a 20-point design checklist to help engineers who don’t specialize in power controllers. Good reading. Search for “design checklist” at the website.
Before you specify a heat treatment, stop and consider your options. Rather than reusing an old specification, ask the design engineer to determine the stress profile, and base the hardness or case depth on real stress data. Is this complicated? Maybe. But especially for carburizing, why pay for more depth than you need, and why take the risk of inadequate strength? The 21st century is here. We have ways to help with the math. Let’s move beyond guess and test engineering methodology.
Heat TreatToday Technical Tuesday contributor, Dr. Valery Rudnev, FASM, IFHTSE Fellow, “Professor Induction”, and Director of Science and Technology at Inductoheat, Inc, is the featured speaker of an ASM International Materials Solutions webinar titled “Simple Solutions for Common Induction Heating Challenges: Lessons Learned”.
Dr. Rudnev will present this webinar on Thursday, January 24, 2019, 2 pm, and address:
Induction hardening of powertrain transmission and engine components
Failure analysis
How to avoid cracking in induction hardening
Subtleties of heating parts with holes, fillets, and other geometrical irregularities
Re-hardening (re-austenitization) of previously hardened parts
Novel inverters that allow instant and independent adjustment of both frequency and power
Selected challenges when applying induction tempering
Reducing process sensitivity and improving robustness and flexibility of induction systems.
Note: Attendees will earn a professional development hour for attending the webinar.
This webinar is sponsored by Inductoheat, Inc. For more information and to register, click here.
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
In today’s Technical Tuesday, we continue an intermittent series of posts drawn from the 101 tips. The category for this post is Induction Heating, and today’s tips–#29, #73, and #83–are from Dr. Valery Rudnev, FASM, Fellow of IFHTSE, “Professor Induction”, Director of Science & Technology at Inductoheat Inc., an Inductotherm Group company. Dr. Rudnev is a regular contributor to Heat TreatToday.
Heat TreatTip #29
Induction Heating Non-Ferrous Metals & Alloys
Dr. Valery Rudnev, FASM, Fellow IFHTSE, Professor Induction, Director Science & Technology, Inductoheat Inc., an Inductotherm Group company
Steel components by far represent the majority of hot worked and heat-treated parts for which electromagnetic induction is used as a source of heat generation. At the same time, many other non-ferrous metals and alloys are also inductively heated for a number of commercial applications. Induction heating of low electrically resistive metals such as Al, Mg, Cu, and others typically require using lower electrical frequencies compared to carbon steels, cast irons, or high resistive non-magnetic metals (such as Ti or W, for example) and metallic alloys. The lower value of electrical resistivity results in smaller current penetration depth (depth of heat source generation), making it possible to apply much lower frequencies without facing the danger of eddy current cancellation.
Heat TreatTip #73
Induction Hardening Powder Metal
When induction hardening powder metallurgy (P/M) materials, it is good practice to have a minimum density of at least 7.0 g/cm3 (0.25 lb/in.3). This will help obtain consistent induction hardening results. When hardening surfaces that have cuts, shoulders, teeth, holes, splines, slots, sharp corners, and other geometrical discontinuities and stress risers, it is preferable to have a minimum density of 7.2 g/cm3 (0.26 lb/in.3). Low-density P/M parts are prone to cracking due to a penetration of the gases into the subsurface areas of the part through the interconnected pores. Interconnected pores contribute to decreased part strength and rigidity compared with wrought materials. In addition, the poor thermal conductivity of porous P/M parts encourages the development of localized hot spots and excessive thermal gradients and also requires the use of quenchants with intensified cooling rates to obtain the required hardness and case depths. This is so because an increase in pore fraction and a reduction in density negatively affect the hardenability of P/M materials compared to their wrought equivalents.
Heat TreatTip #83
Induction Hardening Cast Iron
Induction hardening of cast irons has many similarities with hardening of steels; at the same time, there are specific features that should be addressed. Unlike steels, different types of cast irons may have similar chemical composition but substantially different response to induction hardening. In steels, the carbon content is fixed by chemistry and, upon austenitization, cannot exceed this fixed value. In contrast, in cast irons, there is a “reserve” of carbon in the primary (eutectic) graphite particles. The presence of those graphite particles and the ability of carbon to diffuse into the matrix at temperatures of austenite phase can potentially cause the process variability, because it may produce a localized deviation in an amount of carbon dissolved in the austenitic matrix. This could affect the obtained hardness level and pattern upon quenching. Thus, among other factors, the success in induction hardening of cast irons and its repeatability is greatly affected by a potential variation of matrix carbon content in terms of prior microstructure. If, for some reason, cast iron does not respond to induction hardening in an expected way, then one of the first steps in determining the root cause for such behavior is to make sure that the cast iron has not only the proper chemical composition but matrix as well.
If you have any questions, feel free to contact the expert who submitted the Tip or contact Heat TreatToday directly. If you have a heat treat tip that you’d like to share, please send to the editor, and we’ll put it in the queue for our next Heat TreatTipsissue.
We have two years under our belt and what a blast we’re having helping manufacturers with in-house heat treat departments, especially those in the aerospace, automotive, medical, and energy sectors, stay up-to-date on the latest heat treating technology, tips, tricks, and news. As we celebrate this 2nd anniversary, it is appropriate to express our sincere thanks to a number of people.
First, thank you to the following companies for having faith in Heat Treat Today to carry their marketing message to the heat treat marketplace:
There are several industry veterans who have helped us procure content that appeals to and serves our in-house heat treating audience. I’d like to express a special thanks to:
Dr. Valery Rudnev of Inductoheat, Inc., has provided his considerable wealth of knowledge on induction heating.
My long-time friend and industry colleague, Alan Charky, of VacAero and now Mainly Sunny Marketing Communications, has been instrumental in a variety of ways when it comes to content curation and has been nothing but generous.
Jeb Blair, from PRAXIS Communications in the Philadelphia area has been a big help with website analytics and SEO.
Jim Oakes of Super Systems Inc. and Peter Sherwin of Eurotherm also lent valuable input and encouragement early in the process. A big “thank you” goes to these two gentlemen as well.
I am also thankful to one other unnamed company who has been very supportive and patient as we’ve built Heat Treat Today. They’ve done so in large part quite sacrificially. I am sincerely indebted to this company and especially to the top management team there for their moral and selfless support.
I’d also like to thank the Heat Treat Today team:
Mary Glenn, also known as the lovely and gracious Mrs. Glenn (my wife), who has served in multiple roles during the last two years — editor and audience development among them. Thank you, Mary, for your invaluable support!
Brandon Glenn, who is not my son even though he looks very much like he could be. Brandon has been responsible for all the website development and e-newsletter designs, and it is he who makes sure all the correct ads are running on the website each month. (For the record, he’s my brother’s son!)
Laura Miller joined our team a year ago as a contributing editor and has very quickly become a cornerstone of our efforts. Laura is the one who provides the daily content. She’s doing a wonderful job. Thank you, Laura.
Jonathan Condon, a very talented young man who attended the same Presbyterian church and does a great job with our Heat Treat Radiopodcasts. Jonathan is finishing up college and finds time to produce our podcasts very proficiently.
Jonathan’s mother, Kelly Condon, recently joined the team helping with billing and other administrative work. (not pictured)
Mary Glenn
Brandon Glenn
Laura Miller
Jonathan Condon
Doug Glenn, Publisher
Heat Treat Today would not be possible without all of the above advertisers, industry veterans, and team members. A big 2nd anniversary “thank you” to all. And it should not go without saying that all of us at Heat Treat Today are thankful to God for his blessings as we’ve navigated these first two years. Anything good we’ve done is really His fault!! Any mistakes: our fault!
Two years ago there was no Heat Treat Today. Two years ago there was no Heat Treat Radio. Two years ago, there was no Heat Treat Shop. Who knows what the years ahead will bring? Lord willing, we’ll continue to grow in our usefulness to the industry, and more and more in-house heat treaters will find the content and manner of delivery of that content helpful. The fact is, we have a LOT of ideas that we’re currently working on. Keep your eyes on Heat Treat Today. There should be more good stuff coming in the future.
Heating by means of electromagnetic induction is a topic of major significance. In the recently published (Sept. 2017) Handbook of Induction Heating (2nd Ed.), a comprehensive resource on induction heating and heat treating processes, the authors focus on addressing the intricacies of electromagnetic induction heating for the induction thermal community, providing numerous case studies, ready-to-use tables and simplified formulas and graphs.
The new edition (the first edition was originally published in 2002 and maintained a spot on the publisher’s “bestseller” list for the first 10 years) reflects numerous innovations that have taken place over the last decade in the practice and science of induction heating and heat treating, computer modeling, power supplies, failure analysis, quality assurance, and process technology. This technical resource promises to continue to be a synthesis of information, discoveries, and novelties that have been accumulated in industry and academia providing practical, comprehensive knowledge, technical insights, and guidelines.
Dr. Valery Rudnev, FASM, is the Director of Science & Technology, Inductoheat Inc., and a co-author of Handbook of Induction Heating (2nd ed.)
New Content, Case Studies, and Updated Graphics
The majority of content presented in the first edition has been completely rewritten for the second, and a significant amount of new material has been added. This includes
· Up-to-date content is provided for the following: metallurgical specifics of induction hardening of plain carbon and low alloy steels; process parameters selection for hardening cast irons vs. martensitic stainless steels vs. bearing steels vs. powder metallurgy components; the effect of rapid heating on the kinetics of austenite formation; subtleties of quenching techniques applied in induction hardening; the impact of prior microstructure, its heterogeneity, and the presence of the residuals on hardening results.
· A number of innovative induction technologies specifically developed for automotive, aerospace, off-road machinery, energy, construction, and other industries, have been reviewed, emphasizing equipment designs that maximize metallurgical quality, process robustness, machine flexibility and energy efficiency, while minimizing excessive part distortion and probability of cracking; subtleties of induction hardening and tempering of variety of critical powertrain and engine parts, including gears and gear-like components, stepped shafts, parts with geometrical irregularities (such as holes, shoulders, keyways, undercuts, etc.); a comparison of single frequency vs. simultaneous dual frequency vs. variable frequency on obtaining contour hardening.
· Aspects of components failure analysis and problems associated with reaching excessive temperatures, the occurrence of grain boundary liquation (incipient melting), grain coarsening, and other metallurgical factors are reviewed; simple solutions for typical heat treat challenges and a “fishbone” diagram of cracking are provided; transient and residual stresses are discussed.
Handbook of Induction Heating (2nd ed.), by Valery Rudnev, Don Loveless and Raymond L. Cook, 2017, CRC Press
· Inventions and innovations related to inductor designs have been reviewed: for example, in single-shot hardening of shaft-like components, a unique inductor design allows the extension of its life more than sixteen-fold compared to the industry standard as verified by the tool-room tags of the users; aspects related to the failure analysis of hardening inductors and induction coils used in different applications and prevention of their premature failures have been examined.
· The discussion of the causes for crack initiation and the propagation during rapid heating and intense quenching and means to control or eliminate cracking has been greatly expanded. Innovative inductor design made achieving almost undetectable distortion when hardening camshafts possible, allowing the elimination of the necessity of a subsequent straightening operation.
· The modular design concept in induction heating of ferrous and non-ferrous (e.g., Al, Cu, Mg, etc.) metallic materials prior to forging, extrusion, rolling, and upsetting is included, as well as efficient induction heating of billets, bars, rods and tubular workpieces; concept of true temperature control and ways to avoid surface and subsurface overheating and billet sticking (fusing) problems.
· Modern low-, medium- and high-frequency power supplies for various needs of induction heating and heat treating are discussed. This includes novel semiconductor inverter technologies, simultaneous dual frequency power supplies, as well as inverters that allow controlling independently and instantly frequency and power (IFP-Technology) during scan hardening. Topology, applicability, troubleshooting and maintenance, and other aspects of typical induction power supplies have been reviewed. Engineering procedures assuring a proper “coil-to-power supply” load-matching characteristics are provided.
· The use of induction heating in brazing, soldering, bonding, shrink fitting, sealing, coating, and other applications is discussed.
· Common misassumptions and misleading postulations associated with the theory and practice of induction heating are clarified in the 2nd edition.
· Best practices and recommendations for equipment maintenance and safety principles are provided. Do’s and Dont’s items are reviewed, along with discussion on the direct and indirect effects of electromagnetic field exposure on health, passive and active medical implants, hypersensitivity, etc. Awareness programs regarding non-ionizing radiation and evaluation of the health risks associated with external field exposure and ways to monitor and control them are included.
· Crucial tips executives must know regarding computer modeling of induction heating processes.
“Three World-Class Experts on Staff”
Jon D. Tirpak, PE, FASM; Executive Director, Forging Defense Manufacturing Consortium, and Past President, ASM International (2015-2016)
The 2nd edition Handbook of Induction Heating is intended to reach a wide variety of readers including practitioners, students, engineers, metallurgists, managers, and scientists.
Jon D. Tirpak, PE, FASM; Executive Director, Forging Defense Manufacturing Consortium, and Past President, ASM International (2015-2016) says the following about Handbook of Induction Heating:
“The 2nd Edition of the Handbook for Induction Heating is equivalent to having 3 world class experts on staff without paying high priced consulting fees. For your seasoned, and probably more importantly, your new and emerging manufacturing and process engineers, this comprehensive guide provides the details your company needs to compete around the world. Significant technical achievements have occurred since 2002 with the last edition. Rudnev, Loveless, and Cook have compiled an indispensable, world-class text replete with the basics and advanced concepts of induction heating. The case studies also illustrate and inspire the design and deployment of innovative concepts which transform theory into application. If you are not reading and using this tour de force, it is safe to say that your competitors have read and marked up their copies.”
________________________________________________
Dr. Valery Rudnev, FASM, is the Director of Science & Technology, Inductoheat Inc., and a co-author of Handbook of Induction Heating (2nd ed.), along with Don Loveless and Raymond L. Cook. The Handbook of Induction Heating, 2nd ed., is published by CRC Press.
[button link=”https://www.crcpress.com/Handbook-of-Induction-Heating-Second-Edition/Rudnev-Loveless-Cook/p/book/9781138748743″ size=”default” icon=”Select a Icon” side=”left” target=”blank” color=”b75b14″ textcolor=”ffffff”]Click Here to Buy Your Copy[/button]




 One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s 101 Heat Treat Tips is another opportunity to learn the tips, tricks, and hacks from some of the industry’s foremost experts.
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s 101 Heat Treat Tips is another opportunity to learn the tips, tricks, and hacks from some of the industry’s foremost experts.








 Discolored Part—Who’s to Blame?
Discolored Part—Who’s to Blame?
 AMS2750 Is Golden
AMS2750 Is Golden