




![]()

Applications Engineer – Hot and Cold Isostatic Pressing
Quintus Technologies AB

Applications Engineer – Hot and Cold Isostatic Pressing
Quintus Technologies LLC
I’m sure we all know someone, or you may be that someone, who has had a knee or hip replacement. It seems to be commonplace today to have reconstructive joint replacement.
In this Technical Tuesday article by Magnus Ahlfors, Applications Engineer and Chad Beamer, Applications Engineer both in Hot and Cold Isostatic Pressing at Quintus Technologies LLC, explore new developments within hot isostatic pressing (HIP) that can offer opportunities to improve the performance and quality of the implant, while cutting production costs and lead times.
This Original Content article will be released in the upcoming Heat Treat Today Medical and Energy magazine this December 2020. Check here after December 14, 2020 to look at the digital edition.
Introduction
The development of new production technologies over recent years has brought a range of possibilities to manufacturers of orthopaedic
implants for reconstructive joint replacement. Old truths have been challenged, and new ways to increase product performance, quality and cost efficiency introduced. Additive manufacturing (AM) is one of the technologies that have added new flexibility and value in implant manufacturing and is now an important manufacturing method for orthopaedic implants. Perhaps less known is the development within equipment for hot isostatic pressing (HIP) that offers great opportunities to improve the performance and quality of the implant, while cutting production costs and lead times.
Hot Isostatic Pressing of Orthopaedic Implants
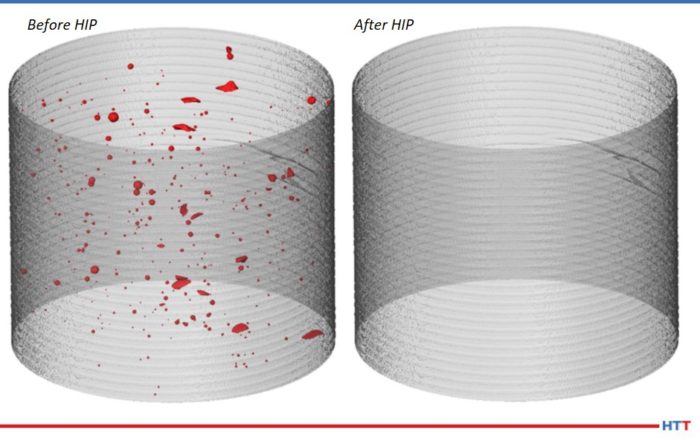
Orthopaedic implants are commonly manufactured by casting and additive manufacturing. Metal injection moulding (MIM) is also widely used for dental implants. Implants manufactured by these technologies will contain internal defects such as shrinkage and gas porosity, lack of-fusion between layers and residual porosity after sintering. These internal defects will act as stress concentrations and crack initiation points in the material, which will negatively influence the material properties.
New Possibilities with Additive Manufacturing
Developments within additive manufacturing of metal parts have opened up possibilities for patient-specific orthopaedic implants where the implant is tailor-made based on X-ray imaging of the patient for a perfect fit. AM makes patient-specific implants economically viable since there is no tooling such as casting moulds or forging dies; therefore, it is easy to make new unique designs without adding significant cost and lead time to the production process.
Patient-specific implants offer many benefits to the patients and doctors, including better fit to the existing bone structures, shorter surgery times, faster recovery times, and less risk of implant loosening inside the patient.9 The demand for patient-matched implants produced by AM is growing steadily and is predicted to accelerate as production costs are coming down. A fundamental change with personalized implants is that there is no possibility for the healthcare system to stock implants since every implant is unique and made to order. This results in shorter lead times in getting the implant made, which is very important because that is also the wait time for the patient. Minimizing the lead time for the different steps in the manufacturing process, including HIP and heat treatment, is a huge driver.
Optimized HIP and Heat Treatment for AM
The nature of the additive manufacturing process is quite different from conventional casting and forging manufacturing resulting in different microstructures in the as-manufactured condition. For example, the solidification and cooling rates in powder bed fusion (PBF) are several thousand degrees per second, while the casting rate can be a few degrees per minute resulting in microstructural differences even for the same alloy. Despite the differences, most HIP and heat treatment protocols used for AM parts today are developed for cast and wrought material and might not be optimal for AM material. One reason is that these traditional standard HIP protocols are often the only option available in industry today, like at a HIP service provider.

Studies have shown that there is potential to achieve significant improvements in material properties when optimizing the HIP process specifically to AM material. One example is presented in Optimizing HIP and Printing Parameters for EBM Ti-6Al-4V, HIP1710 where an optimized HIP cycle for E-PBF Ti-6Al-4V was investigated as an alternative to the traditional cycle used in industry today of 1688°F, 14.5 ksi (920°C, 100 MPa) and 2 hours soak time. In this study it was found that a modified HIP cycle with lower temperature and higher pressure gave significantly higher yield and tensile strength with retained ductility compared to the traditional HIP cycle. A similar study presented in Evaluation of HIP-Parameter Effects on AM Titanium Ti-6Al-4V 11 shows that that the modified HIP cycle with lower temperature and higher pressure also leads to improved fatigue properties compared to material treated with the traditional HIP cycle for L-PBF Ti-6Al-4V.
A New Era of HIP Equipment
A lot of developments and improvements have been made within equipment for hot isostatic pressing in recent years. A modern HIP system today is space and cost effective and easy to operate and maintain. Quintus Technologies offers HIP systems in a variety of different sizes suitable for a wide range of production volumes. Such product offerings enable the appropriate fit for many business cases.
One important innovation within HIP technology is the rapid cooling capability available in Quintus® HIP systems (Figure 2). The high cooling rates are achieved by a forced convection cooling of the highly pressurized argon gas in the HIP process with a maximum cooling rate up to 7200°F/min (4000°C/min).
Rapid cooling significantly shortens the HIP cycle time since the cooling segment of the cycle takes minutes instead of several hours as compared to a conventional HIP system. This makes the modern HIP system very productive with a lower initial capital expenditure because smaller HIP units can handle higher throughput.
Combining HIP and Heat Treatment
Fast cooling and quenching directly in the HIP system also make it possible to perform many conventional heat treatments for metals, allowing for integrated heat treatment with the HIP cycle.
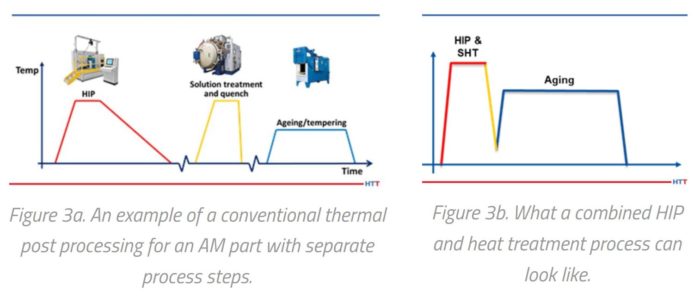
The main purpose in combining HIP and heat treatment is to eliminate process steps to achieve a shorter and more cost-effective post processing. In Figure 3a, a schematic visualization shows how conventional thermal post processing for a cast, AM or MIM implant, could look when the thermal treatments are performed separately. These steps are often performed in different equipment and sometimes even at different physical sites.
The possibility to do rapid cooling and quenching in the HIP system enables the combination of the HIP and solutionizing step to be performed at the same time in the HIP furnace. Other potential steps such as stress relief, aging, or tempering can also be incorporated into the HIP cycle. In Figure 3b, a potential combined post processing route is shown for the same case as shown in Figure 3a.
When more process steps can be included into the HIP cycle, the total processing and production lead time is reduced. The transfer operations between different steps, for example, from the HIP to a vacuum furnace, are also eliminated saving time and cost. Another benefit is that energy consumption can be reduced by running the combined process, since the parts don’t have to be heated up and cooled down as many times. When combining the HIP and solutionizing step, as seen in Figure 3b, the time at the elevated temperature for the implants can be significantly reduced; that means that potential grain growth during the post processing can be minimized, which is often desired.
HIP and Heat Treatment of CoCr ASTM F75
A good example for combined HIP and heat treatment is cobalt chrome alloy ASTM F75, which is a common material for orthopaedic implants. This material is prone to form carbides during the processing that have a detrimental effect on the mechanical properties.12 The standard HIP cycle for this material is 2192°F, 14.5 ksi (1200°C, 100 MPa) with 4 hours soak time, and at these conditions the carbides will dissolve. However, the carbides will form again during the cool down from the HIP temperature unless the cooling is done fast enough to prevent reprecipitation. The minimum cooling rate required to avoid precipitation of carbides during the cool down is around 360°F/min (200°C/min), according to standard ASTM F3301-18.
Since conventional HIP systems without rapid cooling capabilities will cool much slower than 360°F/min (200°C/min), the material will contain these detrimental carbides after HIP. To correct this, a homogenization or solution anneal treatment is added after the HIP step. Treatment parameters typically consist of a soak at 2192-2246°F (1200-1230°C) for 4 hours in a vacuum furnace where the minimum cooling rate can be achieved. Therefore, the parts are moved to a different type of furnace and heated up to the same temperature and soak time as the HIP process with the sole purpose to achieve a high enough cooling rate to obtain the desired microstructure and properties.
Thanks to the rapid cooling in a modern Quintus® HIP system, ASTM F75 components instead can be cooled directly in the HIP system at a high enough rate to avoid carbide formation and thereby completely eliminating the need for a separate homogenization/solution treatment. The result is that only one thermal treatment is needed instead of two, one piece of equipment needed instead of two, and the material will spend 4 hours at elevated temperature instead of 8 hours, which is beneficial. This is applicable on both cast and AM implants as well as MIM.
The Productivity of a Modern HIP System
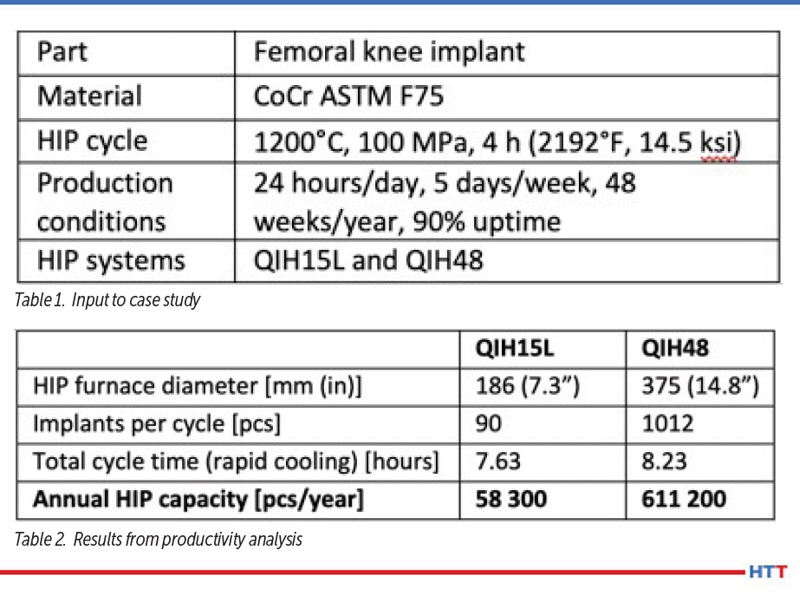
The rapid cooling capability of these systems lead to a significant reduction in the HIP cycle time and thus, improved productivity of the production chain. To demonstrate the high capacity of these HIP systems, a production case is presented below where two Quintus® HIP systems, the QIH15L and the QIH48, have been compared.
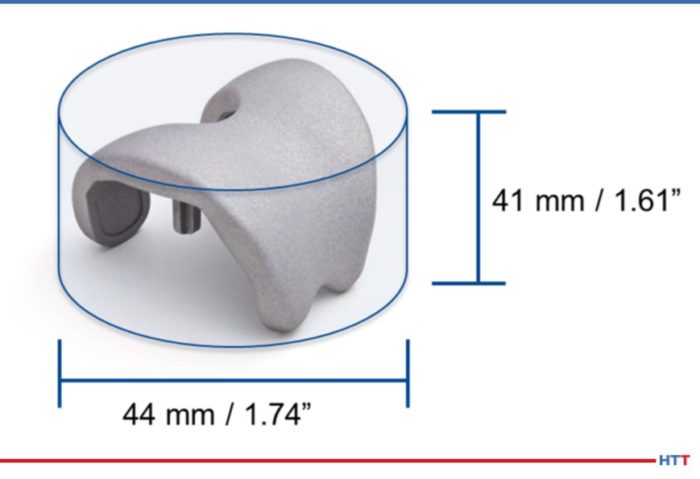
For this case study, a femoral knee implant made of ASTM F75 has been chosen. The size of the implant can be seen in Figure 4 represented by a cylinder. It is assumed that the implants are not allowed to be in contact with each other during the HIP cycle, so it calculates how many cylinders can fit in each furnace, making the calculation conservative. The HIP parameters for this case are 2192°F, 14.5 ksi (1200°C, 100 MPa) and 4 hours with rapid cooling, which will determine the HIP cycle time. The production conditions in this case are chosen to be 24 hours/day, 5 days/week and 48 weeks/year with a 90% uptime of the HIP system. All input data is summarized in Table 1 and the results are presented in Table 2.
As can be seen in Table 2, the QIH15L can process 58,300 implants per year while the QIH48 can produce 611,200 in the same time frame. These numbers are quite high considering these two HIP models belong to the Quintus® Compact HIP series and are relatively small units aimed at in-house production lines. The HIP cycle time is around 8 hours and the larger HIP system, the QIH48, has a slightly longer cycle time compared with the smaller QIH15L. This cycle time is calculated with the assumption that rapid cooling is used. If a conventional system without rapid cooling is used instead, the total HIP cycle time can be as much as twice as long, close to 16 hours total, showing the impact of the rapid cooling capability on system productivity. Of course, this would be reflected in half the number of parts per year. A more comprehensive productivity and cost analysis for modern HIP systems have been made in Cost-Effective Hot Isostatic Pressing – A Cost Calculation for MIM Parts.13
The Benefits of Insourcing the HIP Process
Traditionally, most orthopaedic implant manufacturers have been outsourcing the HIP process to external HIP service providers rather than having the HIP process in-house, and that is still the situation today. A benefit of using a HIP service provider is that it is a cost-effective alternative even for relatively small annual volumes. This is possible since the service provider can consolidate different lots from different customers together in one HIP cycle, so called coach cycle, making it a cost-effective route.
However, insourcing the HIP process is becoming more interesting and some implant manufacturers have already invested in HIP equipment to facilitate the HIP process in-house. One reason for this trend is the strong technical development of the modern-day HIP equipment, as already discussed in the previous chapter.
Insourcing the HIP process has several positive aspects and some are discussed here below:
- Shorter production times – Since the time of transport to and from the service provider is eliminated along with the turnaround time at the service provider, the lead time for HIPing the implants can be significantly reduced. When HIP with in-HIP heat treatment capability is fully integrated into the production process, process steps can be eliminated and time waste can be minimized.
- Eliminate risks – Since the transporting to and from a service provider is eliminated, so are the risks related to transport delays and damaged/lost goods.
- Production flexibility – Full control over the production schedule and lead times result from the flexibility to run cycles when needed and possibly to fast-track time-critical deliveries through the internal schedule. This can be important for patient-specific devices where short lead time is always a requirement.
- Control over quality and process improvement – With the full HIP and heat treatment process in-house, the quality system can be further developed to avoid mistakes and non-conformities, while good-receipt inspection can be minimized. Typical issues can include loss of implant traceability, parts being treated with the wrong HIP parameters, and surface contamination such as surface oxidation and alpha casing etc. Internal know-how and expertise on how to run the HIP process will be developed over time to avoid quality issues and delays, all with the help of the Quintus Care® program.
- Optimized HIP and HT protocols – When operating the HIP process in-house, one is not limited to the standard coach cycle generally offered by the HIP service industry. Instead, the HIP process can be tailored for the needs and requirements of specific parts and materials made by casting, AM, or MIM to achieve maximum performance and quality of the implants. This possibility is extra important for parts produced by additive manufacturing (AM) since optimized HIP cycles, specifically for AM material, can result in significantly improved material properties compared to the standard HIP cycles as has been shown. Opportunities include integrating different heat treatments into the HIP cycle that are enabled by rapid and steered cooling to achieve the most effective production route, facilitating in-house R&D to continuously improve HIP processing, and optimizing for new products and applications. Today, there are HIP service providers on the market who have modern HIP systems with rapid cooling capabilities that can also offer optimized cycles and combined HIP and heat treatment.
- Lower total production cost – Having a high utilization rate on an in-house HIP system yields the lowest operating cost for the HIP process. The cost for heat treatment can potentially be eliminated completely if the combined HIP and heat treatment approach can be used. Since transportation to external sub-contractors can be avoided, the cost of transportation is eliminated as well as the cost of insurance during transport. There are also potential indirect cost savings from improved quality control routines, more flexible planning, and shorter delivery times.
So, overall control of the process when operating in-house is one of the key benefits when coupled with better properties of the implants, short lead times and low cost for the process.
Conclusions
In this paper we have discussed the development of modern HIP technology such as the possibility to perform rapid and steered cooling directly in the HIP, which gives a significantly improved production capacity of the HIP system. The rapid cooling capability of modern Quintus® HIP systems also makes it possible to include heat treatment processes directly into the HIP cycle with the purpose of eliminating process steps for shorter lead times and more lean production.
AM is growing as a production method for orthopaedic implants with a potential for modifying and optimizing the HIP cycles for AM-produced components. Such optimized approaches offer a product with enhanced material properties compared to traditional HIP cycles, which were often developed for cast and wrought material.
The advantages of operating the HIP process in-house include minimal lead time, control over quality, process improvement, flexibility in production planning, the possibility to use optimized HIP cycles, and a lower total production cost from direct and indirect cost savings.
References
[1] JJ. Lewandowski and M. Seifi, Metal Additive Manufacturing: A Review of Mechanical Properties, Annual Review of Materials Research 46, pp. 151-186, 2016.
[2] J. Kunz et al., Influence of HIP Post-Treatment on the Fatigue Strength of 316L-Steel Produced by Selective Laser Melting (SLM), Proceedings WorldPM2016, Oct. 2016, Hamburg, Germany.
[3] S. Leuders et al., On the Fatigue Properties of Metals Manufactured by Selective Laser Melting: The Role of Ductility, J. Mater. Res. 29, 1911–1919, 2014.
[4] N. Hrabe et al., Fatigue Properties of a Titanium Alloy (Ti–6Al–4V) Fabricated Via Electron Beam Melting (EBM): Effects of Internal Defects and Residual Stress, International Journal of Fatigue vol. 94, pp. 202–210, Jan. 2017.
[5] J. Haan et al., Effect of Subsequent Hot Isostatic Pressing on Mechanical Properties of ASTM F75 Alloy Produced by Selective Laser Melting, Powder Metallurgy vol. 58 no. 3, pp. 161–165, 2015.
[6] V. Popov et al., Effect of Hot Isostatic Pressure Treatment on the Electron-Beam Melted Ti-6Al-4V Specimens, Procedia Manufacturing, vol. 21, pp. 125-132, 2018.
[7] R. Kaiser et al., Effects of Hot Isostatic Pressing and Heat Treatment on Cast Cobalt Alloy, Materials Science and Technology, Vol. 31, No. 11, Sept. 2015.
[8] S. Tammas-Williams et al., The Effectiveness of Hot Isostatic Pressing for Closing Porosity in Titanium Parts Manufactured by Selective Electron Beam Melting, Metall. Trans., Volume 47, Issue 5, pp 1939–1946, May 2016.
[9] 3Dincredible web site, https://3dincredible.com/benefits-of-3d-printed-implants-for-doctors-and-patients/ (accessed September 2020).
[10] M. Ahlfors et al., Optimizing HIP and Printing Parameters for EBM Ti-6Al-4V, HIP17 – 12th International Conference on Hot Isostatic Pressing, Dec. 2017, Sydney, Australia.
[11] T. Kosonen and K. Kakko, Evaluation of HIP-parameter Effects on AM Titanium Ti-6Al-4V, AeroMat19, May 2019, Reno, Nevada.
[12] M. Chauhan, Microstructural Characterization of Cobalt Chromium (ASTM F75) Cubes Produced by EBM Technique, Master Thesis at Chalmers University of Technology, 2017.
[13] M. Ahlfors et al, Cost-Effective Hot Isostatic Pressing – A Cost Calculation for MIM Parts, Metal Injection Molding International, Vol 12 No. 2, June 2018.
About the Authors:
Magnus Ahlfors works as application engineer in hot isostatic pressing where he is heavily involved in the development and optimization of HIP processes for different industries, especially for metal additive manufacturing. Magnus has a MSc in Materials Engineering from Chalmers University of Technology, Sweden and has worked at Quintus Technologies since 2013.
For more information, contact Magnus at magnus.ahlfors@quintusteam.com.
Chad Beamer has a MS from the Ohio State University in Material Science and has worked as a material application engineer with GE Aviation years and as a technical services manager with Bodycote. In February, Chad began working with Quintus Technologies as an applications engineer for the Advanced Material Densification division focusing on hot isostatic pressing (HIP). As an applications engineer, he manages the HIP Application Center located in Columbus, Ohio, educates on the advancements of HIP technologies, and is involved in collaborative development efforts both within academia and industry.
For more information, contact Chad at chad.beamer@quintusteam.com.
All images were provided by the authors.

