 Forging, Quenching, and Integrated Heat Treat: DFIQ Final Report
Forging, Quenching, and Integrated Heat Treat: DFIQ Final Report
(Click the name above or the image to the right to view and download the report.)
The following report was featured in a Heat Treat Radio episode with Joe Powell, president of Integrated Heat Treating Solutions. In the episode, Heat Treat Radio: Rethinking Heat Treating (Part 4 of 4) — Direct from the Forge, Joe shared the time- and resource-saving potential by intensively quenching parts straight from the forge. This interview was the fourth in a series of episodes in which Joe explained how heat treaters could bring their processes into the 21st century.
An excerpt from the episode: “We can save up to 66% of the energy that’s needed to heat treat that part[…] I’m not going to make a lot of friends in the areas that do this, but if we’re going to compete in the world and make great parts, be lean, save energy, and also have safe carbon emissions, we’ve got to stop heating parts that don’t need to be reheated if you can avoid it[…] there’s a lot of parts that could be made a lot more efficiently if we would quench them right at the trim die.”
Read or listen to the full episode: Heat Treat Radio: Rethinking Heat Treating (Part 4 of 4) — Direct from the Forge
Abstract
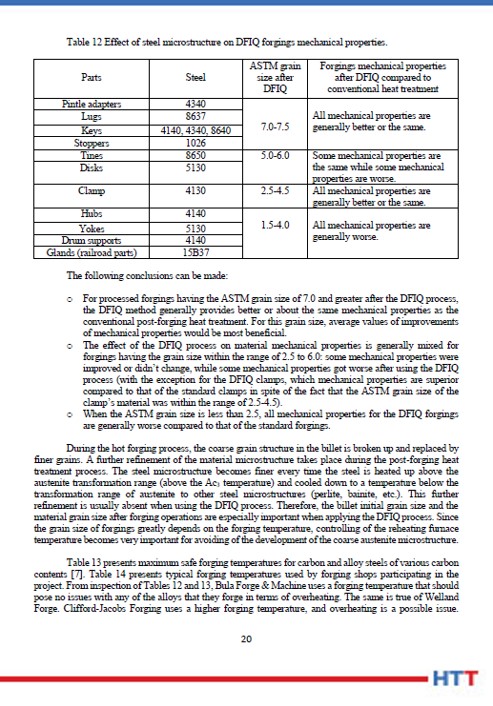
“This report presents results of the application of the Direct from Forge Intensive Quenching (DFIQTM) process to steel forgings obtained in the project’s Investigation, Development, Testing and Implementation stages. For proving and quantifying of the DFIQ process benefits, a portable 600-gallon IQ water tank was designed and built. Forgings of different configurations, ranging in weight from 4 to 80lb and made of plain carbon, alloy and high-alloy steels were subjected to the DFIQ process. DFIQ trials were conducted at three forging shops: Bula Forge & Machine of Cleveland, Ohio, Welland Forge of Welland, Ontario and Clifford-Jacobs Forgings of Champaign, Illinois (both of the IMT Forge Group). The following material mechanical properties were evaluated: tensile strength, yield strength, elongation, reduction in area and impact strength. Data obtained on the mechanical properties of DFIQ forgings were compared to that of forgings after applying a conventional post-forging heat-treating process. Values of heat transfer coefficients in the DFIQ tank were determined experimentally using a special probe. This data was needed for calculating an optimal dwell time when quenching forgings in the DFIQ tank. It was shown that the application of the DFIQ process allows elimination of the normalizing process and, in some cases, quench and tempering processes. The use of the DFIQ process significantly reduces energy consumption and work-in-process handling costs, as well as a production lead-time since a post-forging heat-treating process will be eliminated for many forgings.”
Source: Joe Powell, Integrated Heat Treating Solutions
View and Download: Forging, Quenching, and Integrated Heat Treat: DFIQ Final Report