





As Thomas Bauernhansl, professor of Production Technology & Factory Operations at the University of Stuttgart, aptly states, “We are going from more supply-oriented production to a demand-oriented one. In many cases, the customer determines which version he wants to have [of] a product — the manufacturer adapts to this and his processes accordingly.”
This shift is critical for the heat treat industry, where the need for advanced automation and robotics integration is paramount to achieve higher efficiency, consistent quality, and reduced costs. In this Technical Tuesday, Dennis Beauchesne, general manager at ECM USA, discusses the increase in use and installation of automation and robotics in manufacturing and specifically how companies within the heat treat industry have adapted to their implementation—and become innovators in their usage.
This informative piece was first released in Heat Treat Today’s January 2025 Technologies To Watch in Heat Treating print edition.
Industry Automation
In the last 10–15 years, an upward trend is consistent with the increased investment value of integrated automation within a heat treatment plant. At the beginning of the 2000s, it was common to have an automatic transport car transporting batches to different stations, but, in the last five years, far more complex automation solutions are in demand. In order to meet the requirements of future industry robotics and automation, our industry must adapt to the new and improved technology offerings and standards that are being used in other industries.

According to World Robotics, there has been a significant increase in robotics usage and installations since 2020 (Figure 1). For example, the automotive industry shows installations almost doubled from 2020 to 2022 with 83,000 installations in 2020, compared to 136,000 installations in 2022. The industrial robot market was expected to grow by 7% in 2023 to more than 590,000 units worldwide. Although it exceeded 500,000 installations, robotics were down 2% (possibly due to COVID-19) compared to the prior record year. Of interest to note for the automotive industry, the industry increased its robotics demand in 2023 to surpass electronics with a 25% share (electronics was close with 23%, down by 5% due to inventory levels stabilizing after supply chain bottlenecks mostly vanished).

Source: World Robotics
Specifically for the United States and Mexico, peak robotics installation demand was documented in 2022, but demand has been consistent within +/-5% (Table 1). The future of robot installations is trending to grow and exceed 50,000 units in North America for 2024. Nearshoring of supply chains will create demand for automation technology in the years to come, according to Christopher Müller in his World Robotics 2024 – Industrial Robots presentation.
Manufacturing Concepts
The company SEW has previously published its ideas and concepts of autonomous transporters distributing the raw parts to the production cells, after the soft processing to the hardening plant, and finally the hard machining (Figure 2). All steps are configured within the component so the process steps can be well documented on a component basis.

Source: ECM GmbH
As can be seen in the SEW Figures, the original hardening plant is shown as a continuous furnace. However, this type of plant technology can be seen as contradictory to current production needs. To be compliant with this new philosophy, plant technology must be as modular, flexible, and automatable as the rest of the production layout and components. Heat treatment must also be controllable and unloadable with automatic transport units. Robots must be able to load batches and navigate the plant (according to CHD, steel, part numbers, etc.). The smaller the batch size, the larger the value of robotic component documentation. Furthermore, a reduction in batch size is advantageous for flexibility, costs, and heat treatment of many requirements for production runs.
Heat Treatment & Robotics

A heat treatment plant can implement
recommendations for the future of industry
automation by acquiring technology for:
- Automatic loading/unloading
- Component recognition systems
- Automatically loaded/read recipe systems
- Smaller batch sizes with a wide variety of variants
- Heat treatment of different applications or steels in small quantities
- Maintenance/repair detection
Benefits of automating part or all production line steps include:
- Shorter process times
- High CHD (Case Hardening Depth) uniformity and lower distortion
- Lower operating costs and labor reduction
These technologies have existed and are being implemented in heat treat operations for a few years now. The results are clear and the benefits are proven through higher quality parts, highly efficient heat treat operations, and overall more efficient production facilities.
As many machining operations have been robotized, this allows the downstream heat treat operations to easily take advantage of part placement in dunnage and plant transport systems, whether manual or automated.

Source: ECM Robotics
Batch Loading with Robotics
Bulk goods-loading (such as clips, links, and other small parts via weight detection) as well as loading and unloading of truck shafts in fixtures and in straightening machines are just a few examples of production areas that can benefit from robotics/automation. Visual recognition systems can identify gears/parts based on the diameter or by the number of teeth on the gear and can then sort them by these features (Figure 3).
Like the visual locating of the parts by cameras, they can also be used for tracking parts and loads within a heat treatment cell. A good amount of work has been done in this area for heat treating. This work covers part marking, tray/fixture encoding, and part weighing scenarios, and allows the heat treat system to accurately process all the different parts coming through the heat treat system with the correct process recipe.
Some of the work being done has been implemented with a QR code marking system for each part before heat treatment. To ensure the correct recipe or heat treatment is performed on the proper part, this scanned code works with the heat treatment system controls to upload the correct recipe to the proper cell. This information can be further analyzed to indicate precise placement in the heat treat tray through virtual tracking.

Source: ECM USA Synergy Center
In Figure 4, you can see in the details that this client has reviewed and tested to assure the code is visible before and after heat treating with a carburizing and hardening process.
These parts are tracked when entering the system and also noted as to which heat treat tray they are on by using a binary code with holes in a tray or on a strategically placed bar code plate on the tray. With this system, they can be scanned by a camera before entry and upon exit of the furnace (Figure 5). This tray scanning can also indicate how many cycles the trays have on them to ensure the trays stay in good condition and can be cycled efficiently.

Source: Lohmann Steel
Networked Hardening
Let’s look at the SEW production concept again and re-imagine it with a more efficient vacuum furnace technology with robotic integration. In this concept, the vacuum furnace system forms the “spatially distributed production reserve” which helps autonomous transport units as “situationally self-controlling” material is delivered.
The QR code on the component represents the “knowledge-based” running card. The robots recognize the components by means of the QR code and are loaded onto the appropriate heat treat trays. The heat treatment can then be carried out on a component-related, flexible, and documented basis. Traceability of production can also be ensured (Figure 6).

Source: ECM Technologies
Loading of the parts can be done efficiently through a series of dunnage that hold the part in specific locations which assist the robot to locate, lift, and place the parts in the heat treat tray. This method doesn’t always need to be a perfect location for the incoming work as we now have 2D and 3D cameras that can work in tandem to locate parts, even in odd stacking or randomly loaded bins.
In a recent installation, a heat treater automated their gear cutting operation to prepare the dunnage before heat treat. Therefore, the heat treat robotics phase was simplified by storing each part in a specification location for the robot to “see” with its vision system. These parts are then scanned and automatically connected to the part’s recipe as stored in the system. In a modular system using low pressure carburizing, individual cells are utilized, and production is recipe driven. These recipes are pre-developed and stored to allow each cell to utilize the recipes for many different parts. In this case, after a part is scanned, the recipe is uploaded into the next available cell and the scanned parts and heat treat fixture is moved to the cell (Figure 7).
Source: ECM USA
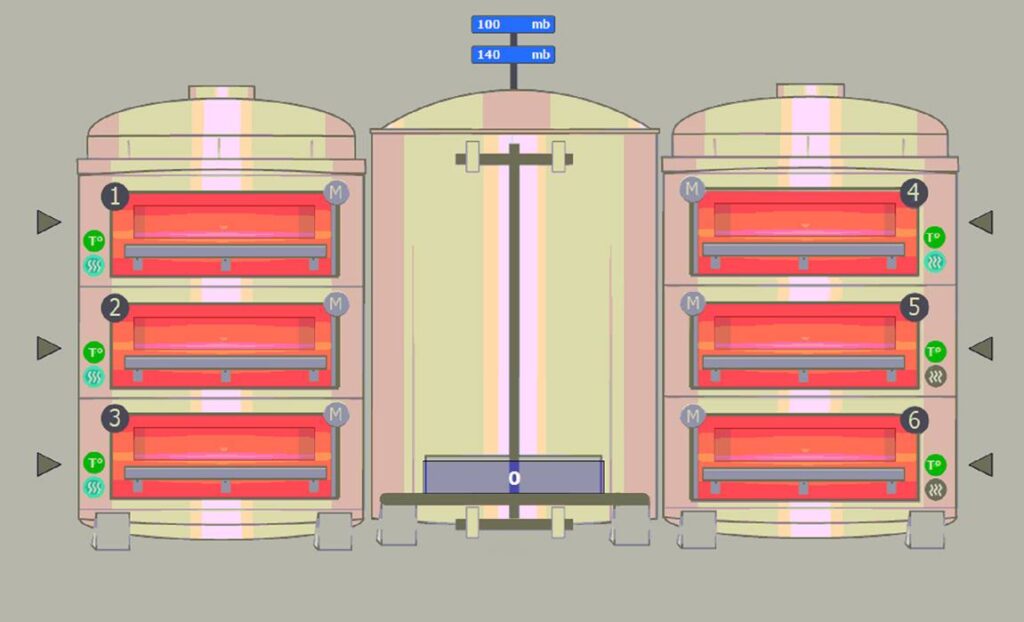
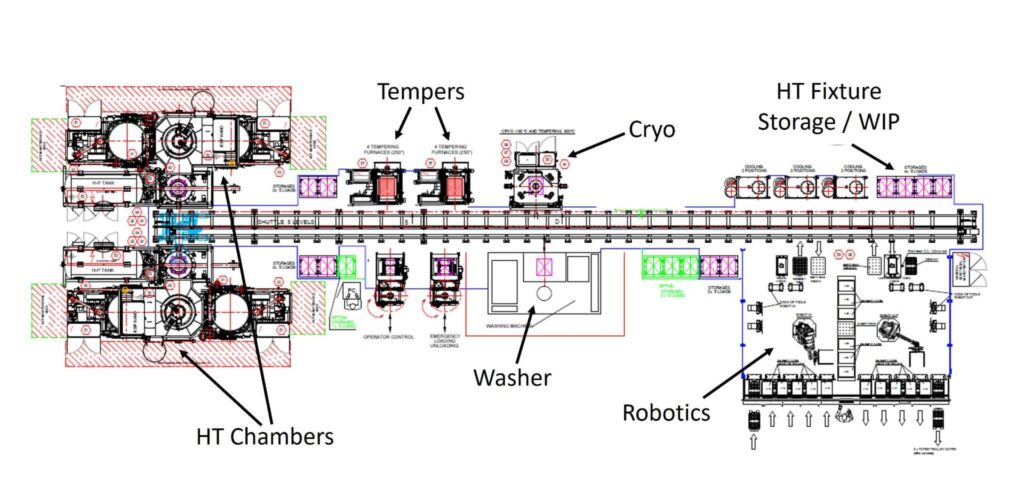
Figure 8 was designed to use over 175 different parts with nine different heat treat processes which included carburizing and slow cooling, hardening, tempering, cooling after tempering and cryogenic treatment.
With further considerations for additional benefits of the automated system, fixtures were optimized by using CFC (carbon fiber composite) base trays. These trays are not only extremely stable and have non-existent growth/warpage, but they also help with robotic placement before and after heat treatment. CFC trays are flat, or can be machined to conform to part geometry, which helps to reduce or minimize distortion related to fixture warpage or creep.
Source: ECM USA
Many system designs have been proposed to a variety of clients; however, the end goal is to design a system that is “standard.” This standard design needs to incorporate different forms of dunnage, bins, boxes, and pallets to allow a commercial heat treater to easily program the system whenever the next part comes in from their client, whatever it may be. This is a challenging task and needs to be broken out by weight category to design the robot’s reach and end tool design. In this case a robot cell offline of the heat treat furnace can be built and utilize, and ultimately use, an AMR (automated mobile robot) or AGV (automated guided vehicle) to bring the built loads to the furnaces (Figure 9).

Source: ECM GmbH & ECM Technologies
Vacuum Advantages
Vacuum furnace systems have a clear advantage over traditional atmospheric systems with many features which lend themselves to integrate into the machining area with robotics and automation.
The fact that an LPC (low pressure vacuum) furnace system can process loads via a recipe input and each cell can be used to process a different case depth, or hardening cycle is highly advantageous when processing a wide variety of parts. In addition, the LPC process provides a more uniform case depth throughout the part to make a stronger part along with high quality processing. The vacuum furnace cells can be arranged in many ways to fit into existing facilities and to be able to use many methods of automation especially including robotics.
Quenching is also a key element in any hardening heat treat process. LPC furnace systems are usually associated with high pressure gas quenching (HPGQ) in a separate chamber to provide the best quenching performance. This gas quenching technique provides a clean process for each part and allows the use of CFC fixtures. There is also no requirement for post cleaning as is necessary with oil quenching.
Providing quality low pressure carburizing, clean and precise gas quenching, CFC trays for better uniformity and keeping the parts flat, and the automation benefits of robotics makes for a state-of-the-art heat treating production operation and thus completes the heat treat paradigm shift.

Source: ECM USA
Conclusion
The heat treat industry wants and needs automation and robotics integration to advance production, reduce costs, and improve the overall quality of production. With traditional technology, process data evaluation and self-configured recipe values are not possible. Therefore, component analysis should be automated to meet and achieve consistent and reliable recipe values (mass flow, time). With the increase in robotics demand, vacuum furnace technology meets the variable requirements of “demand-oriented” production. Due to the flexibility of this technology, small batch size systems can be automated with robots or as bulk material.
References
- Hiller, Gerald. “The networked hardening shop – the challenge to the hardening plant in the world of Industry 4.0.” ECM GmbH. Paper presentation, 2019.
- Müller, Christopher. “World Robotics 2024 – Industrial Robots.” IFR Statistical Department, VDMA Services GmbH, presentation in Frankfurt am Main, Germany, 2024.
About the Author:

General Manager
ECM USA
Dennis Beauchesne brings experience of over 200 vacuum carburizing cells installed on high pressure gas quenching and oil quenching installations. He has worked in the thermal transfer equipment supply industry for over 30 years, 23 of which have been with ECM USA.
For more information: Contact Dennis at DB@ECM-USA.com.

