Bob Hill, Pres. Solar Atmospheres of Western PA. Photo: www.solaratm.com
The first FAA-certified, structural additive manufactured Ti-6Al-4V parts produced by Norsk Titanium AS have been processed successfully by a commercial heat treater located in Hermitage, Pennsylvania. The components, vacuum stress reliefs compliant with stringent AMS 2801 and other OEM specifications, are destined for installation on a Boeing airplane. Norsk Titanium AS is the world’s pioneering supplier of aerospace-grade, additive manufactured, structural titanium components.
Norsk Titanium’s printing technology of these aft galley supports, along with other flight critical components, signals the ancillary cost benefits that customers may realize with additive manufacturing: lead time reduction, lower inventory requirements, and future spare parts continuity assurances. Solar Atmospheres processed the initial production components for Norsk in March.
Norsk’s U.S. facility in Plattsburgh, New York, will produce multiple 3-D printed components for commercial aircraft OEMs. The company is also exploring other applications in the defense sector including the next generation aircraft, naval vessels, and land-based vehicles.
“We are extremely proud to partner with innovative additive manufacturing companies such as Norsk Titanium,” said Bob Hill, President of Solar Atmospheres of Western PA. “Today, we can clearly see how this revolutionary manufacturing process has departed from the hype realm and is entering into everyday reality.”
Steve Prout, President, Solar Atmospheres, Greenville, South Carolina
Boeing has granted an approved scope of processing to a South Carolina heat treat processing plant to include the processing of precipitation hardening, corrosion resistant, and maraging steel parts to the requirements of Aerospace Material Specification AMS 2759/3.
Solar Atmospheres recently announced the expansion to its current scope of Boeing approval at its Greenville, South Carolina, facility, which now includes the following specifications:
BAC 5613 – Heat Treatment of Titanium and Titanium Alloys
BAC 5616 – Heat Treatment of Nickel-Base and Cobalt-Base Alloys
BAC 5619 – Heat Treatment of Corrosion Resistant Steel
AMS 2759/3 – Heat Treatment of Precipitation-Hardening, Corrosion Resistant, and Maraging Steel Parts
“We are proud to be able to expand upon our process offerings in support of Boeing and its many suppliers,” said Steve Prout, President of Solar Atmospheres’ Greenville facility. “This step allows us to once again provide the U.S. Southeast with another regional option for aerospace thermal processes.”
The facility handles small lots and development cycles to a 6-1/2 foot diameter by 24 foot long vacuum chamber capable of processing up to 50,000 lb loads with a maximum temperature of 2400°F. Solar Atmospheres has previously been awarded AS9100 and Nadcap accreditation.
Airbus recently released an update on their progress on five new Airbus BelugaXL super transporters, anticipating the first of the five to be ready to join the Airbus Beluga fleet by 2019. Current work is on the power-on process–systems, mechanical, and electrical integration–to be followed by adding on the tail section.
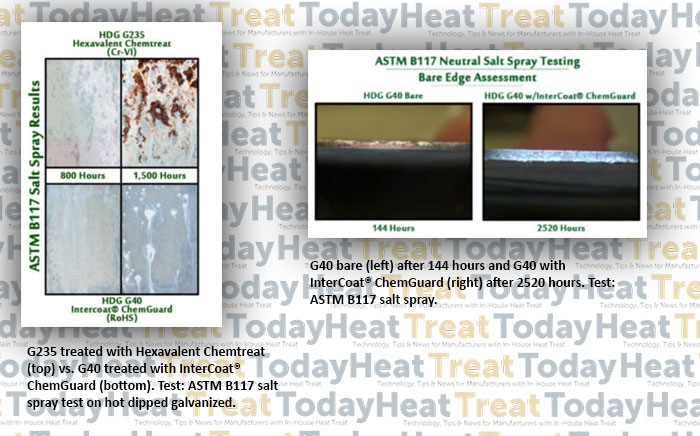
An Indiana-based coil coater and manufacturer of proprietary coating chemistries has recently introduced a new type of corrosion protection for galvanized steel that utilizes covalent bonds and enhances the effectiveness of zinc.
Standard practice to protect metal from corrosion for approximately the last 70 years has been to coat it with zinc. Heavier zinc coatings have normally been applied to provide longer protection. In order to meet industry demand for corrosion-retardant galvanized steel, Chemcoaters, Inc, of Gary, Indiana, has developed InterCoat®ChemGuard, which forms a permanent, covalent bond on the surface of the metal. After application to a light layer of zinc, the product reacts with the zinc to dramatically improve its corrosion protection properties. The bond which is formed at the molecular level cannot be washed or worn off. This process allows bending, stamping, post-painting and even shearing, while providing self-healing characteristics that help protect newly exposed zinc that naturally occurs during secondary processing.
InterCoat®ChemGuard is RoHS compliant and continues to protect during stamping, roll forming, shearing and is weldable, enhancing these processes due to a low coefficient of friction. It eliminates the need for temporary corrosion protection coatings, often used in shipping and materials storage, including hexavalent chrome, a known carcinogen, making it more environmentally friendly for all building, architectural, transportation and consumer appliance applications. It is applicable to many industries, including automotive, aerospace, construction, electrical conduit, wall studs, furniture, fixtures, appliances, outdoor and highway railing, agricultural, lawn and garden and other products using galvanize.
This is the fourth in a series of articles by AMS 2750 expert, Jason Schulze (Conrad Kacsik). The first three dealt with SATs — System Accuracy Tests — both the Standard SAT and the Alternate SAT. Click here to see a listing of all of Jason’s articles on Heat Treat Today. In this article, Jason sets some of the groundwork for a discussion of TUSs — Temperature Uniformity Surveys — by addressing the importance of a uniform furnace. Please submit your AMS 2750 questions for Jason to editor@heattreattoday.com.
Introduction
Temperature Uniformity Surveys (TUS) are an important part of testing any furnace to ensure consistent and uniform product results. In the next few posts, we’ll discuss not just the importance of temperature uniformity surveys, but also the requirements set forth by AMS2750E as well.
The Importance of a Uniform Furnace
Although a uniform furnace is important for all heat treating processes, I will utilize my experience in brazing to explain the importance of temperature uniformity within a furnace. Even if you may be unfamiliar with brazing, the logic should be straightforward.
Brazing depends on the eutectic reaction in a braze filler metal to bond two materials together. Temperature, atmosphere, and (when applied) vacuum greatly influence the reaction; with respect to this article, we will only deal with temperature uniformity as it applies to AMS2750E and Nadcap.
Brazing is inherently sensitive in the majority of aerospace applications. As a consequence, tight temperature tolerances are typically applied to brazing processes: anywhere from ±15°F to a super-tight ±5°F.
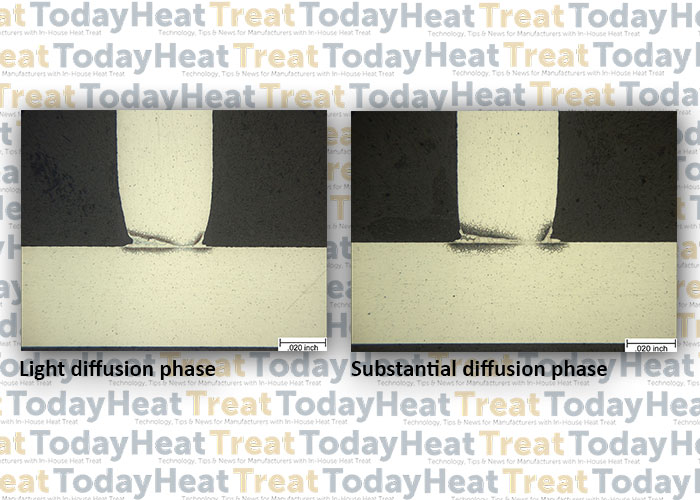
Here’s a practical example. We are developing a diffusion braze process in which two widgets are brazed together using Ni braze filler material. We load a single layer of widgets on a flat ceramic plate: one in each corner and one in the middle. This gives us five samples in total. Once our development cycle is complete, we take the samples to the laboratory for examination of the required diffusion depth. In the lab, we notice that the samples located in the rear of the furnace (farthest from the door) have considerably less diffusion than the samples in the front (nearest the door) and the middle.
In a case like this, we would immediately look at the most recent TUS. If we notice that the uniformity requirement is ±25°F with actual TUS results being +20°F/-18°F (which does conform to a ±25°F), Temperature Uniformity Surveys should not be considered arbitrary. If tight temperature tolerances are required by your customer, it is safe to assume there is a good reason for it, and we should take seriously the need to keep our furnaces in top shape and capable of passing customer and/or AMS2750-required temperature uniformity surveys.
This first TUS article discussed the importance of temperature uniformity requirements as they are passed down to us from a purchase order (PO) holder to a supplier. In following articles, we will begin discussing definitions from AMS2750E and Nadcap to ensure we have a proper understanding of the terms as we implement requirements.
Submit Your Questions
Please feel free to submit your questions and I will answer appropriately in future articles. Send your questions to editor@heattreattoday.com.
SPECIAL REPORT: — by Heat Treat Today Managing Editor, Laura Miller
Automakers and aerospace manufacturers worldwide are reacting to recent reports that employees at Kobe Steel, Ltd, continued to fabricate data regarding strength and durability of metals during and after an internal investigation, that management failed to notice the deception, and that, as a result, the company had violated statutory standards and shipped substandard products without customer knowledge or consent. This is contrary to previous Kobe assertions that all products affected by the scope of the investigation that had been sold had met safety and other standards.
The results of the original probe announced on October 8 were that data fabrication had only involved contract specifications agreed to with aluminum and copper customers, giving the impression that it was just a narrow scope of Kobe’s orders that were affected by the tampering. On Friday, October 20, however, Kobe Steel Group officials reported that industry standards had been violated and a new investigation had begun into the falsification of data at a facility that cuts and processes steel plate, and a plant in western Japan has been red-flagged for “obstructing company’s voluntary inspection” by concealing data.
Kobe Steel Executive Vice President Naoto Umehara (center) at a news conference in Tokyo, 10/20/17. (Photo by Kosaku Mimura, Nikkei Asian Times)
“There has been also some impact on our business as we have lost credibility,” Kobe Steel executive vice president Naoto Umehara said, noting that customers have been canceling orders. “But we can’t quantify the impact at the moment.”
No safety problems have been reported by any manufacturers using Kobe products.
A statement at the company’s website reads:
We are extremely sorry for our improper conduct. At this time, we sincerely and deeply apologize for the enormous amount of worry and trouble we have caused many of you in respect to the improper conduct concerning a portion of our products made by our company and group companies.
The Kobe Steel Group, together with its suppliers, is quickly working to determine how its products have affected safety and other factors. We are thoroughly analyzing the cause and are engaged in developing countermeasures to prevent a reoccurrence from happening. We are making sincere efforts to eliminate the burden on all parties concerned and to resolve these problems as quickly as possible.
In September, U.S. Steel and Kobe announced plans to build a new continuous galvanizing line for advanced high-strength steels for the automotive industry at the PRO-TEC Coating Co. subsidiary in Leipsic, Ohio. “U.S. Steel remains committed to our new Advanced High Strength Steel CGL and bringing solutions to our customers,” U.S. Steel spokeswoman Meghan Cox said Friday. It is unknown whether the PRO-TEC project will still involve Kobe Steel products.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
What would the Australian Ministry of Defense have to do with heat treating in Southern California?
Karen Stanton, Director–Corporate & Strategy of Heat Treatment Australia (HTA), explains how a growing Australian aerospace and defense market propelled HTA’s launch of their first non-Australian heat treating shop, which is today located in Sante Fe Springs, California, within a reasonable distance of customers and suppliers alike.
Listen to Heat Treat Radio’s podcast (Episode #8) with Karen’s description of how expansion into the southern California heat treat market seemed to be the most reasonable move for an agile and growing company like HTA.
Click the play button below to listen.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radiohost.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
NASA’s recent tests to design a technique that would allow additive manufacturing to create durable 3-D rocket parts made with more than one metal show great promise for the technique to eventually replace the brazing process.
Engineers at NASA’s Marshall Space Flight Center in Huntsville, Alabama, tested NASA’s first 3-D printed rocket engine prototype part made of two different metal alloys through an innovative advanced manufacturing process. NASA has been making and evaluating durable 3-D printed rocket parts made of one metal, but the technique of 3-D printing, or additive manufacturing, with more than one metal is more difficult.
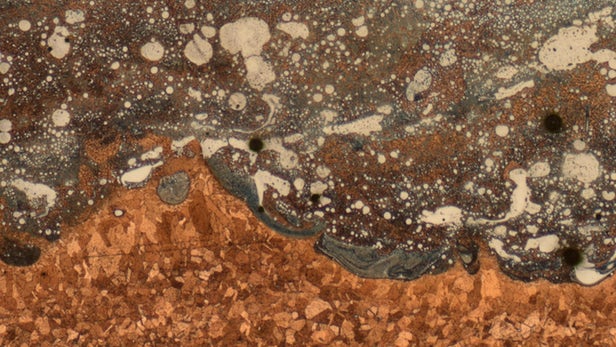
An image from a microscope reveals how the two metals, copper alloy and Inconel, mix and interlock to form a strong bond created by the innovative 3-D printing process during manufacturing of the igniter prototype. Credits: NASA/UAH/Judy Schneider
“It is a technological achievement to 3-D print and test rocket components made with two different alloys,” said Preston Jones, director of the Engineering Directorate at Marshall. “This process could reduce future rocket engine costs by up to a third and manufacturing time by 50 percent.”
Engineers at Marshall, led by senior engineer Robin Osborne, of ERC, Inc. of Huntsville, Alabama, supporting Marshall’s Engine Components Development and Technology branch, low-pressure hot-fire tested the prototype more than 30 times during July to demonstrate the functionality of the igniter. The prototype, built by a commercial vendor, was then cut up by University of Alabama–Huntsville researchers who examined images of the bi-metallic interface through a microscope. The results showed the two metals had inter-diffused, a phenomenon that helps create a strong bond.
A rocket engine igniter is used to initiate an engine’s start sequence and is one of many complex parts made of many different materials. In traditional manufacturing, igniters are built using a process called brazing which joins two types of metals by melting a filler metal into a joint creating a bi-metallic component. The brazing process requires a significant amount of manual labor leading to higher costs and longer manufacturing time.
Majid Babai (center), advanced manufacturing chief at NASA’s Marshall Space Flight Center in Huntsville, Alabama, along with Dr. Judy Schneider, mechanical and aerospace engineering professor at the University of Alabama in Huntsville and graduate students Chris Hill and Ryan Anderson examine a cross section of the prototype rocket engine igniter created by an innovative bi-metallic 3-D printing advanced manufacturing process under a microscope. Credits: NASA/MSFC/Emmett Given
“Eliminating the brazing process and having bi-metallic parts built in a single machine not only decreases cost and manufacturing time, but it also decreases risk by increasing reliability,” said Majid Babai, advanced manufacturing chief, and lead for the project in Marshall’s Materials and Processes Laboratory. “By diffusing the two materials together through this process, a bond is generated internally with the two materials and any hard transition is eliminated that could cause the component to crack under the enormous forces and temperature gradient of space travel.”
For this prototype igniter, the two metals–a copper alloy and Inconel–were joined together using a unique hybrid 3-D printing process called automated blown powder laser deposition. The prototype igniter was made as one single part instead of four distinct parts that were brazed and welded together in the past. This bi-metallic part was created during a single build process by using a hybrid machine made by DMG MORI in Hoffman Estates, Illinois. The new machine integrated 3-D printing and computer numerical-control machining capabilities to make the prototype igniter.
While the igniter is a relatively small component at only 10 inches tall and 7 inches at its widest diameter, this new technology allows a much larger part to be made and enables the part’s interior to be machined during manufacturing—something other machines cannot do. This is similar to building a ship inside a bottle, where the exterior of the part is the “bottle” enclosing a detailed, complex “ship” with invisible details inside. The hybrid process can freely alternate between freeform 3-D printing and machining within the part before the exterior is finished and closed off.
“We’re encouraged about what this new advanced manufacturing technology could do for the Space Launch System program in the future,” said Steve Wofford, manager for the SLS liquid engines office at Marshall. “In next-generation rocket engines, we aspire to create larger, more complex flight components through 3-D printing techniques.”
A global aerospace supplier is the recipient of a newly designed, state of the art furnace—the first of its type in the world—boasting an entire side-on opening, with a door running the full eight-meter width, while maintaining an exceptionally high level of temperature uniformity.
At 1.75m high, the furnace enables two components to be loaded at one time by way of a trolley, with a gap of half a meter between the external tracks and the internal fixturing. This gap was required to enable the doors to close. The trolley then cantilevers across the gap, thanks in part to the unique design of its axels.
An additional challenge was the temperature conformity and accuracy needed by the customer. The maximum temperature difference across the part was specified to be no greater than +/- 2.5°C, to a maximum temperature of 175°C to be maintained for a number of hours to facilitate the heat treatment of highly specialized, CNC-machined aluminum components.
The furnace was designed, delivered and installed by U.K.-based AeroThermal, which designs and manufactures thermal processing equipment for clients in the aerospace, motorsport, military, electronics and tobacco sectors. Accuracy of better than +/- 2°C was achieved by using a multizone heating system on the top and bottom, with four different banks of heater cassettes and four fans, to ensure temperature uniformity. The cassettes were sheathed electrical heaters and produce 240kW.
The furnace is made of a steel structural frame and steel paneling. It is also highly insulated, to the extent that it is possible to touch the vast majority of the oven wall at a temperature marginally above that of ambient whilst the furnace is in operation, minimizing energy usage.
Aerothermal also designed and built in-house a plc control system with two controllers: one for the air temperature, one for the parts’ temperatures. When the manufacturing process is complete, the oven’s temperature is reduced by using a power-assisted ambient cooling system, through external ducts.
Two British firms recently announced a collaboration to establish process parameters for the use of aluminum alloy in additive manufacturing (AM), a project that will include the investigation of heat treatment regimens to deliver optimum properties in AM components for applications in multiple industries, including the aerospace sector.
Mike Bond, Aeromet
Renishaw, a global engineering technologies company based in Gloucestershire providing solutions and products for the aerospace, medical, energy and manufacturing sectors, and Worcestershire’s Aeromet International, a leading supplier of cast metal parts for the global aerospace and defense industries, recently debuted the highly refined alloy at the Paris Air Show in June. The two companies are working together to establish additive manufacturing process parameters and material properties for Aeromet’s A20X® aluminum alloy and to optimise the processing techniques for the alloy on Renishaw metal AM systems. The results of these developments and the heat treatment research will be made available to Renishaw and Aeromet customers.
A family of high-strength aluminum alloy technologies developed and patented by Aeromet, A20X® includes the Metallic Materials Properties Development and Standardization (MMPDS) approved A205 casting alloy and AM205 powder for additive manufacturing.
Marc Saunders, Renishaw
“A20X is being rapidly adopted for additive manufacture of aero engine, airframe, space, defense and automotive parts. It’s unique combination of high strength, high ductility and performance at high operating temperatures make it ideal for light-weight, stressed components. We look forward to making processing techniques for this innovative alloy more widely available to accelerate its adoption,” said Mike Bond, Director of AMT a Division of Aeromet.
“Renishaw’s metal AM systems feature high-power lasers, an inert processing environment, and open parameters,” said Marc Saunders, Director of Global Solutions Centres at Renishaw, “making them ideal for supporting innovative new materials like A20X. We are working closely with Aeromet to qualify this exciting new alloy on our machines. Through our network of AM Solutions Centres, we can help manufacturers to develop industrial AM processes using A20X.”
The two companies plan to release processing techniques and material properties information in the coming months.