





Evolution of ideas and transitions to more innovative and efficient methods of heat treating are common themes in this ever-changing world. In this article, Dennis Beauchesne, General Manager at ECM USA, Inc., explores the integration of heat treatment for in-line machining cells and the benefits and efficiencies experienced.
This article article first appeared in the latest edition (June 2020) of Heat Treat Today’s Automotive Heat Treat magazine.
Introduction

Heat treating in the automotive industry has evolved tremendously over the last 20 years. From the dinosaur pusher furnaces of yesterday to the low-pressure carburizing and high-pressure gas quenching of today, we are now embarking on new concepts with not only in-line processing, but also automated single piece and bulk loading in small batches. Modern heat-treating equipment is now being sized to fit into single-piece flow lines with small batches and in-line with pre- and post-machining centers. This article will examine the integration of heat treatment for in-line machining cells, and the influences for the customer to provide an overall quality system. These details will be compared to batch or continuous batch heat treatment as commonly known in the automotive industry.
Over the last 20 years, low pressure vacuum carburizing (LPC) has been proven as the choice for carburizing high production parts in a variety of markets all over the world. It is the process of choice for many high-fatigue and low-distortion parts; thus, it can be used in conjunction with vacuum oil quenching (VOQ) and, in most cases, high pressure gas quenching (HPGQ). Advantages of this process include the fact that equipment is more easily maintainable, flexible, and independent from operators’ intervention than traditional atmosphere carburizing. In addition, reduction of effluents from the process are significantly decreased. A benefit of this process is that the furnace equipment is used more along the lines of a machining cell, which has most commonly been reserved for induction heat treating in the past. With the added benefits of LPC, the importance of strength and fatigue life have increased beyond previous process capabilities; in turn, LPC in-line processing has been considered more frequently.
The rapid shut-down/cool-down (5-6 hours) of a vacuum system is a significant advantage compared to the convoluted days of cooling an atmosphere system. Simply shutting down one day per week due to scheduled maintenance, without the need for supervision, or use of additional utilities required for idling during downtime, is also highly desirable. Other facets of the equipment and process have allowed vacuum furnace equipment to be more conducive to high production manufacturing. This includes recipe ease, process repeatability, and load-to-load processing flexibility in a continuous flow environment. These additional benefits allow the use of part-specific “recipes” while allowing for high production through the system and insuring individual metallurgical requirements.
High pressure gas quenching (HPGQ), using a dedicated quenching cell, is often linked with LPC for several reasons. Some of the most important reasons are:
- to provide a cleaner environment in the plant
- to remove oil-quenching tanks and the need for oil on a production floor
- to eliminate the need for pits in the floor or managing oil containment
- to obtain a safer, more ergonomic environment via the elimination of open flame and hot surfaces
- to achieve more precise distortion control of dimensionally critical parts
- to reduce or eliminate post-heat treat machining needs
- to eliminate post-heat treat blasting (for cleanup)
- to eliminate post-heat treat washing (for quench oil removal)
- to eliminate post-heat treat washer effluent (sludge) removal
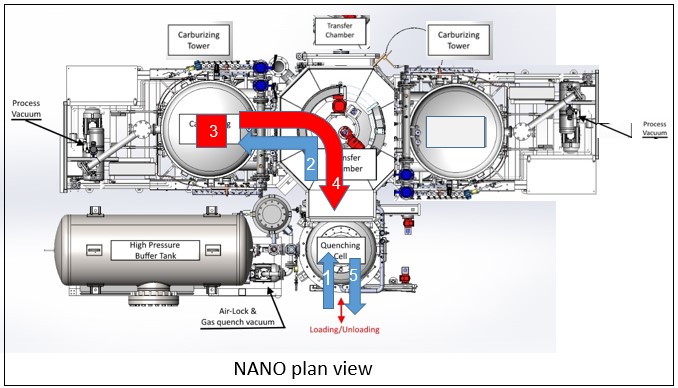
ECM Technologies has been manufacturing LPC and HPGQ systems for over 25 years and designed an innovative in-line system, called NANO. The name NANO is appropriate in terms of the equipment design as the load size is smaller than traditional loads and the physical equipment is more compact than furnaces more commonly used today. The system has also been designed with maintenance and expandability in mind. The premise of the design is to be able to process loads as quickly as

every 7.5 minutes per load. The system is modular in production capacity with growth from three to six heating cells, which can be supplied. The system is ready for a low number of loads, with flexible needs for varying part requirements, or can be maximized to provide throughput for modern high-demand production needs. The NANO consists of four basic modules, the heating module (typically two), the transfer module, and the high-pressure gas quench module. The gas quench module uses a 20 bar gas quench system. With a smaller chamber size and the ability to quench at 20 bar, materials that were not able to be quenched in gas are now applicable for gas quenching. This gas-quenching method will open up this technology to more applications that were limited by core and surface hardness requirements in the past.
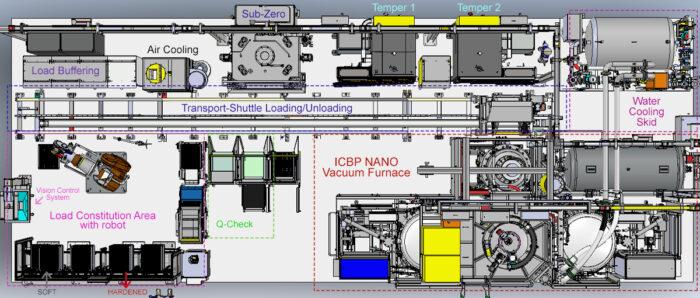
Using the NANO as the heat treat equipment base, automation completes the overall single- piece flow system to provide true in-line heat treating. The parts can be presented to the system in bulk or in single-piece trays. These parts can then be loaded and virtually tracked through the system using vison systems.

The NANO accommodates a workload size of 24” wide x 20” deep x 10” high (600mm wide x 500mm deep x 250mm high); see Figure 1. Workload parts can be processed on industry-typical alloy fixturing or more preferably on CFC fixtures. The goal of designing the system, beyond better maintenance accessibility and gradual production increase, is low distortion and in-line production flow.
By processing loads with less work pieces, part uniformity and distortion are identical from part to part as the “3D” or 3-sided heating elements heat the parts uniformly and homogenously. These elements are designed not to sag onto the parts and provide adequate clearance for the automated loader to perform accurate transfers within the system.
Automation and Integration
The system has been designed for manual or automated loading. Manual loading can be as simple as manually loading basic fixtures or baskets, and manually loading through the system and subsequent processes. Automated loading can be from a simple robot platform that loads parts onto a small fixture from a single part flow to the handling of many pieces in a bulk load. The robot can handle all functions of the installation from loading single parts on to the fixture to placing the loads in the furnace, and then, cryogenic treatment, tempering and eventually back to a single-piece flow. The system is also capable of checking surface hardness and registering the data to be kept with the load report. This total integration can allow for a smaller footprint and less manpower in the heat treat area.
In addition, automation can handle typical small bulk-loaded parts. Some of these parts are traditionally processed using mesh belt furnaces but can now be processed by this vacuum furnace in-line system. Bulk loads are loaded into basket-like CFC trays and can be weighed and processed as needed to ensure the quality of each load.

In-line heat treating is not just for carburized products, it can be for hardening, brazing, annealing, and integrated with post treatments—such as cryogenic and complex tempering operations. This allows the NANO to fit into various markets for many different types of heat treatments, not only steel parts, but for special heat-treating processes as well.
Equipment layouts are typically developed to accommodate specific applications. They can be as simple as a manual load station to a robot loading single-piece flow parts onto smaller fixtures or loading bulk parts into baskets for processing.
Maintenance Features
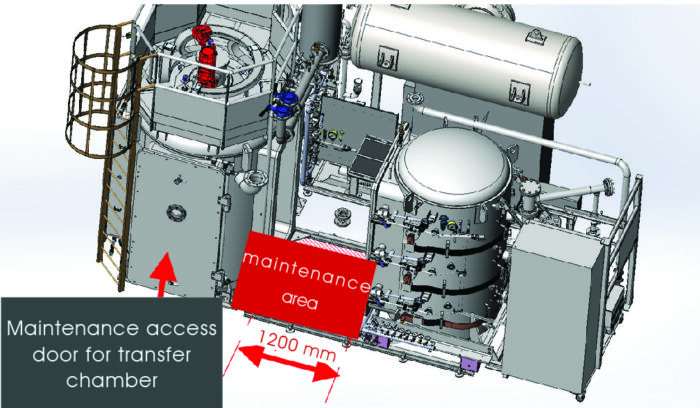
In-line processing, as well as bulk processing, together with automation to load and unload single-piece production are not the only key items in this design. Maintenance and operation were high on the list of criteria as well. Maintenance features such as ease of access are important on production equipment, but especially within heat treating. With the smaller load sizes and equipment, cool-down is significantly faster resulting from the smaller, water-cooled heating zones. Once cooled and released to atmospheric pressure, the system can then be opened via the full opening maintenance access door for easy, internal service effort. However, this is rare because all mechanisms that require control and quick review are located on the exterior of the system and outside the vacuum chamber. This allows for ease of access to all major components and reduces the need to stop or interrupt production. Additionally, for hot zone service, each heating module can be rolled away from the central transfer module to allow easy access to all hot zones in that module. This allows for easy-open access without the hindrance of confined spaces.
Distortion Evaluation
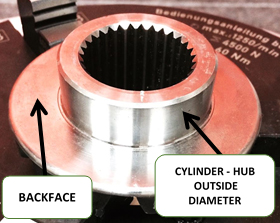
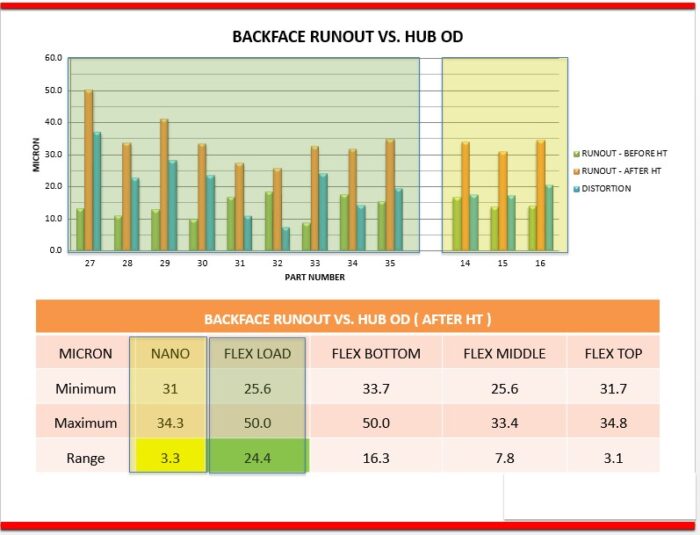
Using a differential gear (Figure 2), we monitored two characteristics, which are usually requested for this type of gear, and tabulated the results. This evaluation was done using a current day load that will be illustrated as a large batch (FLEX) and those processed in the NANO will be a small batch (NANO). The two characteristics that have the most influence: (1) Cylindricity (circularity) of the outside diameter and the runout between the same diameter and (2) “Backface” flatness of the gear teeth.
Backface flatness (Figure 3) shows greater variance through the large batch with further distance from the nitrogen used in quenching in the range of 11.9 µm. For the small batch results, the backface flatness distortion range was limited to only 1.2 µm. This uniform result is directly connected to the uniform quenching in the smaller load. This allows for parts to be processed closer to actual machined dimensions (near net shape), as well as being handled on an in-line production basis. 
The runout analysis (Figure 4) shows a uniformity for the small batch with a spread of only 3.2 µm across the load. In the large batch, you will see a wider range of distortion uniformity using 10 bar nitrogen quenching with a spread of 24 µm. This is most likely due to the lower layers being further from the vertical down flow of gas through the load. These results are quite extraordinary for a full-size load.
Conclusion
In-line processing can now be a common thought in the layout of future facilities. In practice, it is a growing aspect of the heat-treating world. With the new NANO vacuum furnace system and automation options, better part-to-part quality can be achieved along with better control of metallurgical parameters and results. Overall, streamlining heat treating into production cells throughout the facility allows for better part flow, and optimally sizing products for the production of particular throughput requirements.
References
[1] Beauchesne, D., “FNA2016 - LPC with OIL & GAS Quenching” (2016)
[2] Esteve, V. & Lelong, V., “LPC - What Does it Mean to Metallurgy” (ASM-Mexico 2016)
[3] Welch, A. & Lelong, V., “How it’s done and Why: Transitioning Parts from Atmosphere Carburizing to Low Pressure Vacuum Carburizing” (HT 2015)
About the author: Dennis Beauchesne is the general manager of ECM USA and brings experience of over 200 vacuum carburizing cells installed on high pressure gas quenching and oil quenching installations. He has worked in the thermal transfer equipment supply industry for almost 30 years, 18 of which have been with ECM USA.

