





![]() Heat treaters often target gas nitriding and carburizing as key additions to their facility, but sometimes they miss a low-cost opportunity for big wear improvement called Deep Cryogenic Treatment. What is it and could it be a game changer for your business?
Heat treaters often target gas nitriding and carburizing as key additions to their facility, but sometimes they miss a low-cost opportunity for big wear improvement called Deep Cryogenic Treatment. What is it and could it be a game changer for your business?
This Technical Tuesday feature was written by Jack Cahn, president of Deep Cryogenics International and was first published in Heat Treat Today's May 2022 Induction Heating print edition.

President
Deep Cryogenics International
Source: Deep Cryogenics International
Benefits
Deep Cryogenic Treatment (DCT) is a thermal process which provides 20–70% increased wear life, 10–20% increased ultimate tensile strength (UTS )/yield strength, and up to a 30% reduction in corrosion effect (Figures 1 & 2). Unlike case hardening or surface coating there is no part distortion, and cryogenically treated items are not prone to fatigue cracking. Whereas nitriding leaves a recast or white layer, DCT does not. Unlike all three processes, dissimilar materials (such as ferrous and non-ferrous) with varying geometric thicknesses can be treated together to increase mechanical and chemical properties. DCT can also be combined with gas nitriding to yield fine precipitates of carbo-nitrides and thru-core eta carbides — combining the best of diffusion and quenching with a diffusion-less thermo-kinetic process (Figure 3). DCT offers permanent, non-reversible wear improvement with no degradation over time.
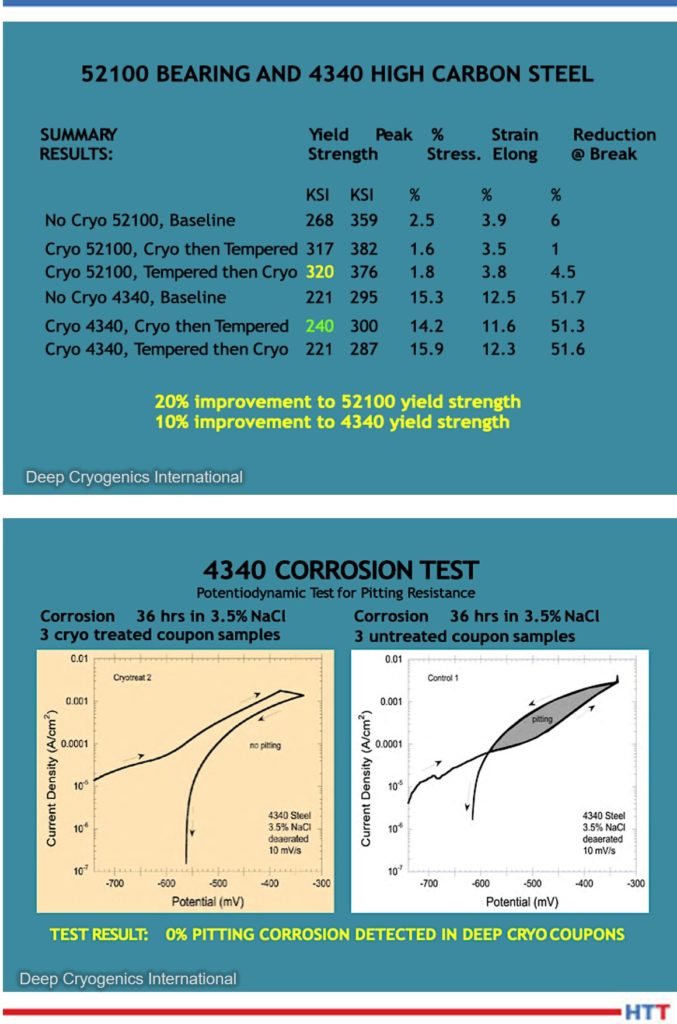
(Right) Figure 2. Corrosion reduction
Source: Deep Cryogenics International
Many knife and tool steel manufacturers recommend the use of DCT after austenitizing and quenching but before tempering. It is standard industry practice to employ DCT to increase the wear life of D2, H13, S7, 440C, and several mold steels used in the plastic injection, stamping, and forging die industries.
DCT is also one of the lowest cost thermal processes available to heat treaters who already support exothermic and endothermic processes using onsite liquid nitrogen. Environmentally, DCT is neutral: it improves metallic wear life but leaves behind no chemicals, waste, or cleanup and requires no flammable, hazardous, or explosive gases. Fifteen of the 20 largest commercial heat treaters in North America promote their own DCT services and hundreds more have small DCT equipment.
Source: Deep Cryogenics International
How It Works
The DCT process usually follows austenitizing and quenching and is, effectively, a continuation of the quench process below martensite start and finish temperature. Items are placed in a specially designed chamber and slowly cooled from ambient to approximately -320°F (-195.5°C) over six to eight hours and then maintained in a dry, nitrogen gas environment for 8–30 hours before slowly returning to ambient — followed by 1–3 tempering steps. Round, vacuum-insulated processors use less liquid nitrogen (LN2 ) than rectangular chambers and can temper heavy items in-situ (Figure 4).

Source: Deep Cryogenics International

Source: Deep Cryogenics International

Source: Deep Cryogenics International
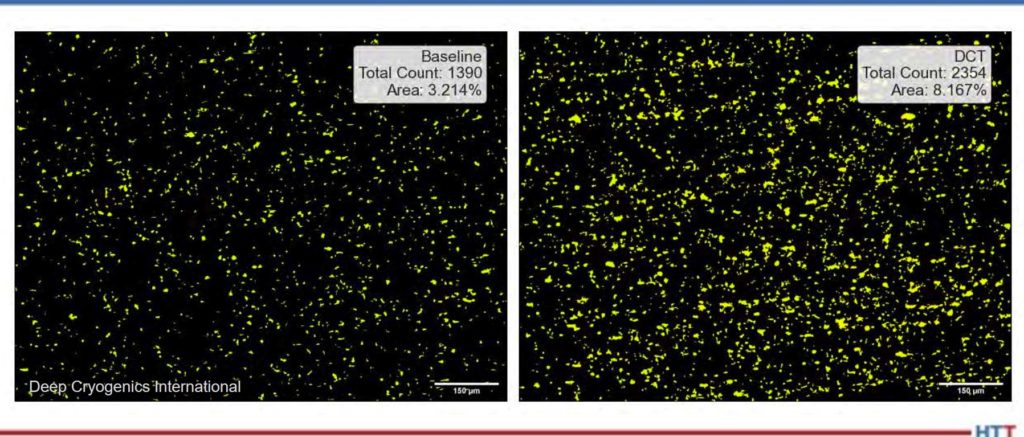
DCT is a diffusion-less thermal process that causes the transformation of retained austenite into martensite without embrittlement and the precipitation of primary and secondary eta carbides. With a low enough temperature and soak time there is a phase change from face-centered cubic (FCC) into body-centered cubic (BCC) or hexagonal close packed (HCP) slip systems. DCT relieves both cyclic and imposed stresses in metals caused by heat treating or manufacturing, further reducing the migration of crystalline defects such as stacking faults, dislocations, inclusions, and vacancies (Figures 5a & 5b). With the reduction in defect migration comes a reduction in interatomic spacing — directly lowering fatigue crack nucleation and propagation.
The process is effective on castings, forgings, additive manufactured, and fully machined items because DCT is a through-material process — maintaining wear protection long after surface coatings and case hardening have eroded. With the recent availability of industrial DCT equipment capable of treating parts 8’ x 8’ x 20’ and up to 30,000 lbs., the process now can be used on large turbine, oil and gas, and mining components previously cast too large for DCT (Figure 6).
So, with all these benefits, why has this process been so overlooked and underused?
Early Adoption and Stall
In the 1980s, heat treaters accepted cold treatment (-80°F) to reduce retained austenite and, later, shallow cryogenic treatment (-140°F to -240°F) to reduce residual stress. However, a lack of DCT test labs that could scientifically demonstrate DCT wear benefits, no large capacity DCT equipment available, and no DCT-specific ASTM test methods were key barriers hampering market growth. Unfortunately, DCT doesn’t show increased wear improvement using the universally adopted Rockwell hardness test ASTM E18-20. Without a specific ASTM test to validate process improvement and no suppliers of large size DCT chambers to complement the existing car bottom industrial furnaces, few heat treaters readily adopted DCT. The DCT chamber frequently sat unused in a corner of the shop.
The Current Opportunity
The key breakthrough for the DCT technology has been the evolution of industrial size equipment. Built and prototyped by Deep Cryogenics International in late 2021, the 36K offers heat treaters a new means to expand their service offerings and new capacity to DCT large parts. Since the 36K cryogenically treats at -320°F but also tempers to 350°F, the entire process (including post-DCT tempering) can be performed in one chamber. No longer will capacity be a technology limiter.
A new business model has also changed the DCT industry: low-cost leasing. By removing the high cost of capital purchase, Deep Cryogenics International’s captive leasing program offers heat treaters access to industrial scale DCT, coupled to an on-site liquid nitrogen generator and a 3,000-gallon storage dewar. Now LN2 can be generated on site at less than bulk supplied gas — dropping the “all in” cost of DCT to less than $0.20 per pound.

Source: Deep Cryogenics International
Lloyd’s Register is currently qualifying both the 36K and the DCT technology using a new approach to a recognized test standard — ASTM E2860 Residual Stress testing using X-ray diffraction. This non-destructive test method will positively identify DC-treated parts and correlate a level of improvement based on the drop in residual stress.
2022 will be a big year for DCT with a lot of firsts: large capacity equipment, a captive leasing program, and industry test and certification.
About the Author: Jack Cahn is president of Deep Cryogenics International — a manufacturer of DCT equipment with an in house DCT research lab. His 25-year background in DCT includes design and development of DCT procedures used in scientific, military, energy, and mining applications. He is the author of several patents, certification marks, and research papers. DCI will be opening a DCT demonstration facility in southern Alberta in June 2022.
Contact Jack Cahn: 902-329-5466 or jack@deepcryogenics.com
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com


