The growth we’re reporting on in today’s News from Abroad installment is not just about expansions but also modernization and innovation. Read about a continuous galvanizing and annealing line for a Turkish automaker, a new 190-ton EAF set to be one of the largest installations in the world, a next-generation anode furnace to meet sustainability targets, and for reducing CO2 emissions, improving impurity removal capabilities and bringing flexibility in treating secondary materials, and the installation and commissioning of new hot edge inductors for its cold mill rolling line (S5) to address the tight edge issues in aluminum strip that occurred during high-speed rolling.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat processing. a Vulkan-Verlag GmbHa publication, serves mostly the European and Asian heat treat markets.
Turkish Auto Maker Expands with Continuous Galvanizing/Annealing Line
View of the Borçelik site
“Turkish steel manufacturer Borçelikhas selected international technology group ANDRITZto supply a combi-line furnace for a new continuous galvanizing and annealing line to produce automotive material. The line will be part of a new cold strip mill complex to be built in Bursa, Gemlik, region. It will supply hot-dip galvanized strip for automotive exposed panels as well as uncoated strip. Start-up at Borçelik is scheduled for the third quarter of 2026. The ANDRITZ scope of supply includes a radiant-tube furnace with annealing and soaking sections and a mixed soaking/slow cooling section followed by ANDRITZ Differential Rapid Jet Cooling.”
Next-Gen Anode Furnace Targets Reduction in CO2 emissions
Metso’s modernized Anode Furnace
“Metso is launching a next-generation Anode Furnace for reducing CO2 emissions, improving impurity removal capabilities and bringing flexibility in treating secondary materials. The upgraded Anode Furnace features the latest design, advances in process safety, and ease of maintenance. Furthermore, it presents two exciting methods for reducing CO2 emissions. The Anode Furnace delivery scope consists of all key equipment required for operating the furnace. Metso’s holistic competence in smelter process optimization and integration of automation systems ensures that the furnace will be seamlessly integrated into the processing chain in both brownfield and greenfield applications. When combined with services and on-site support, a smooth commissioning and start-up is ensured.”
Oxelösund, where SSAB’s new 190-ton EAF will be installed
“Swedish steelmaker SSABhas chosen plant supplier SMS group for the construction of a new 190-ton EAF, which is set to be one of the largest installations in the world with an upper shell diameter of 9.3 metres. The new EAF, located in Oxelösund, has its first heat scheduled for the fourth quarter of 2026 and will lower total CO2 emissions in Sweden by 3%, say the companies. Powered by a 280 MVA transformer, the EAF will also utilize technology to meet the limitations imposed by the grid authority in terms of flicker, power factor, and harmonic distortion. SSAB has also entrusted SMS group with the integration of a direct feed (DF) system from GE Vernova to be fitted in the new furnace at Oxelösund. The technology aims to ensure the new EAF operates smoothly and efficiently without disrupting the grid, thereby contributing to the reduction of CO2 emissions.”
hot edge inductors for cold mill rolling line Installed
Hot edge inductors installed by Primetals Technologies at Hulamin’s cold mill rolling line (S5) in Pietermaritzburg, South Africa
“Primetals Technologies have signed the final acceptance certificate (FAC) with aluminum producer Hulamin following the installation and commissioning of new hot edge inductors for its cold mill rolling line (S5) in Pietermaritzburg, South Africa. This upgrade aims to address the tight edge issues in aluminum strip that occurred during high-speed rolling, leading to improved product quality. The moving induction heating head assembly has been installed on the exit side of the mill, below the exit delivery table. These assemblies are positioned close to the roll surface, just outside of the strip width, effectively counteracting the thermal camber that causes tight edge issues during high-speed rolling. The hot edge inductors have resolved the tight edge issues by providing additional heat to the work roll at the strip edge, expanding the roll and alleviating tight edges. This has led to better control of the strip edge shape. The aluminum producer has observed noticeable improvements in the on-line strip shape performance and continue to further optimise and refine the use of these actuators in its rolling programme.”
The thermal processing industry is a good example of how the on-site production of hydrogen by water electrolysis can be beneficial for many of its processes and for reducing the CO2 of its plants. In today’s Technical Tuesday, David Wolff, industrial sales director at Nel Hydrogen, discusses how, from plasma spray to metal AM binder jet to annealing at rolling mills, industries across medical, automotive, and beyond are looking to water electrolysis for hydrogen production.
Hydrogen atmospheres are widely used in high temperature thermal processing, including annealing, brazing, PM, MIM, and binder jet AM sintering, metal-to-glass sealing, and related processes such as thermal spray. Hydrogen helps heat treaters achieve acceptable product characteristics. It’s used as a very powerful reducing agent, and it actively cleans surfaces as compared to inert gas atmospheres which only displace oxygen.
Relative to hydrogen’s use in helping plants decarbonize, it’s a fact that major OEMs buying heat treating services and heat treated products are demanding that their suppliers report their decarbonization progress. To meet the needs, hydrogen generation is becoming ever more compelling to heat treaters to ensure hydrogen for atmosphere needs inside the plant, and to help minimize their carbon footprint.
The Clean Energy Supply Conundrum
Most U.S. heat treating facilities get their atmosphere components delivered by truck. The truck emits CO2 and the hydrogen on that truck is likely “gray” hydrogen made from natural gas. Hence, the carbon footprint from their hydrogen use is notable. Importantly, the electricity grid operators are actively seeking ways to enhance the business success of providers of low carbon electricity. The key issue with those providers — solar, wind, hydro, and nuclear — is that they cannot easily follow the ups and downs of demand. Instead, consumers get electricity from those resources when the wind is blowing, the sun is shining, or the river is high. In the case of nuclear plants, they preferentially run at near fixed output, day and night. They run continuously regardless of demand. As the grid demand is very low at night, they get very low prices for the electricity they generate. They only make money for 12 or so hours a day. That’s why a lot of nuclear plants are threatening shutting down for economic reasons.
Taking Advantage of Low Demand Period Energy Prices for Use During High Demand Hours
Consider this scenario: What if a client with electrolysis capacity to produce hydrogen, such as a heat treater, could buy electricity at lower nighttime prices to make the hydrogen it needs during the day shift for its various processes, perhaps even heating their furnaces? The clean energy provider would be pleased to have more income during its low demand, low price times. The heat treat plant is happy saving money buying decarbonized electricity at low demand prices to make clean hydrogen for its various thermal processes and to operate its furnaces. And, the heat treat company’s OEM clients demanding decarbonization are satisfied, too.
How To Get Started
The scenario described above is a practical and real one for the heat treat industry today. Nel Hydrogen recommends that a heat treat company begin with a plan. That plan may comprise several phases. It’s important to seek out a knowledgeable hydrogen partner in this endeavor to specify exactly what’s needed. For heat treat applications, users generally would want compact equipment, extreme hydrogen purity, load following, near-instant on and instant off, and sufficient hydrogen pressure that make it flexibly suited for a variety of thermal processes, and for hydrogen storage addition at a later time if desired.
Figure 1. Compact hydrogen generators using water electrolysis for thermal processing applications (Source: Nel Hydrogen)
Both batch and continuous processes can be served. Batch processes may benefit from a small amount of surge storage at the outset. By combining on-site hydrogen generation with a small amount of in process hydrogen surge storage if needed, on-site hydrogen generation can be used to meet the needs of batch processes such as batch furnaces and thermal spray. By carefully choosing generation rate and pressure, and surge storage vessel volume and pressure capacity, the combination of generation with surge storage can provide maximum process flexibility while minimizing the amount of hydrogen actually stored.
The presence of a small amount of hydrogen surge storage also protects clients’ parts in case of an electric interruption that stops hydrogen production. The surge storage hydrogen can protect the parts while they cool under a reducing atmosphere.
In practice, specific client priorities such as minimum hydrogen storage, or lowest system capital cost, or highest degree of expandability, or least amount of space occupied, can be met by choosing the specific hydrogen generator capacity and surge storage system employed for any particular production challenge.
Examples of Thermal Processors Producing Hydrogen On Site with Water Electrolysis
Decarbonization will be a near-future requirement as part of the global effort to evolve towards a cleaner, greener world. On-site hydrogen generation in industry makes great sense to align with those initiatives. Right now, the thermal processing industry is experiencing the benefits of producing hydrogen on site for its production processes, and the decarbonization demand will be easier to accommodate with that infrastructure in place.
Here are a few examples of companies performing a variety of thermal processes that have made the decision to use water electrolysis to produce hydrogen on site:
Plasma Spray of Cast Iron Cylinder Liners
One of the most compelling examples has been implemented by two different U.S. automakers to accommodate the increasing use of low-weight aluminum engine blocks in today’s high efficiency vehicles. Aluminum blocks must have a cast iron lining on the inside of the cylinder bore to maximize the durability of the engine. (Older readers may recall the notorious Chevy Vega that used an aluminum engine without a cast iron liner. The author’s wife had one Vega which burned through three engines!)
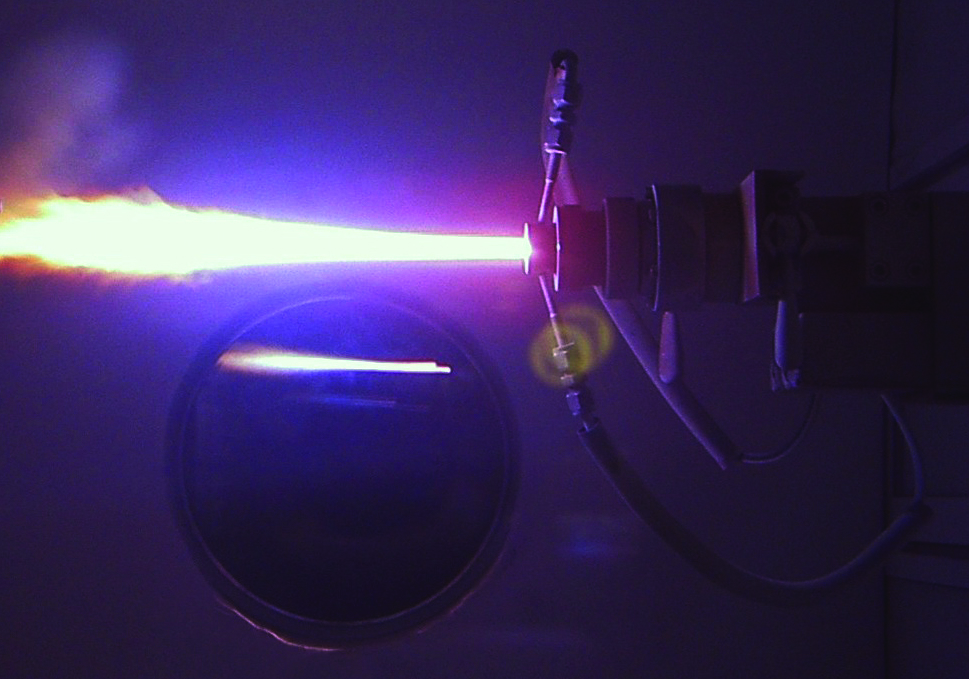
Figure 2. Plasma torch used to spray-apply metal coatings in additive
manufacturing processes (Source: Shutterstock)
The traditional approach to provide a cast iron liner was to drive a sleeve into the aluminum engine block. However, a new technology has been commercialized by which the cast iron liner is spray-applied using a plasma torch. The torch uses hydrogen and argon gases to add energy and maintain the necessary low oxygen atmosphere. The plasma spray was a new addition to engine production facilities that had not previously been equipped with hydrogen supply and thus elected to generate their own to minimize delivered hydrogen and avoid the need for hydrogen inventory and extensive supply piping.
The electrolyzers recommended for plasma spray applications are compact and produce high purity hydrogen of better than UHP grade at 200+ psig pressure, with less hydrogen stored than would fill a party balloon bouquet. About the size of a washing machine or refrigerator, depending on the model, each unit is low maintenance, compact, quiet, and can be installed nearly anywhere in a facility.
Metal Additive Manufacturing (AM) Binder Jet
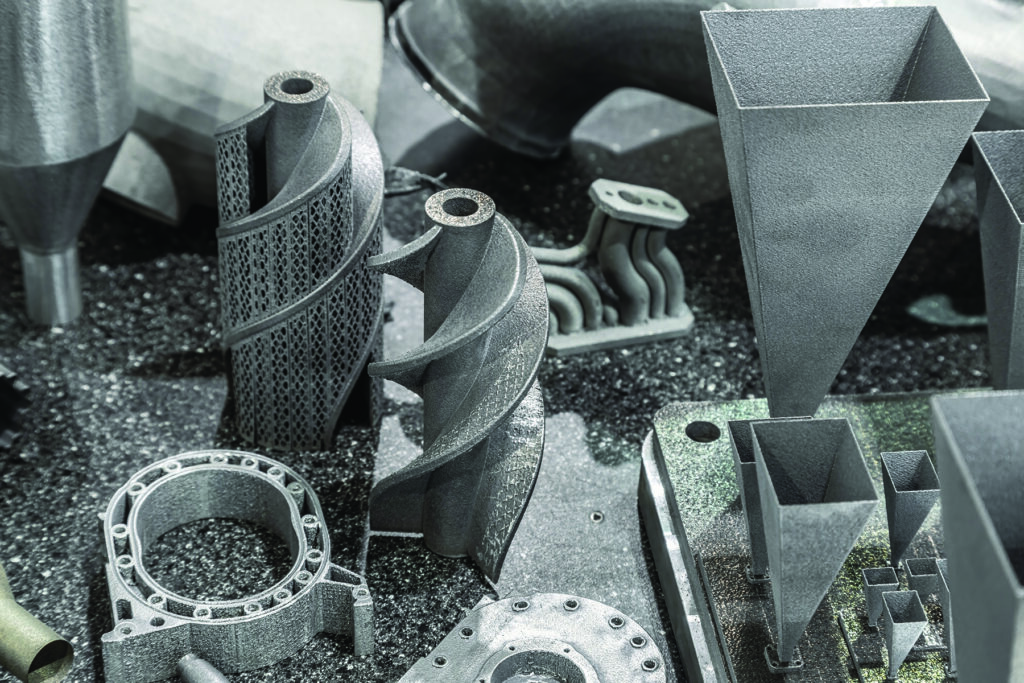
One of the most exciting approaches to metal AM is the technology called binder jet, which creates a near net shape part using polymer and wax binders to adhere metal powders. After the part is formed, the binders are chemically or thermally removed. Then the part is sintered to attain near net shape and full part density. Hydrogen is required for the sintering atmosphere to prevent oxidation of the part during the sintering process. Binder jet technology promises to provide for mass production of individually customized parts at high production rates and consequently lower costs than parts produced individually.
Figure 3. Binder jet metal AM parts sintered in a hydrogen atmosphere (Source: Shuttershock)
Many new metal AM production facilities are being established in factories that are not already equipped for the delivery, storage, and internal piping/distribution of hydrogen. As such, many have chosen instead to use zero inventory hydrogen made on site to minimize infrastructure investments. Electrolyzers for small-scale applications requiring up to 230 scf/hr of hydrogen gas at 99.999+ % purity are advised for metal AM. About the size of a large refrigerator, the units require minimal facility floor space, are easy to maintain, and can be installed in any non-classified space. Applications for AM include medical, electronics, industrial, and automotive components.
Annealing at Rolling Mills
Plate and strip metal are processed in rolling mills where the thickness of the metal is reduced by alternating “cold” rolling steps followed by intermediary hot annealing steps. Cold rolling makes the metal more brittle, so it is necessary to have an annealing step following each rolling step. The metal is alternately thinned and then softened for what could be several iterations. Hydrogen is required for the annealing steps to maintain metal surface quality while heated. Because of the periodic market disruptions in delivered hydrogen from plant outages or trucking interruptions, several rolling mills have chosen to generate hydrogen on site to augment or entirely replace their delivered hydrogen supply. The benefits that the plants experience are primarily focused on supply reliability. Of course, they are also eliminating the carbon footprint associated with truck delivery. In this case, the carbon footprint of the generated hydrogen is determined by the particular electricity generating mix that serves the plant site.
Most often at rolling mills, electrolyzers that produce up to 1,140 scf of hydrogen gas at 99.999+ % purity are best suited for the hydrogen requirement. These units replace the need for hydrogen tube trailers or liquid hydrogen storage. They can be installed in the mill or can be containerized outdoors, offering flexible siting and reduced operational safety risks compared to delivered hydrogen.
Figure 4. Steel rolls are heated in an annealing step to soften the metal during production. (Source: Istock)
On Track Towards Decarbonization
Described in the examples above, once the means to generate hydrogen is chosen at a thermal processing facility, the company can move further along the decarbonization journey. This may be to apply a strategy as outlined in the electricity scenario whereby the company takes advantage of low demand rates or institutes an alternative creative idea. Certainly, as more and more clients demand proof that suppliers are reducing their carbon footprint, more strategies will be developed and implemented to serve the thermal processing industry. Simply generating hydrogen on site removes the trucking emissions factor and is a beneficial and practical starting point.
About the Author:
David Wolff Eastern Regional Sales Manager Nel Hydrogen
David Wolff has 45 years of project engineering, industrial gas generation and application engineering, marketing and sales experience. He has been at Nel Hydrogen for over 25 years as a sales and marketing leader for hydrogen generation technologies.
For more information: Nel Hydrogen at sales@nelhydrogen.com.
A major ship builder has acquired a vacuum furnace for the Additive Manufacturing Division at the company’s new Manufacturing Center of Excellence. The single chamber vacuum furnace will be used primarily for annealing powder metal 3D printed parts, with additional capabilities for on-demand tool hardening applications.
Piotr Zawistowski Managing Director SECO/VACUUM Source: SECO/VACUUM
The 3D printing shop and annealing furnace supplied by SECO/VACUUM will enable rapid fabrication of critical replacement parts faster than traditional manufacturing methods, allowing the manufacturer to get ships out of dock and back underway sooner. The Vector furnace is equipped with a 36 x 36 x 48 inch metal hot-zone, a high-vacuum diffusion pump, and a 6-Bar high-pressure argon and nitrogen gas quench.
“To get their 3D operation up and running quickly, we were able to pull off some clever production schedule juggling in order to accommodate their special request for an accelerated delivery schedule,” said Piotr Zawistowski, managing director of SECO/VACUUM.
This vacuum furnace provides a wide range of additional processes, including hardening, tempering, solution heat treating, brazing and sintering, and low-pressure carburizing. Vector produces clean, uniform, high-quality parts with repeatable accuracy and no oxidation.
The press release is available in its original form here.
A leading automotive manufacturer is updating its heat treating operations with Endothermic gas generators to enhance the carburizing process. The company, which produces engine parts that require high durability and wear resistance, is modernizing the facility’s aging, gas-heated generators with a more efficient, cost effective and sustainable solution.
Daniel Panny Head of Sales in Europe UPC-Marathon Source: UPC-Marathon
To support the company’s modernization initiatives, UPC-Marathon, a Nitrex company, is supplying five advanced, electrically heated EndoFlex L Endothermic gas generators designed specifically for carburizing, a heat treat process that hardens surfaces by introducing carbon into the material. The facility’s production had been caught in a bottleneck due to the age of the gas-heated generators, which were consuming excessive natural gas and contributing to CO₂ emissions.
UPC-Marathon’s EndoFlex L endothermic gas generator system Source: UPC-Marathon
“The partnership extends beyond this project,” said Daniel Panny, head of Sales Europe at UPC-Marathon. “Building on the success of past collaborations, where we upgraded legacy generators with the EndoInjector gas injection system to enhance and stabilize endothermic gas delivery, the customer selected the EndoFlex L for this major overhaul..”
Set for commissioning early next year, the Endothermic gas generators will play a key role in the manufacturer’s modernization strategy, supporting its long-term economic and environmental objectives.
The press release is available in its original form here.
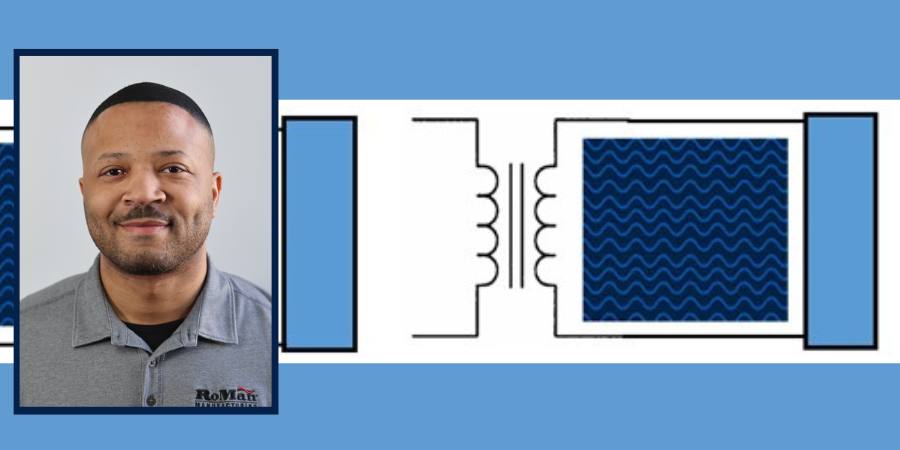
In this installment of the Controls Corner, we are addressing inductance in a furnace heating system, and the critical role it plays in various industrial systems, including furnace load systems. Impedance acts as a measure of how much a circuit resists the flow of AC current. In this guest column, Brian Turner, sales applications engineer at RoMan Manufacturing, Inc., explains how impedance applies in electrical circuits.
Inductance is a fundamental concept in electrical engineering, and it plays a critical role in various industrial systems, including furnace load systems. In furnaces used for heating, inductance is a key factor influencing the system’s electrical performance, energy efficiency, and overall operational behavior.
To talk about inductance, let’s first address impedance and how it applies:
In electrical circuits, impedance refers to the total opposition to the flow of alternating current (AC), which is a combination of both resistance (from resistors) and reactance (from inductors), essentially acting as a measure of how much a circuit resists the flow of AC current, taking into account both the resistive component (like a resistor) and the reactive component (like an inductor at a specific frequency) within the circuit.
Load configuration, power source (IGBT, VRT, ERT) to the furnace feedthrough Source: RoMan Manufacturing Inc.
Inductance
Inductance is the property of an electrical conductor that opposes a change in the current flowing through it. It arises from the magnetic field generated around the conductor when an electric current passes through it. The unit of inductance is the Henry (H).
In an AC circuit, inductance creates a phenomenon known as inductive reactance, which resists the flow of current. Inductive reactance (XL) is given by the formula:
XL= 2πƒL
Where: • XL is the inductive reactance (in ohms) • f is the frequency of the AC supply (in hertz) • L is the inductance (in Henrys)
This reactance influences how the current behaves in the system, which is particularly important in furnace load systems where high current flows are common.
Resistance
Electrical resistance is the opposition that a material offers to the flow of electric current. It is measured in ohms (Ω) and depends on factors such as the material’s properties, its temperature, and the geometry of the conductor (length, cross-sectional area). In heating systems like vacuum furnaces, resistance is harnessed to convert electrical energy into heat through Joule heating (also known as resistive heating).
The relationship between electrical power, voltage, current, and resistance is governed by Ohm’s law:
V = IR
Where: • V is the voltage across the heating element(in volts) • I is the current through the element (inamperes) • R is the electrical resistance of theelement (in ohms)
The heat generated by the furnace’s heating elements is a function of the power dissipated in the resistance, given by the equation:
P = I2 x R
This shows that the heat produced is directly proportional to the resistance and the square of the current flowing through the heating elements
Close Couple
Reducing the material in the secondary* reduces resistance (HEAT = I2 x R)
Reducing the area in the secondary reduces inductive reactance increasing power factor
To be most efficient, use the shortest amount of conductor material from the electrical system secondary to the furnace feedthrough. Additionally, keep the distance between those conductors as small as possible.
Power Factor and Efficiency
Inductance in a furnace load system causes the current and voltage to be out of phase. This phase difference results in a lower power factor, which is a measure of how effectively the system converts electrical power into useful work. A lower power factor means that more apparent power (the combination of real power and reactive power) is required to achieve the same level of heating.
In practical terms, a furnace with a high inductive load will draw more current from the power supply for a given amount of heating, leading to increased energy losses and inefficiency.
In practical terms, a furnace with a high inductive load will draw more current from the power supply for a given amount of heating, leading to increased energy losses and inefficiency. Power factor correction techniques, such as the use of capacitors, are often employed to counteract the effects of inductance and improve system efficiency.
Conclusion
Inductance is a fundamental factor in the operation of furnace load systems, influencing everything from heating performance to energy efficiency and power quality. By understanding and managing inductance, furnace operators can optimize their systems for maximum performance while minimizing energy losses and operational costs. Controlling inductance is essential for ensuring that furnace load systems operate reliably and efficiently in demanding industrial environments.
*The connection from a vacuum power source to the furnace’s feedthroughs, this connection can be made using air-cooled cables, water-cooled cables, or copper bus.
About the Author:
Brian Turner Sales Applications Engineer RoMan Manufacturing, Inc.
Brian K. Turner has been with RoMan Manufacturing, Inc., for more than 12 years. Most of that time has been spent managing the R&D Lab. In recent years, he has taken on the role as applications engineer, working with customers and their applications.
The four heat treat industry-specific economic indicators have been gathered by Heat Treat Today each month since June 2023. For the second month in a row, all four economic indicators reflect anticipated growth.
The indicators, which were compiled in the first week of December, show that suppliers expect the economy to experience growth throughout the month of December across all indices. This is the first month since March 2024 that the numbers in all four categories rose above 60, anticipating wide-scale improvements across the entire North American heat treat economy. In particular, the numbers increased by 6.5 and 7.5 points in the value of bookings and the size of backlog, respectively.
The results from this month’s survey (December) are as follows; numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in Number of Inquiries from November to December: 65.0
Anticipated change in Value of Bookings from November to December: 62.5
Anticipated change in Size of Backlog from November to December: 65.0
Anticipated change in Health of the Manufacturing Economy from November to December: 61.3
Data for December 2024
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Maintaining clear communication for high precision processing, critical with medical component heat treating, requires sophisticated operations. In today’s Technical Tuesday, Mike Grande, vice president of Sales at Wisconsin Oven Corporation, provides an overview of how the industrial internet of things (IIoT) advances heat treat performance capabilities and ensures accurate, repeatable results.
Today’s technology is evolving at an exponential rate. Over the last several years, digital technology has provided more and more connectivity between devices and processes. One of the most impactful is IoT technology. From smartphones to virtual assistants, touchscreen refrigerators to thermostats and interconnected home management systems, these products are quickly changing the way people interact and connect.
In addition to consumer products, the industrial world is also seeing increased reliance on this technology to improve throughput, decrease energy use, and increase equipment longevity by capturing and analyzing the data generated by their machines.
What Is IoT and IIoT Technology?
IoT (internet of things) refers to everyday items that have been equipped with sensors that transfer data over a network. Refrigerators, lights, thermostats, smart speakers, and entire homes are now available with IoT technology. Devices equipped with IoT options provide conveniences like remote monitoring, advanced programming, and smart learning, which make daily and household tasks easier. What seemed like science fiction just a few years ago has become reality.
This impressive technology does not only apply to the consumer world. The application of IoT to the manufacturing sector is even more impactful. Industrial internet of things (IIoT) is the term used to describe the application of connected IoT technology to industrial machinery. These systems collect and analyze data, learn from that data (“machine learning”), perform predictive maintenance, and then share that information with personnel, manufacturers, including manufacturers of the machines being monitored, and even other devices. This type of data collection and analysis gives valuable insight into the facilities, processes, and equipment to ensure that everything from energy usage in a facility to equipment performance for a process is optimized.
Figure 1. The IoT gateway collects the data from oven-mounted sensors and wirelessly transmits it to the cloud. Source: Wisconsin Oven Corporation
How Is IIoT Used in Industrial Ovens and Furnaces?
IIoT technology tracks the performance and health of the most critical components and conditions in the ovens and furnaces they are monitoring. The system utilizes an IoT gateway (Figure 1), which collects information from predictive maintenance sensors that gathers performance data and stores it over time. The gateway also wirelessly transmits the data to a cloud platform where it can be displayed in dashboards, designed for easy viewing and monitoring. Thresholds are set at warning or alarm conditions. When exceeded, the system alerts the user or the oven manufacturer that there is a problem. This type of system predicts component failures before they occur, allowing time to schedule maintenance and minimize unplanned downtime.
Figure 2: An example of a dashboard used on an oven IIoT system Source: Wisconsin Oven Corporation
The data is displayed in a dashboard format (Figure 2) which permits visual analysis of the information, and intuitive understanding of the process being performed in the oven. In the example of an oven used to process parts in an inert atmosphere, the x-axis represents the elapsed time, which can be expanded or collapsed by the user in order to provide a more (or less) detailed view of the process. The y-axis tracks variables such as temperature, pressure, oxygen level, nitrogen flow rate, and humidity level.
A few examples of the oven data gathered and analyzed by an IIoT system are as follows:
The output of the temperature controller is monitored. If, for example, the controller output is normally running at 30% for a specific oven (meaning the oven is using 30% of its full heat capacity), and for no apparent reason it increases to 60% output, this indicates either an exhaust damper is stuck open and causing the oven to exhaust too much of its heat, there is a heater failure, or a door is not closing fully, or something else.
Vibration sensors installed on recirculation blowers can monitor the health of the oven. Since blowers are rotating machines, they have a predictable vibration frequency and amplitude. As the blower bearings wear over time, these vibration parameters change. The IIoT system uses proprietary algorithms to determine acceptable vibration levels at different temperatures and RPMs. As the vibration values change over time, the system can predict when blower failure is likely, prior to it occurring. This allows replacement parts to be ordered before a “hair on fire” situation where the equipment suddenly stops working, interrupting production and workflow.
In order to monitor the burners on gas-fired ovens, the flame safety system is wired to the IIoT system. This allows remote evaluation of the flame sensor, purge timer, and other components that are critical to safe and proper burner operation. On older ovens, nuisance shutdowns can occur due to a dirty combustion blower, dirty flame rod, faulty airflow switch, or other reasons. An IIoT system allows the oven manufacturer to remotely diagnose this type of issue without ever sending a service technician to the job site, saving time and money.
An oven IIoT system is often used to measure the oven chamber pressure. Ovens can be intentionally operated at a neutral pressure, a slightly negative, or slightly positive pressure, for various process-related reasons. A pressure sensor measures this value and, via the IIoT gateway, delivers it to the dashboard in real time. If the chamber pressure strays outside of a predetermined range, this indicates a failure such as an improper damper setting or a malfunctioning exhaust blower.
The Benefits of IIoT Technology
Predictive maintenance is one of the most important benefits of IIoT. The ability to prevent potential equipment breakdowns and resulting process bottlenecks is invaluable. Not only does IIoT allow plant managers and operators to schedule maintenance ahead of time, it also reduces maintenance hours by knowing exactly what the issue is that needs to be serviced. This reduction in unplanned downtime increases productivity, which translates to higher profits.
The quantity of detailed, relevant data available (real time and retroactive) via the IIoT system exceeds the information a service technician can gather oven side, especially if the oven has stopped working. Using IIoT to remotely gain information to service the equipment, the problem can often be resolved the same day.
Perhaps the most impressive benefit of IIoT is remote diagnostics. Whether a furnace or oven is experiencing occasional unexplained shutdowns, or is completely out of commission, it typically takes days or weeks to schedule a service technician to inspect the equipment and diagnose the problem. However, if the oven is equipped with IIoT, a call can be made to the oven manufacturer who can remotely log into the system dashboard. They will be able to view and analyze the data gathered by all the sensors going back over time, without sending a service technician to the job site. Also, the quantity of detailed, relevant data available (real time and retroactive) via the IIoT system exceeds the information a service technician can gather oven-side, especially if the oven has stopped working. Using IIoT to remotely gain information to service the equipment, the problem can often be resolved the same day. Further, the IIoT system gathers and records the data going back in time for months, which is invaluable when trying to diagnose a chronic or intermittent failure.
Another use of IIoT technology is energy management. Through IIoT monitoring, facilities and equipment can be set to optimize energy efficiency. By ensuring the oven uses only the amount of heat energy necessary, and no more, its energy consumption is minimized. The system can reveal, for example, that a second shift oven operator opens the oven doors for five minutes to unload the parts and then load the next batch, while the first shift operator takes ten minutes to do the same process, wasting a great deal of energy as heated air spills out of the oven for an extra five minutes with every batch.
Data Security
IIoT devices use encryption to protect against unauthorized access to the oven operational data. Data transmitted between IIoT devices and the cloud is encrypted using protocols like Transport Layer Security (TLS). This provides confidence that only approved parties can access the information, safeguarding it from those with malicious intent. This ensures that even if data is intercepted, it will appear as jumbled information that cannot be read without the decryption key.
Because the data collected relates to the oven or furnace being monitored, and is not descriptive of the parts being processed, it would be of limited use to anyone who gained unauthorized access. If a malicious actor discovered, for example, the vibration levels, temperature controller output, or the status of the burner system while the oven is processing a load, it would be of limited proprietary value and would not directly reveal information about the parts being processed since no information about the load is included in the data.
In considering the security risk of an IIoT system collecting and transmitting data to the cloud, it must be compared to the alternative, which is bringing a service technician to the job site to perform the required maintenance or troubleshooting. When a service technician is invited on site, they have the opportunity to view the parts being processed, which temperature profiles apply to which parts, material handling methods, ancillary processes performed before or after heating, and even unrelated proprietary processes performed in the facility. This level of intrusion is much greater than simply sending the oven IIoT data to the cloud and avoiding the service technician entirely.
The Future of IIoT
Since the introduction of IIoT to the industrial oven market, it has gained acceptance by a wide range of manufacturers, and it is expected to continue to grow. Artificial intelligence (AI) is becoming a part of IIoT, as it can optimize the algorithms used in predictive maintenance. Also, IIoT can incorporate AI’s cognitive capabilities to better be able to learn at what thresholds of vibration, pressure, etc., to send alert notifications.
To Summarize
Consider purchasing an IIoT system with your next industrial oven. The successful implementation and use of IIoT provides a competitive advantage to the owner of the equipment. In today’s world of “doing more with less,” IIoT can increase productivity, reduce maintenance costs and unplanned downtime, and decrease energy use, all at minimal cost, and with no additional personnel required.
About the Author:
Mike Grande Vice President of Sales Wisconsin Oven Corporation
Mike Grande has a 30+ year background in the heat processing industry, including ovens, furnaces, and infrared equipment. He has a BS in Mechanical Engineering from University of Wisconsin-Milwaukee and received his certification as an Energy Manager (CEM) from the Association of Energy Engineers in 2009. Mike is the vice president of Sales at Wisconsin Oven Corporation.
Taiwan Hodaka Technology, an aerospace and automotive manufacturer, extends its market reach by adding an aluminum aging furnace to its heat treatment capabilities. The furnace, which is designed for aging using T77 technology, will allow the company to meet the highest safety and strength standards.
This is the first transaction between Taiwan Hodaka Technology, which is involved in the design and processing of parts made of aluminum alloys, and SECO/WARWICK. The furnace operates in the temperature range from 176° to 428°F (80° to 220°C) with a temperature uniformity in the last heating phase, of ±47.4°F (3°C) in accordance with the AMS 2750 standard.
“The solution supplied by SECO/WARWICK will allow us to enter a new market segment. We are a partner for many key players in the aviation industry. The T77 aluminum aging furnace will enable us to serve customer requirements even better. At the same time, the new technology will support our commitment to reducing our impact on the environment,” said Dr. Sam Chiang, vice president for R&D at Taiwan Hodaka Technology Co. Ltd.
Tomasz Kaczmarczyk, Sales Manager of the Aluminum Process and CAB Furnaces Teams, SECO/WARWICK
For heat treated alloys (2xxx, 6xxx and 7xxx series), the letter T and one or more digits are used after the alloy series symbol. The first digit is the most important, as it indicates the type of heat treatment applied to the alloy, while the remaining digits (if provided) indicate heat treatment variants or their modifications. The 7000 series of aluminum alloys have the highest strength of all other aluminum alloy series and are commonly used in aviation since they are held to the highest safety and strength standards.
“T7 denotes the process of solution heat treatment and artificial aging to an overaged state to obtain specific properties, e.g. increased corrosion resistance,” said Tomasz Kaczmarczyk, sales manager of the Aluminum Process and CAB Furnaces Team at SECO/WARWICK. “Sometimes, in addition to the digit denoting the standard heat treatment, an additional digit is used to denote modifications to the given treatment or stress relief procedures. For example, for 7xxx alloys, the symbol T77 denotes retrogression and re-aging. The use of this process improves the alloy’s corrosion resistance, which is so crucial in the production of aircraft parts. The applied technology will allow Taiwan Hodaka Technology to produce high-quality profiles used in the aviation industry in accordance with the AMS standard.”
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
“The furnace on order equipped with electric heating will process 1500 kg of aluminum profiles with a maximum length of 5500 mm. This is a two-zone solution with a total heating power of 420 kW. The solution for aluminum aging, powered by electric heaters, eliminates the problem of CO2 emissions and is in line with the ecological trend increasingly common in heavy industry,” said Piotr Skarbiński, vice president of the CAB and aluminum products segment at SECO/WARWICK.
The furnace will be used at the company’s newly built plant in Taiwan.
The project partner was PEERENERGY, which offers thermal process consulting, project management, and equipment supply for the aerospace, military equipment, and semiconductor industries.
The press release is available in its original form here.