





![]() Why is parts cleaning an important step in heat treat? While a nice surface finish reflects quality, the importance of cleaning goes far beyond the aesthetic aspect. Parts cleaning can ensure against quality issues, especially when it comes to nitriding or brazing where high surface cleanliness is a prerequisite. Learn what questions you should be asking to achieve optimal parts cleaning.
Why is parts cleaning an important step in heat treat? While a nice surface finish reflects quality, the importance of cleaning goes far beyond the aesthetic aspect. Parts cleaning can ensure against quality issues, especially when it comes to nitriding or brazing where high surface cleanliness is a prerequisite. Learn what questions you should be asking to achieve optimal parts cleaning.
This Technical Tuesday feature written by Michael Onken, market development manager at SAFECHEM, will be published in Heat Treat Today's August 2021 Automotive print edition.

Market Development Manager
SAFECHEM
SAFECHEM
There are two types of cleaning in heat treat. One is cleaning prior to hardening where residual metal working fluids on parts must be removed. Then there is cleaning after quenching. Residue oils left on parts after quenching may cause challenges in the next process steps, such as tempering.
Inadequate cleaning not only affects subsequent processes, but also parts quality. Contaminations on parts can also get into furnaces and fixtures, and thereby impact their functionalities.
Quality cleaning is costly, but necessary, if the goal is to achieve quality components. The important questions are: What cleaning solution should I choose? Is water-based cleaning better, or rather solvent cleaning? The answer is that it depends. We have briefly outlined 4 key questions you should consider.
What are your cleaning quality requirements?
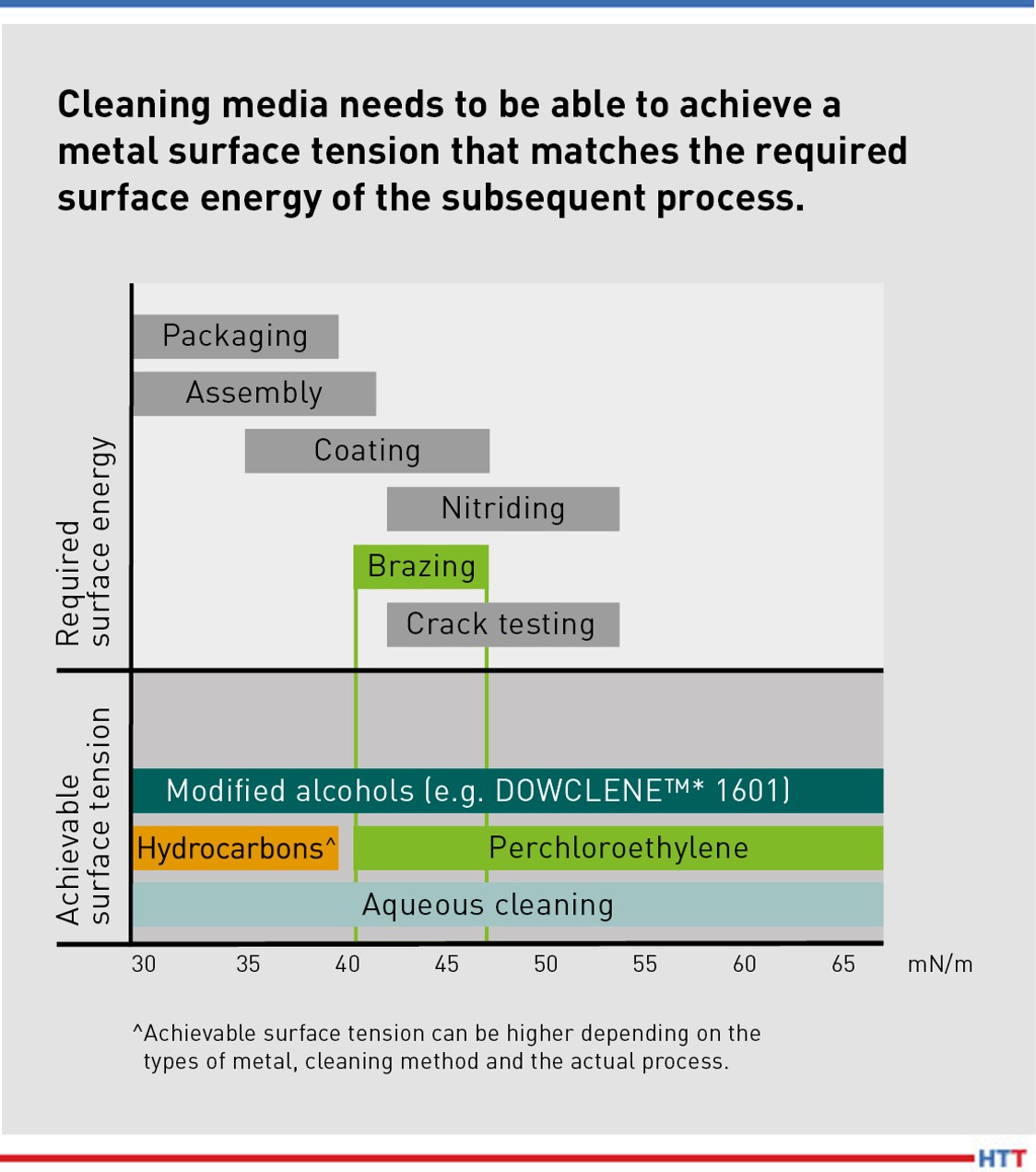
Different industrial applications require varying degrees of surface energy of the metal surface, which is influenced by filmy contaminations. With nitriding, for example, a higher surface energy is required than with standard coating or assembling. The ability of the cleaning agent to remove the contamination should therefore match the required surface energy.
What is the affinity of the cleaning agent to the soils?
Effective cleaning is based on the principle “Equal dissolves equal.” For water-based types of contaminations, such as coolant and lubricant emulsions, aqueous cleaning agents are typically the first choice.
When removing mineral oil-based, non-polar contaminations, such as machining oils, greases, and waxes, solvent will commonly be the preferred cleaning agent.
The above contaminations can be classified as filmy contaminations that can be dissolved in a suitable cleaning agent. Another important category of contaminations is particles like chips, dust, and residues of polishing pastes. These contaminations cannot be dissolved in a cleaning agent. To remove these, sufficient mechanics are required in the cleaning machine to flush off particle contaminations.
What metal types are being cleaned and how are they configured?
In water-based processes, cleaning agents, which can be acidic, neutral, or alkaline, are usually matched to specific metal types. Simultaneous cleaning of different metals can therefore be problematic, and this can result in compatibility issues and in the worst case—corrosion. Solvents, in comparison, have universal compatibility with metals.
If the component parts are tiny or have complex geometry or small crevices, solvent is often recommended due to its lower surface tension and viscosity, which makes it easy to seep into and evaporate out of tight spaces.
What is the environmental impact?
The energy consumption in a water-based process can be significant, due to the energy requirement to operate high-pressure pumps, heat the cleaning water, dry the metal parts, as well as treat and purify used water for reuse or disposal. Depending on the cleaning agents, dirt and soil are emulsified and the contaminations are diluted in the water. As a result, aqueous baths that are not treated must be replaced frequently.
Solvent in a closed vacuum vapor degreaser can be recycled again and again via the built-in distillation unit. This can significantly increase solvent lifespan and cut down on waste volume. While energy is required to keep the closed cleaning machine under vacuum, this also lowers the boiling points of solvents, hence accelerating their evaporation and enabling quick drying of metal parts within a shorter cycle time.
The questions listed above are by no means exhaustive and there are many more key aspects to consider. The optimal cleaning decision should balance technical, economic, and environmental needs. Given the potential of parts cleaning to make or break heat treat processes, when done properly, it can deliver much more value than the mere technical function it fulfills.
Read more about parts cleaning in heat treat here.
About the Author: Michael Onken is a market development manager at SAFECHEM Europe Gmbh. For more information, contact Michael at m.onken@safechem.com or Phone: +49 211 4389-300

