A Wichita, Kansas-based, manufacturer of fabricated parts for the aerospace industry recently announced its partnership with the world’s pioneering supplier of aerospace-grade, additive-manufactured, structural titanium components to initiate qualification of parts for the Boeing 787.
Spirit AeroSystems and Norsk Titanium US Inc. have reached an agreement to initiate qualification of Spirit’s first additive-manufactured, titanium, structural component for the Boeing aircraft.
Ron Rabe, Spirit AeroSystems Senior Vice President of Fabrication and Supply Chain Management
This qualification will validate NTi’s production and industrialization processes, integrate Spirit’s work scope of machining final parts from additively manufactured near-net shapes, and verify material and final part conformity to requirements.
“Spirit has had a comprehensive and long relationship with Norsk Titanium, and this part will be our first additive structural titanium component incorporated into a commercial airplane program,” said Ron Rabe, Spirit AeroSystems Senior Vice President of Fabrication and Supply Chain Management.
NTi is the world’s first FAA-approved, OEM qualified, supplier of additive-manufactured, structural titanium components. NTi’s proprietary Rapid Plasma Deposition™ (RPD™) process has been in serial production of Boeing 787 titanium components since April 2017.
“I am very proud of the Norsk Titanium team and this accomplishment. It represents years of technology development,” said Mike Canario, CEO of Norsk Titanium. “I also would also like to thank Spirit for this vote of confidence in the Norsk RPD™ process and capability.”
Mike Canario, CEO of Norsk Titanium
NTi’s Plattsburgh, N.Y., facility was recently added to Spirit’s Approved Supplier List (ASL) and Boeing’s Qualified Producer’s List (QPL). Spirit and NTi have had an ongoing technology collaboration for more than nine years. In 2017, both companies signed a Master Procurement Agreement (MPA) for qualification and production activities. The first commercial aircraft part will begin serial production later this year.
A leading independent Maintenance Repair & Overhaul (MRO) provider in the U.K. prepares to open a new Component Maintenance Centre in Northampton, England, with operations planned to start this month.
Monarch Aircraft Engineering (MAEL) has invested approximately £2 million in this new center, which will include heat treating lines compliant to industry standard for standard processing and detail fabrication requirements, as well as hardness testing.
Chris Dare, Managing Director at Monarch Aircraft Engineering
“Our new Northampton facility will enable us to more effectively and efficiently support our burgeoning line and base maintenance facilities across the UK,” said Chris Dare, Managing Director at Monarch Aircraft Engineering. “This multi-million-pound investment in new facilities, equipment and, most importantly, skilled engineering talent, is an integral part of our long-term growth plan and will play a vital role in our success in the years ahead.”
Ingrid Joerg, President of Constellium’s Aerospace and Transportation
A European provider of aluminum products and solutions announced recently that it has signed a multi-year agreement with The Boeing Company to support its leading commercial airplane programs. With this agreement, Constellium, based in The Netherlands, will supply Boeing with a broad range of advanced aluminum-rolled products coming mostly from its plant in Ravenswood, West Virginia.
“This new contract reflects the strong relationship established over the years with Boeing,” said Ingrid Joerg, President of Constellium’s Aerospace and Transportation business unit. “We look forward to continuing to support Boeing in its commercial airplane programs.”
A global aerospace and defense corporation recently announced an agreement to purchase a developer of small-satellite systems for military and national security projects.
An Israel-based manufacturer of all-electric air mobility solutions recently announced it has selected Prescott, Arizona, for its U.S. headquarters, which will include the manufacture of the aircraft’s ultra-light all-composite frames.
EViation Aircraft will establish operations for its electric commuter aircraft, Alice, at a site located adjacent to the Prescott Municipal Airport. The facility will serve as EViation’s base of operations for its expansion from Israel into the U.S. market. EViation selected Prescott as an optimal location for its U.S. headquarters given the area’s skilled workforce and high-density altitude, an ideal environment for test flights.
Omer Bar-Yohay, CEO of EViation
With the goal of making clean regional air travel accessible for all, EViation is tackling one of the world’s dirtiest industries — aviation. Its zero-emission, 100% electric solution, the Alice Commuter, which will be test flown at the 53rd Paris Air Show in June 2019, leverages an IP portfolio that includes thermal management and autonomous landing, as well as distributed electric propulsion, industry-leading battery technology, and cutting-edge composite body frames capable of carrying up to nine passengers on a single charge for 650 miles. EViation will certify and commercialize the Alice aircraft while partnering with leading industry suppliers to bring its prototypes to scale and to the global market.
“As we develop our regional electric aircraft, the U.S. represents a high-growth, near-term target market for us, given its many regional transit corridors and abundance of approved airstrips,” said Omer Bar-Yohay, CEO of EViation.
A Cleveland-based heat treatment software and engineering firm, specializing in metallurgical process engineering and thermal/stress analysis of metal parts, recently announced that mechanical and fatigue testing is underway on an innovative gas quenching unit designed to minimize component distortion during the hardening process.
The DANTE Controlled Gas Quenching (DCGQ) unit is capable of quenching single components following a time-temperature schedule designed for a specific component and steel alloy using the DANTE software.
DANTE Solutions proposed the concept of the process and the DANTE Controlled Gas Quench (DCGQ) unit and collaborated with Milwaukee-based Atmosphere Engineering (now part of United Process Controls), which built the unit, and Akron Steel Treating. The project is funded by the US Army Defense Directorate (ADD), and the aim market is aerospace, where high hardenability steels are used for gears, bearings, and shafts.
Front view of DANTE Controlled Gas Quench (DCGQ) unit
Back view of DANTE Controlled Gas Quench (DCGQ) unit, showing the HMI in process
Test coupons in the unit after the run.
Justin Sims, mechanical engineer, DANTE Solutions
According to Justin Sims, a mechanical engineer with DANTE Solutions, the project began with Phase 1, wherein the team had to “make sure that a relatively slow cooling rate through the martensite transformation did not degrade material properties.”
“Phase 1 showed that we had comparable results for hardness, tensile properties, Charpy impact properties, and bending fatigue to the standard quenching practice for Ferrium C64,” said Sims. “We then initiated Phase 2 and had a unit built that was capable of controlling the temperature of the incoming quench gas to within +/- 5°C.” Phase 2 will end December 2018 after two years. The Phase 1 process currently has a patent pending.
Mechanical & Fatigue testing is currently underway at Akron Steel Treating Company where the unit is installed, and samples have been processed to compare the DCGQ process to standard HPGQ of high alloy steels. The current steel under investigation is Ferrium C64. Sims noted that DANTE is overseeing the processing of the test materials, and commercial metallurgical testing companies are performing the tests.
Tensile Testing Metallurgical Laboratory completed the hardness, tensile and Charpy impact testing, and the results are similar for conventionally hardened C64 samples and DCGQ processed samples. IMR Test Labs is conducting the bending fatigue tests. The US Army at Fort Eustis will conduct the rolling contact fatigue tests.
“We have hardness, tensile, and Charpy impact results from the unit we can share with anyone who is interested,” said Sims. “Distortion, bending fatigue, and rolling contact fatigue are currently being evaluated and the results will be available before the end of 2018.”
“We believe that the DANTE Controlled Gas Quench (DCGQ) process, patent pending, has the potential to change the way heat treating is performed on high hardenability steels,” added Sims. “By controlling the temperature of the incoming quench gas, components experience a near uniform transformation to martensite. This near-uniform transformation has the potential to eliminate post-heat treatment correction operations by minimizing part distortion and allowing designers to account for the size change distortion in the initial design of a component. To date, mechanical and dynamic properties for Ferrium C64 processed using the standard hardening process and the DCGQ process has been identical. Bend fatigue and rolling contact fatigue are currently being evaluated.”
This is the sixth in a series of articles by AMS2750 expert, Jason Schulze (Conrad Kacsik). Click here to see a listing of all of Jason’s articles on Heat Treat Today. In this article, Jason advances the discussion of TUSs with an examination of requirements that apply to TUS thermocouples. Please submit your AMS2750 questions for Jason to editor@heattreattoday.com.
Introduction
Any technician who has performed a temperature uniformity survey understands that the assembly, use, and placement of thermocouples are imperative to the success of the TUS.
As we move through the requirements of Temperature Uniformity Surveys, in this installment we examine the requirements which apply to TUS thermocouples.
TUS Thermocouples Re-Use, Quantity, and Arrangement Requirements
TUS Thermocouple Re-Use Requirements
AMS2750E, paragraph 3.1.3, can be difficult to understand at times. To start, it’s important to understand the difference between expendable and nonexpendable thermocouples.
Expendable Thermocouples:
“Thermocouples made of fabric or plastic covered wire. The wire is provided in coils or on spools. Insulation usually consists of glass braid or ceramic fiber cloth on each conductor plus glass braid overall.”
Nonexpendable Thermocouples:
“Thermocouples that are not covered with fabric or plastic insulations. One type consists of ceramic insulators over bare thermocouple wire, sometimes inserted in a tube for stability and protection. A second type consists of a combination of thermocouple wires, mineral insulation, and a protecting metal sheath compacted into a small diameter. The thermocouple thus constructed is protected, flexible and, within the temperature limits of the sheath material, may be used many times without insulation breakdown. This type of thermocouple, conforming to ASTM E 608, is available under many trade names.”
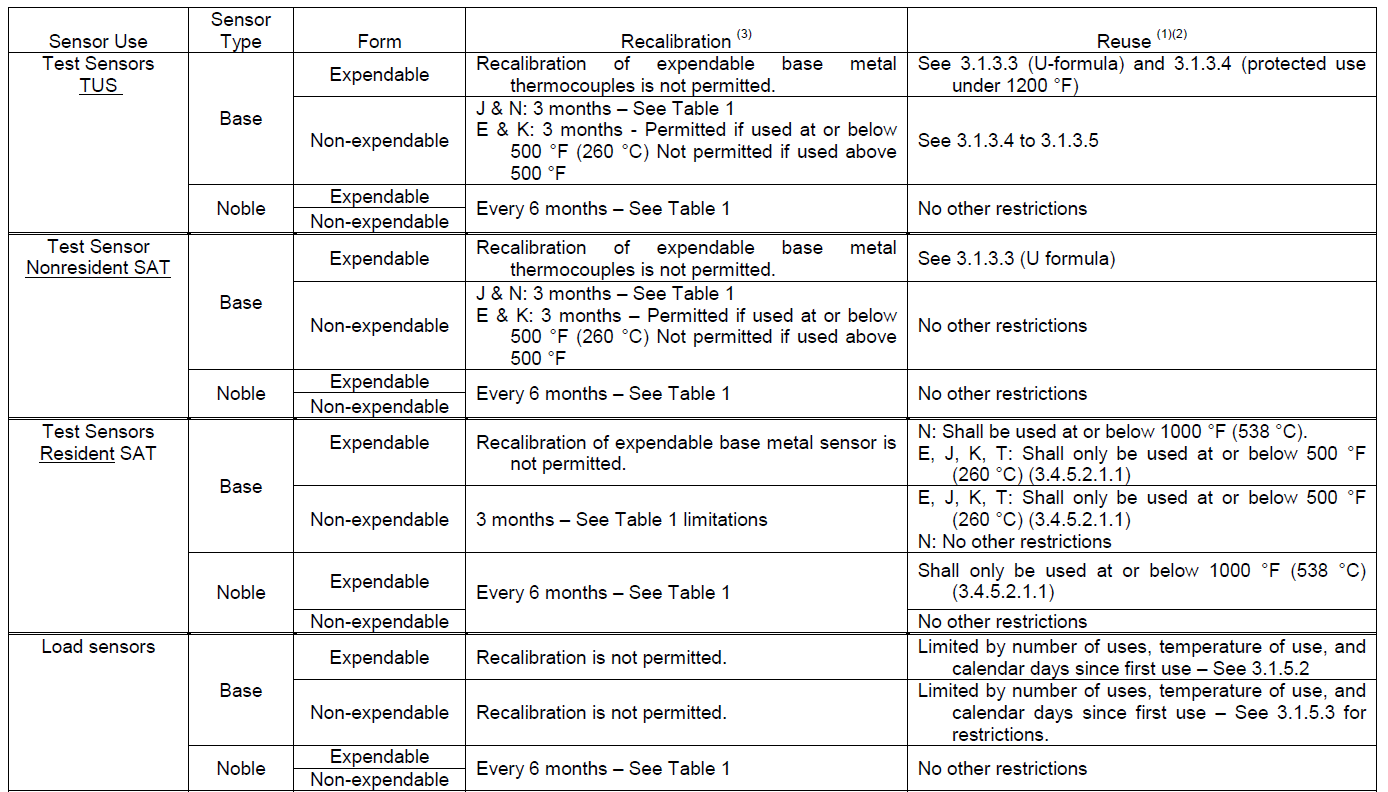
Once these definitions are understood, we focus on paragraphs 3.1.3.3, 3.1.3.4, and 3.1.3.5 carefully to ensure you apply the correct usage allowance to the correct thermocouples.
Paragraph 3.1.3.3:
“Expendable test sensors may be reused if ‘U’ in the following formula does not exceed 30. A ‘use’ for test thermocouples is defined as one cycle of heating and cooling the thermocouple (2.2.77). U = Number of uses below 1200 °F (650 °C) + 2 times number of uses from 1200 °F (650 °C) to 1800 °F (980 °C). Expendable base metal test thermocouples shall be limited to a single use above 1800 °F (980 °C).”
Notice the paragraph begins with the term “expendable test sensors.” This prohibits the U-formula from governing the replacement frequency of nonexpendable test sensors as well as expendable sensors which are not used as a test sensor.
Paragraph 3.1.3.4:
“Any base metal TUS thermocouple that is (1) used exclusively under 1200 °F (650 °C), (2) identified, and (3) preserved/protected from damage (i.e., crimping, excessive moisture contact, corrosion, etc.) between tests or remains installed on a rack that is protected between tests,) shall be limited to no more than 90 uses or 3 years, whichever comes first and may be reused subject only to the limitations of 3.1.3.1 to 3.1.3.2.”
This paragraph begins with “Any base metal TUS thermocouple.” This would apply to any base metal thermocouple (i.e. Type K, Type N, etc.) used for a TUS, whether expendable or nonexpendable.
Paragraph 3.1.3.5:
“Nonexpendable base metal TUS thermocouples reinstalled for each TUS through ports in the furnace, used in the same location and depth of insertion for each TUS and used exclusively under 1200 °F (650 °C) shall be limited to no more than 90 uses or 3 years, whichever comes first and may be reused subject only to the limitations of 3.1.3.1 to 3.1.3.2.”
This paragraph is very specific regarding its application. For this paragraph to apply, the supplier would need to be using a) nonexpendable thermocouples that are b) base metal, which are c) reinstalled through ports in the furnace and used (non-resident) d) at the same location and e) depth of insertion.
Suppliers interpreting the usage requirements of test thermocouples should pay close attention to Figure #1 in AMS2750E. Figure #1 lays out the usage requirements of AMS2750E in an easy-to-read format that can be used as a quick reference.
Figure 1, AMS2750E
TUS Thermocouple Quantity Requirement
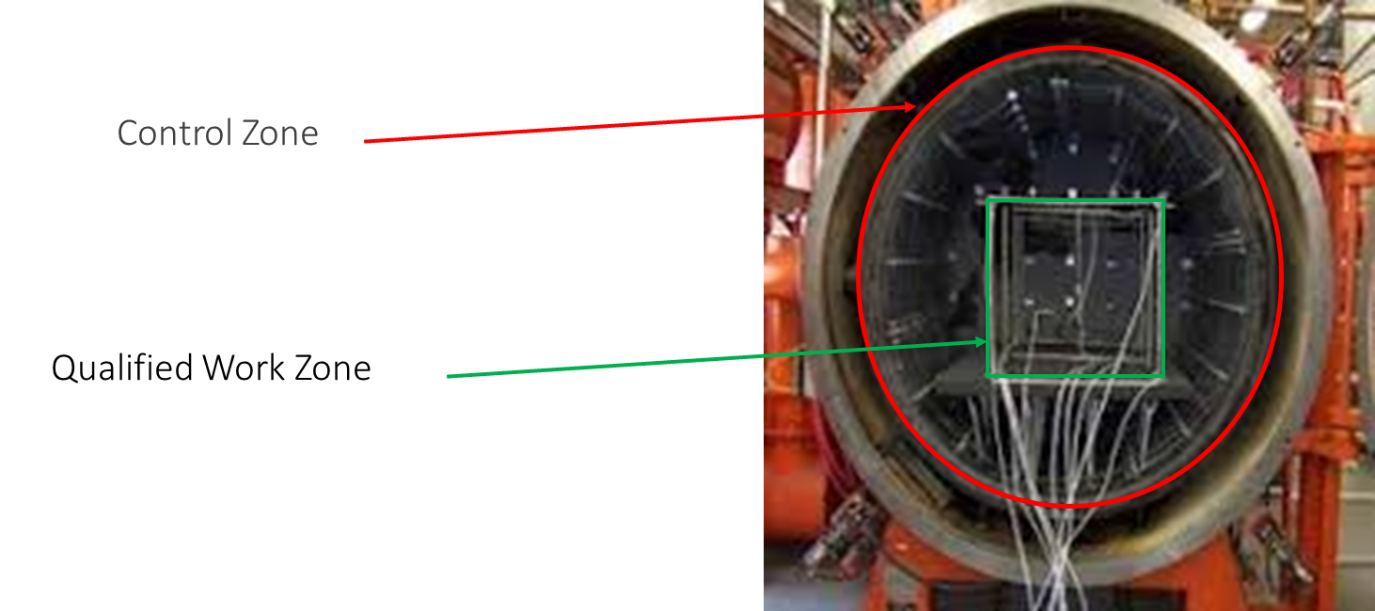
AMS2750E, page 27, paragraph 3.5.13.1, states that the number of TUS thermocouples shall be in accordance with Table 11. The top 2 lines reflect the most widely used. (See Figure 2.)
Figure 2
The amount of test sensors is based on the cubic foot of the qualified work zone. This should not be mistaken for the cubic foot of the heating area in the furnace, or control zone, as the full heating area is not always the size of the qualified work zone.
Table 11 begins by categorizing the options as “Workspace Volume Less Than.” Once your qualified work zone is established, you will need to apply that to the table to determine how many TUS thermocouples will be needed. As an example, if your qualified work zone is 562 cubic feet, you would need a minimum of 19 test thermocouples distributed throughout the qualified work zone during the TUS.
TUS Thermocouple Placement Requirement
Thermocouple placement is described in AMS2750E paragraphs 3.5.13.2.1 and 3.5.13.2.2. Paragraph 3.5.13.2.1 relates to the thermocouple placement for qualified work zone volumes that are less than 3 cubic feet. Typically, this would apply to small air furnaces or laboratory furnaces used for testing, although could very well apply to smaller atmosphere or vacuum furnaces. Each paragraph describes the requirements for a rectangular qualified work zone and cylindrical qualified work zones.
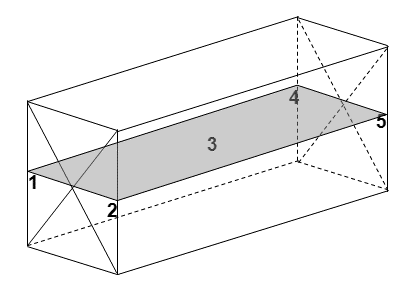
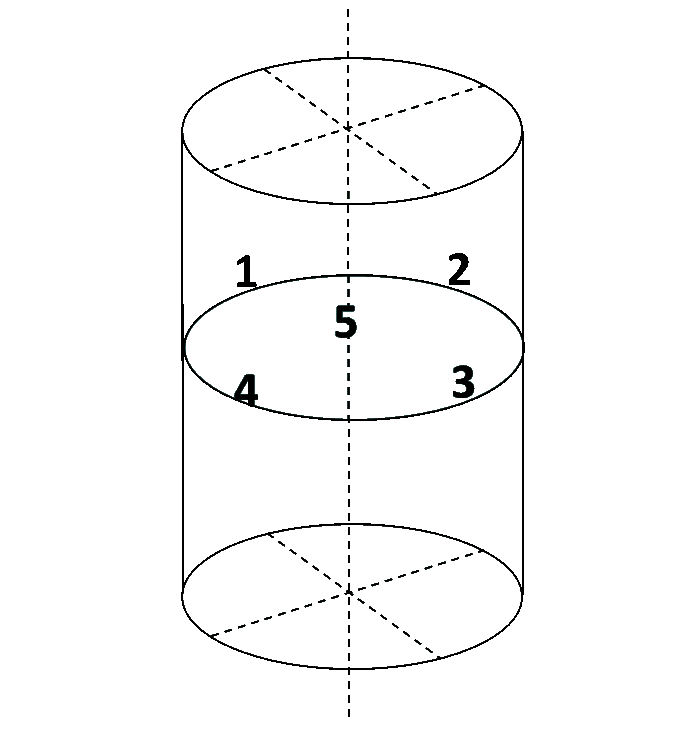
Paragraph 3.5.13.2.1
“For furnace work zone volumes less than 3 cubic feet (0.085 m3), four TUS sensors shall be located at the four corners and one at the center. If the furnace work zone volume is cylindrically shaped, four TUS sensors shall be located 90 degrees apart at the periphery and one shall be located at the center. In both cases, all TUS sensors shall be located to best represent the qualified work zone.”
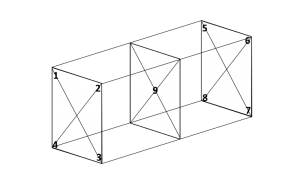
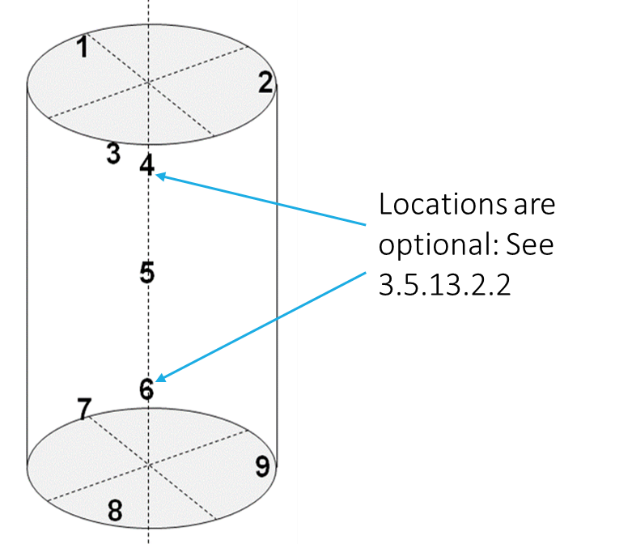
To better describe the requirement within this section, I’ve included a diagram of the requirement for both rectangular and cylindrical qualified work zones.
The location is a requirement, although the numbering sequence identified in these diagrams is optional and the supplier has the freedom to number the locations as they see fit.
Paragraph 3.5.13.2.2
“For furnace work zone volumes greater than 3 cubic feet (0.085 m3), eight TUS sensors shall be located at the corners and one shall be located in the center. If the work zone volume is cylindrically shaped, three TUS sensors shall be located on the periphery of each end, 120 degrees apart. One of the remaining TUS sensors shall be located at the center; the other two shall be located to best represent the qualified work zone. For furnace work zone volumes greater than 225 cubic feet (6.4 m3), the additional TUS sensors required by Table 11 shall be uniformly distributed to best represent the qualified work zone. When radiant heat from the periphery of the work zone is used to heat the product, the additional sensors shall be uniformly distributed at the periphery of the work zone.”
Again, the diagrams to the right better describe the requirements within paragraph 3.5.13.2.2.
Conclusion
Now that the TUS thermocouple requirements have been established, we will move on to the requirements of initial and periodic TUS requirements in the next article.
Submit Your Questions
Please feel free to submit your questions, and I will answer appropriately in future articles. Send your questions to editor@heattreattoday.com.
If there’s one thing that can be determined by reading through the reasons given for nominations to Heat Treat Today‘s 40 Under 40 feature, it’s this: there are in the industry many young metallurgical and heat treating professionals with drive, intelligence, work ethics, and skill that will land them a multitude of awards, promotions, and public acknowledgements.
But as to whether any of them will match the achievements of “titanium savant” Russell Gordon Sherman remains to be seen.
“Sherman’s claim to fame is his research and development concerning alloys and heat-treating protocols for the titanium industry, expanding upon the usability of the metal during the formative years of the titanium industry.”
Dr. Frauke Hogue, a Fellow of ASM International
Recently, Dr. Sherman, 92, who is a member of ASM International, was announced as the recipient of the 2018 Lifetime Achievement Award from the International Titanium Association for “his work in developing titanium alloys, pioneering the high-volume production of titanium aerospace fasteners, and designing heat treating protocols for the titanium industry.”
The Santa Monica Daily Press noted that Sherman made possible the high-volume production of titanium aerospace fasteners during the years when the U.S. and the Soviet Union were vying for aerospace supremacy. Sherman will be presented with the award at the Titanium USA 2018 Conference and Exhibition, October 7-10, 2018, in Las Vegas.
“The entire titanium industry has benefited from his research into developing a higher-strength titanium (the workhorse Ti-6Al-4V alloy) through the heat treatment of solution treating and aging,” wrote Dr. Frauke Hogue, a Fellow of ASM International.
Sherman’s research, presented first in a paper at ASM’s convention in Philadelphia in October 1955, titled, “The Heat Treatability of Ti-6Al-4V”, went on to impact multiple industries but particularly the industrial fastener industry as it intersected with aerospace.
Still providing consulting services in the titanium industry, Sherman, though retired, is not resting on his laurels.
“. . . . If you’re lucky, you might spot the Titanium Man out in Santa Monica, relaxing after a much-accomplished life.”
An aerospace maintenance and repair provider recently inducted two engines in the launch of a 20-year, multi-engine MRO agreement signed earlier this year with a major manufacturer of power systems for aviation and other industries.
StandardAero inducted its first Rolls-Royce AE 1107C engine at the company’s Maryville, Tennessee, facility, and its first Rolls-Royce T56-427 engine at its San Antonio, Texas, facility.
The new AE 1107C turboshaft engine powers the Bell-Boeing V-22 Osprey tiltrotor aircraft, delivering 7,000 lbs. shaft horsepower, and is in service with the U.S. Marine Corps and the U.S. Air Force.
Russell Ford, CEO of StandardAero
The T56-427/427A is also a new engine for StandardAero, powering the Northrop Grumman E-2 Hawkeye and Advanced Hawkeye, an all-weather, carrier-capable tactical airborne early warning aircraft in service with the U.S. Navy. The T56-427 delivers 5,250 lbs. shaft horsepower. The new contract expands the company’s exclusive 8-year agreement to support T56 engine MRO services in support of the U.S. Air Force fleet of C-130H aircraft at StandardAero’s San Antonio facility.
In addition, this new multi-engine agreement will significantly grow work currently conducted by StandardAero on the Rolls-Royce AE 2100 engines, serviced at the company’s Winnipeg, Manitoba, Canada facility with capacity also being added to StandardAero’s San Antonio facility within the United States.
“Our first induction of these new engine models represents a huge milestone for our company and for our customers,” said Russell Ford, CEO of StandardAero. “This is the beginning of a new and expanded long-term relationship with Rolls-Royce along with the privilege and honor of serving the mission-critical needs of our nation’s military forces.”
A state-of-the-art “super finishing” lab for 3D-printed metal parts at Penn State University has received grant funding of $535,000 and will complement existing subtractive processing technology, including heat treating systems, as part of the one-year project, titled “Super Finishing of Printed Metallic Parts for High-Performance Naval Systems.” The grant has been awarded by the Defense University Research Instrumentation Program, which operates through the Department of Defense’s Office of Naval Research.
“The Navy has a strong interest in identifying and researching the technical issues of using 3D-printed metal parts for naval applications now and in the future,” said Ed De Meter, a professor in the Harold and Inge Marcus Department of Industrial and Manufacturing Engineering, is the principal investigator on the project. “They want to better understand how to design parts while identifying potential barriers and also benefits that may arise between the metal printing process and any secondary processing that is done to smooth out the surface texture of these parts.”