Heat treatment equipment will provide pre-testing services at a new state-of-the-art aerospace materials testing laboratory.
Rick Sluiters, EVP for Aerospace, Element
Element Materials Technology (Element), a global provider of testing, inspection, and certification services for materials and products recently announced plans to open the 30,000 sq. ft. laboratory in Shanghai, China, to specialize in a comprehensive range of services that include chemical analysis, fatigue testing, failure investigation, mechanical testing, metallurgical analysis, and on-site testing at client sites. In addition, pre-testing services will include a full machine shop and heat treatment furnaces for the treatment of materials prior to testing.
With ISO/IEC 17025:2017 accreditation complete and Nadcap and OEM audits ongoing, the laboratory will bring capability, capacity, and expertise to the large aerospace manufacturers and their supply chains based in the region. The facility will also provide testing services to the local oil and gas, transportation, power generation, and medical device markets.
“Our new laboratory in Shanghai creates an unparalleled offering for customers in the region as it provides a local service – saving them time and money – while still connecting to the Group’s large, global network of technical capability, capacity and expertise,” said Rick Sluiters, EVP for Aerospace, Element. “The Chinese aerospace industry is going through rapid growth and this investment is a direct response to our customers’ needs for destructive testing services, for metals and composite materials, that will be used on the current and future generations of aircraft developed in the region.”
The United States Air Force commissioned a dual chamber aerospace heat treating (DCAHTTM) furnace system from a leading manufacturer of heat treating equipment for the aerospace and defense industry.
DELTA H chief technology officer and founder Richard Conway
DELTA H Technologies presented the system while visiting Kunsan Air Base in South Korea. These highly specialized furnaces provide crucial heat treating capacity for military aircraft while adhering to the strict calibration and record standards of the Armed Forces.
“As a USAF veteran, there are few things more gratifying than personally delivering to our warfighters the absolute best and most practical technology possible for heat treating aircraft parts,” said DELTA H chief technology officer and founder Richard Conway, who was there when the innovative technology was presented.
DELTA H’s DCAHT furnaces are designed exclusively to comply with the strict aerospace / military pyrometry standards AMS2750E and USAF/NAVAIR Technical Order 1-1A-9. Nine airmen stationed at Kunsan Air Base received certificates of training for heat treating operation. Three outstanding servicemen were also qualified as trainers and are now authorized to teach future operators how to effectively use the system.
“Heat treating is vital to the mission of any airfield. When you look at any aircraft, it is not difficult to imagine all the metal parts – and every single one has been processed with heat in some form or another in order to have the necessary properties required,” said Conway, adding, “Kunsan AB stands fearlessly in the face of a powerful and serious threat. Our warfighters deserve nothing less than the best and we are honored and humbled to be among their technology providers.”
A manufacturer of aerostructures for both commercial and defense headquartered in Wichita, Kansas, recently announced it is transitioning recent research breakthroughs—a new process that allows for more advanced production of titanium parts—from the laboratory to its factory.
Spirit AeroSystems developed The Joule Form™ process, a new proprietary method for forming titanium raw material at elevated temperatures in the fabrication of aerospace components. This method provides the company with a competitive advantage in the use of titanium, a highly desirable material thanks to its combination of strength and its light weightedness.
John Pilla, Spirit AeroSystems Senior Vice President and Chief Technology and Quality Officer
“We are the first in the aerospace industry to use this high-tech solution,” said Spirit AeroSystems Senior Vice President and Chief Technology and Quality Officer John Pilla. “The implementation of the Joule FormTM process allows for more advanced production of titanium parts, such as those on Spirit’s propulsion, fuselage and wing products. This approach offers a host of benefits that ultimately reduce costs and drive greater efficiencies.”
The Joule FormTM process allows Spirit to form parts out of titanium plates rather than relying on machining large blocks of titanium, significantly reducing waste and decreasing the amount of machining. The process was internally developed as part of one of Spirit’s key research focus areas, the Lean Metallic Structures Distinctive Capability.
Kevin Matthies, Spirit’s senior vice president of Global Fabrication
“This emerging manufacturing improvement can replace more expensive techniques,” said Kevin Matthies, Spirit’s senior vice president of Global Fabrication. “We want to build high-quality products in a cost-effective way. This is a great example of improving a process to better serve our customers.”
Joule Form™ technology can be used on aircraft components that are machined from plates or forgings, specifically on materials that are hard to machine and expensive to procure (like titanium and steel alloys). Spirit operates sites in the U.S., U.K., France and Malaysia. The company’s core products include fuselages, pylons, nacelles and wing components for the world’s premier aircraft.
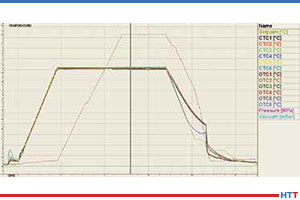
Vacuum heat-treating furnaces are used in a wide range of applications, one of the most critical being the heat treatment of components for aerospace applications. These applications typically allow for metals to be heated to extremely high temperatures with little or no gas contamination. One vacuum furnace application is diffusion bonding. This article, which originally appeared in Heat TreatToday’sMarch 2019 Aerospace print edition, provides a basic explanation of diffusion bonding of an aerospace part carried out in vacuum furnace.
Diffusion bonding is a solid-state joining process. Parts are bonded or welded together without the use of a bonding filler material between the metals. Instead, the bonding process is based on the atomic diffusion of elements between the metals where the materials meet. It is a very effective process for creating a strong bond between dissimilar materials. The process has been used extensively in the aerospace industry for joining materials and shapes to create components or shapes that could otherwise not be made joined to geometric complexity, e.g., multiple-finned channels and honeycomb structures. Today, many diffusion bonding operations are performed in vacuum furnaces.
The diffusion bonding process relies on four process parameters:
ultra-low vacuum levels
temperature
pressure, and
time.
All four of these parameters are critical for the successful exchange of atoms between metal surfaces.
Typical Materials Used in Diffusion Bonding
Some metals are more successfully diffusion bonded than others. In the aerospace industry, titanium (Ti) is excellent and widely used. This is due, in large part, to its high specific strength, good erosion resistance, and favorable high-temperature properties. Titanium is 30% stronger than steel yet 40% lighter, and while it is 60% heavier than aluminum (Al), it is twice as strong. Moreover, titanium can be alloyed with other elements such as aluminum, manganese (Mn), iron (Fe), molybdenum (Mo), and other elements to further enhance its considerable strength, particularly at high temperatures. This high-temperature strength is especially useful in the aerospace industry for the containment of combusting rocket engine fuels. Titanium is also valued for its anti-corrosion properties.
In the aerospace industry, titanium is used in manufacturing the structural components of wings as well as skins for hydraulics systems in aircraft, various components of aircraft engines and the cabins of spacecraft, where its qualities are irreplaceable.
Keys to Successful Diffusion Bonding
As mentioned above, diffusion bonding most frequently takes place in a vacuum furnace and is heavily dependent on time, temperature, vacuum levels, and pressure. Let’s take a look at a couple of these parameters as they relate to the vacuum furnace.
Vacuum:
For a successful diffusion bonding process, an ultra-high vacuum level is important. In order for the successful diffusion of atoms to take place between the mating surfaces of the two materials, the surfaces must be microscopically clean. Ultra-high vacuum levels help to prepare the surfaces for a successful bond. The removal of hydrogen is critically important. Any trace of hydrogen could thwart a successful bond. Ultra-high vacuum levels help ensure the elimination of hydrogen from the work area. Also critical is the removal of nitrogen, which, if not eliminated can form nitrides which also can prevent a successful bond. Ultra-high vacuum levels also help remove other trace gases and vapors including oxygen and water, all of which are detrimental to a successful diffusion bond.
Temperature:
Once the desired ultra-high vacuum levels have been achieved – one indication that the surfaces are cleaned and ready for the bonding process to continue – heat is applied to the furnace. The exact temperature of the diffusion bonding process is dependent on the materials being bonded.
Pressure:
Once heat has begun to be applied to the load, argon is typically added to the chamber. Argon, a heavy, inert gas, is typically used in diffusion bonding processes as opposed to nitrogen, because, as stated above, there is a risk of nitride formations if nitrogen is used. Argon avoids this risk. As argon is introduced into the work chamber, and as heat is being applied, the pressure inside the furnace begins to build to the desired level. The exact pressure is dependent on the materials being bonded and other parameters. It is important to note that argon is added during the heat up cycle and not before or after. This is not done before the heat cycle because the expanding of argon might cause an over-pressure situation resulting in the wasting of argon when the pressure is released. Argon is not introduced into a fully heated furnace because the introduction of cold gases into the furnace would cause thermal cycling (temperature drops) as well as thermal shock to internal furnace parts. A controlled introduction of argon into the furnace is a critical part of the diffusion bonding process.
.
Time:
The final parameter is time. Again, depending on the materials being bonded, the diffusion bonding cycle time can vary significantly.
Diffusion Bonding of Turbine Blades
Diffusion bonding is often used to produce turbine blades by bonding the two lateral elements of the blade with another titanium shape in the middle. The uncovered surfaces of the internal shape are covered with a layer of ceramic dust. Once the diffusion bonding treatment has been completed, the parts are subjected to super-plastic forming (SPF) where pressure is used to blow out the sides and raise the edges of the intermediary metal. The part is then given the twist typical of an airfoil blade through hot pressing in a die.
Lighter Parts & Increased Fuel Efficiency
Aerospace companies that use blades produced with this method have found a significant improvement in engine performance. Hollow core fan blades produced with SPF/DB processes are lighter and stronger than traditional fan blades. The result is a 5% reduction in fuel consumption. And reduced fuel consumption is something that makes everybody happy.
About the Author: Guido Locatelli is the TAV VACUUM FURNACES SPA Deputy General Manager and Furnacare, Inc. President, an expert in mechanics, materials, and new technologies in the field of vacuum furnaces. Since 1984, TAV VACUUM FURNACES has been producing customized industrial vacuum furnaces worldwide. In 2015, TAV established its American company group Furnacare, Inc., in Spartanburg, South Carolina. This article originally appeared in Heat Treat Today’sMarch 2019 Aerospace print edition and is published here with the author’s permission.
A US provider of fuel and control systems for aircraft engines recently had its furnace control improved by a company who services the thermal processing industry, helping both furnace OEMs and equipment end users.
Woodward Inc., which develops and delivers motion control and integrated propulsion systems, recently had its vacuum furnace controls and automation platform upgraded by United Process Controls (UPC). The new generation controls provide streamlined reporting for NADCAP compliance as well as seamless integration with the company’s enterprise planning (ERP) system.
In addition to complying with NADCAP, the enhanced controls also meet AMS 2750E specification for thermocouple tracking. Now, the Protherm 710 controller tracks the thermocouple, its serial number, and usage history; identifies when a thermocouple needs to be replaced based on running hours, days in service, and temperatures reached; and alerts the operator when it’s time to change the thermocouple.
“The workplace at Woodward is top notch. Their commitment to ongoing improvements is an excellent example of a manufacturer understanding the potential of new technology to drive better overall equipment effectiveness, to maximize furnace availability, and to deliver well-engineered, quality products. UPC process controls and control systems add more automation and real-time visibility of production, which will ensure that furnaces continue to operate at maximum efficiency for years to come and at the same time uphold Woodward’s high quality standards of its operations and products,” said Jason Walls, UPC engineer responsible for the Woodward project preparations and start up.
Future upgrades of furnace controls and automation are planned at Woodward, and UPC will participate by supplying Protherm series and Atmosphere Engineering series process controllers and connecting them into the SCADA platform.
Building upon their collaboration begun last year, two aerospace titanium and alloy component suppliers recently concluded successful testing for optimizing alloy for performance.
Norsk Titanium (Norsk), which supplies aerospace-grade, additive manufactured, structural titanium components to Tier 1 client such as Boeing, partnered with QuesTek Innovations LLC and printed the additive manufacturer’s custom titanium wire in support of initial material properties testing.
Norsk’s patented Rapid Plasma Deposition™ (RPD™) process, which transforms titanium wire into complex components suitable for structural and safety-critical applications, is used in the aerospace industry. QuesTek, utilizing Integrated Computational Materials Engineering (ICME), has been involved in projects to resolve materials issues across various alloy systems in additive manufacturing (Al, Mg, Cu, Fe, Co, Ni and Ti) to improve component performance by modifying chemical compositions and optimizing the heat treatments, or designing entirely new alloys.
Carl Johnson, Norsk Titanium, Chief Technology Officer
“QuesTek’s high-performance titanium alloy provides an opportunity for Norsk’s customers to optimize components printed with Norsk Titanium’s RPD™ process and opens doors for new applications,” said Norsk Chief Technology Officer Carl Johnson.
Norsk and QuesTek plan to perform additional testing, while working with aircraft and propulsion manufacturers on the improved business case the new alloy affords.
Aerospace giant Lockheed Martin, headquartered in Bethesda, Maryland, recently announced plans to invest $142 million in its Camden facility in Arkansas, supporting new construction and improving on existing facilities for products, new machinery, and equipment important to the defense of the United States and allies.
Lockheed Martin will expand its Camden, Arkansas, facility to include two new production buildings which will support manufacturing long range fires and PAC-3 missile defense capabilities, plus expanding current facilities, and hire more than 300 new people (artist rendering). (PRNewsfoto/Lockheed Martin)
Lockheed Martin unveiled the plan at the Paris Air Show where company executives were joined by Arkansas Gov. Asa Hutchinson to celebrate the prospect of adding 326 new jobs by 2024.
“Lockheed Martin is a leading technology firm with facilities and clients around the world,” said Hutchinson. “Lockheed’s investment illustrates the fact that Arkansas continues to be a global player in the aero-defense industry.”
Frank St. John, executive vice president of Lockheed Martin Missiles and Fire Control
“Our facility in Camden is a highly efficient, high-quality center of excellence that contributes components and performs final assembly for products that are important to the defense of the United States and a growing number of allied nations,” said Frank St. John, executive vice president of Lockheed Martin Missiles and Fire Control. “The facility has a long record of precision manufacturing and on-time deliveries, which is the reason we continue to invest in and expand our Camden Operations. This expansion will help ensure the availability, affordability, and quality of systems we build for our customers around the world.”
Camden Operations is Lockheed Martin’s Precision Fires operations center of excellence.
A clash of generations may be inevitable at family gatherings, but in the heat treat shop, everybody is on board with the changes that have developed over the last few decades: technological advances in equipment and processes, enhanced quality control, greater awareness for safety issues and green operations, among others. Peter Sherwin of Eurotherm by Schneider Electric traces the course the industry has taken out of the past and into the future. This article first appeared in Heat Treat Today’sMarch 2019 Aerospace print edition.
My first experience in a heat treat shop could be described as your grandfather’s shop—it was dirty and dusty, and you had to be alert to avoid danger. A handful of paper chart recorders were present, and tempering ovens were controlled by a dial indication of temperature, adjusted up and down to find out the current temperature. Only manual flow controls existed. Process temperature, times, and flow-rates were handwritten on small paper cards and stored in a filing cabinet.
Fast forward 15 years and the shop has clean processes, mostly vacuum-based equipment, and all automatically controlled process cycles. Shop floor instructions moved from paper to entirely computer-generated, an industrial transformation to the digital-age that took place in the 1990s and 2000s.
How We Got Here
So, what have the last couple of decades brought? Shakespeare’s Much Ado About Nothing springs to mind. First, we had the painful hangover from the global recession in 2008-09 which, for the next half-decade, had everyone consumed with operating as lean as possible with only a slow trickle of investment. The last few years brought a healthy rebound in manufacturing and increased heat treat production requirements. However, this surge in activity and a continued make-do attitude did not allow the time or motivation to refurbish or replace aging equipment. Add to this the promise and “soon-to-be-fulfilled” prophecies of IoT and Industry 4.0, the coming of age of the electric car, and the resultant effects on heat treatment requirements, and all of these factors conspire to make the heat treater think twice about rushing into investing in new furnaces or upgrading the existing plant.
Your Grandfather’s Heat Treat Shop
The curse of this is watching the average life of equipment catch up with the average age of operators, and we are transported back to the dark ages of your grandfather’s shop.
Admittedly, this is an over-simplification of the current situation—not all plants are stuck in this rut. Contrary to the above, AMS2750D (released 2005) was a boon to European furnace OEMs and associated suppliers, and yet this was not a worldwide phenomenon because the U.S. received a “grandfathered” pass due to the heavy involvement and prior investment in meeting AMS2750C requirements.
Over this same recent period, the final aerospace customers (aerospace primes and engine manufacturers) have not rested on their laurels. A rise in the middle class in Asia has fueled a healthy increase in demand for passenger aircraft and allowed best-in-class suppliers to invest, innovate, and develop more energy-efficient aircraft. Younger airline brands in the Asian continent have been able to rapidly take market share by leveraging a lower cost base created mainly by engine technology improvements.
Engine Developments and Quality Control
The A320neo, available since 2015, incorporates new, more efficient engines and large wing tip devices called “Sharklets” delivering significant fuel savings of 15 percent, which is equivalent to 1.4 million liters of fuel per aircraft per year, or the consumption of 1,000 mid-sized cars. In addition, the A320neo provides a double-digit reduction in NOx emissions and reduced engine noise. [1]
The 737 MAX 8 reduces fuel use and CO2 emissions by 14 percent over the newest Next-Generation 737 and 20 percent better than the first Next-Generation 737s. Also, the 737 MAX 8 uses 8 percent less fuel per seat than the A320neo. [2, 3]
The GTF engine has met all performance specifications since entry into service. For example, the GTF-powered A320neo has achieved a 16% reduction in fuel consumption, a 75% reduction in noise footprint and a 50% reduction in nitrogen oxide emissions. [4]
Today’s Modern Heat Treat Shop
These significant recent engine innovations have been possible through the use of modeling software to aid fast development (versus slow in-field trials) and by maximizing the overall performance via a mix of standard and exotic materials. Future developments include evaluating the use of actual component properties (e.g., tensile test, hardness profiles, other material, etc.) rather than relying on industry averaged properties. These advancements could lead to substantial changes in shape design and associated weight reduction but would require more stringent processing control.
Nadcap accreditation and the SAE AMS2750 standard have been used to manage a specific quality output from the heat treat supply chain. Even with the expected release of AMS2750F, control tolerances are not anticipated to change dramatically. This situation could create tension between the ongoing innovation on the design-side and the slower-development in process equipment capability. Let’s hope this doesn’t result in a path back to individual prime requirements over-shadowing the unified AMS standard.
Heat Treating 101 for the Shop of the Future
So, it’s back to the heat treat shop and the conundrum of upgrading/updating equipment due to age, performance, capability, and now the added twist of potential changes in future customer requirements. What strategy should a heat treater undertake?
Refurbishment of existing equipment to help lower running costs and improve capability can usually occur with updating the control and automation system. By looking at the Total Cost of Ownership (TCO) rather than just the “ticket” price of the upgrade, the payback for the investment can be in months rather than years. Control systems can improve the uptime of the equipment and precision control can positively impact quality results and even shorten process times in some instances. The relatively low payback time can ease the decision to invest.
Investment in new equipment requires a more detailed look at the customer base and changes within the external environment. To help with this uncertainty, some OEMs are starting to provide flexible financing solutions, including leasing. Control and automation suppliers are also doing their bit by designing control and recording instruments that can be enhanced by secure over-the-air software updates rather than requiring a complete change of hardware.
Conclusion
The shops of the past are looking less and less like the shops in most plants today, but it’s more than just physical changes that reflect a forward-looking operation. Today’s shop can leverage innovative thinking about cost of operations, improve the quality of communication with customers and suppliers, effectively use control systems, and be creative about equipment upgrades. These are changes that begin with an attitude adjustment—having the right view of the past and a broad vision for the future.
References:
[1] “Airbus, Indigo places order for 130 A320 neo”, https://www.airbus.com/newsroom/press-releases/en/2011/06/indigo-firms-up-order-for-150-a320neo-and-30-a320s.html
About the Author: Peter Sherwin, a Chartered Engineer, is business development leader with Eurotherm by Schneider Electric, recognized for his expertise in heat treat systems technology, IIoT, Industry 4.0, and SaaS/digital solutions. This article, which originally appeared in Heat Treat Today’sMarch 2019 Aerospace print edition and is published here with the author’s permission.
Georgia Southern University (GSU) in Statesboro, Georgia, recently purchased a horizontal front-loading vacuum furnace from a Pennsylvania based heat treat furnace manufacturer.
GSU plans to use Solar Manufacturing’s Mentor® furnace primarily for vacuum thermal processing research and development of various iron-based alloys, including additive manufactured parts.
The Mentor® includes a graphite shielded hot zone and heating elements, with a work zone size of 12″ wide x 12″ high x 18″ deep, and a weight capacity of 250 pounds. Solar Manufacturing reports that this furnace complies with aerospace specification AMS2750E to process in an argon or nitrogen atmosphere or in high vacuum in the 10-6 Torr range with a 6” Varian diffusion pump. The furnace incorporates a control system package with a large graphic touchscreen overview and can be programmed to control gas quench rate up to two bar pressure and achieve temperature uniformity up to 2400° F.
Dan Insogna, Solar Manufacturing
“We are pleased to provide a solution to GSU’s growing research and development efforts, and we know the Mentor® vacuum furnace will benefit the university with this research,” said Dan Insogna, Solar Manufacturing’s Southeast Sales Manager.
A vacuum brazing and heat treating company recently announced plans to expand its Greenville County, SC, operations to accommodate a new hot isostatic press. This equipment is designed to improve ductility and stress resistance of critical, high-performance manufactured materials.
Accurate Brazing, a division of Aalberts N.V., one of the largest heat treating and brazing companies in the world, is upgrading approximately 20,000 square feet of an existing facility in Greenville County to install the HIP. Since 1989, Accurate Brazing has provided heat treating and brazing applications to support aircraft, ground turbine and power generation markets. The company heat treats materials that include stainless steel, super alloys, copper and refractory materials.
Aalberts N.V. employs approximately 16,500 people at more than 150 locations in 50 countries around the globe. The $13 million expansion project is expected to create at least eight additional jobs and be complete in the second quarter of 2020.
"Accurate Brazing is a very important member of our business community and we are proud of their growth and success," said Greenville County Council Chairman and Board Member of the Greenville Area Development Corporation H.G. "Butch" Kirven.