Creation requires endurance and continued hard work. Find out what creative applications and research services your colleagues are committed to bringing from across the heat treat industry.
These innovations could bring the next level of innovation to your industrial plants. Enjoy!
Novel Mechanical Testing Systems Powered By Finite-Element Analysis, Optimization Algorithms, and Machine Learning
- An excerpt from a Heat TreatRadioepisode with James Dean -
Doug Glenn: You may have already stated this a little bit, but briefly: indentation plastometry is basically taking an indentation to be able to test, not just hardness or not even necessarily hardness, but the deformation or the strain of material. Do you have to know the microstructure of the material when you’re doing these tests?
James Dean: That’s a good question. In principle, no. If we were to dig deep into the mechanics of what’s going on within our system and our software package, you’d come to recognize that it’s, from a mathematical point of view at least, insensitive to microstructural features. There is a numerical method underlying this – a finite-element analysis – therefore, treating this as a continuum system doesn’t take account explicitly of the microstructure.
When you’re doing the test, it’s actually helpful to know something about the microstructure simply because our technology is all about extracting bulk mechanical behavior engineering properties. Therefore, when we do our indentation test, it is important that we are indenting a representative volume of the material.
It is important that we are capturing all of the microstructural features that give rise to the behavior you would measure in a microscopic stress strain test. Otherwise, you can’t pull out those bulk, core engineering properties, and therefore, the scale on which you do the indent is important. Your indenter has to be large relative to the scale of the microstructure. So, it’s only at that level that you need to understand or know anything about the microstructure.
DG: This test is a nondestructive test, right? You said you can actually test live materials, correct?
JD: Yes.
DG: You don’t have to destroy them, you don’t have to machine them, you don’t have to make them into something you can rip apart, right?
Bert demonstrates the benefits of working with a collaborative robot to induction harden steel parts. The robot gives the operator the ability to work directly next to it, as opposed to conventional robot arms where fencing and distance is required.
The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.
A few benefits of this service are:
Increased wear resistance
Higher hardness and longer life
Less processing time
Higher efficiency and productivity
Maintain tensile strength
Quick turnaround of the project
Consistent, repeatable process
Less distortion when compared to furnace treatment
High Pressure Break Through For Additive Manufacturing
- An excerpt from a Heat TreatRadioepisode with Johan Hjärne -
DG: Doing it all- stress relief, HIP, age, or whatever. Just for clarity sake, you’ve got a typical HIP process, you’re going to heat it up, put it under very high pressure, then, normally, if you didn’t have the high pressure heat treatment capabilities, you would have to cool that part down which is typically cooled quite slowly in a conventional HIP unit, taking more time and whatnot. It then comes down to ambient, or close to ambient, where it can be held, you take it out, you put it back in another furnace (a normal furnace, not a HIP furnace), take the temperature back up, get it to the point where you want it, quick cool it, quench it, to a certain extent, to get the characteristics that you’re looking for, and you’re done. What we’re talking about here is the combination of those two processes plus potential other things like stress relief, and all that, in a single unit, correct?
JH: Yes. This has very beneficial effects on time. Many of the HIP vendors do not have HIP and heat treatment in the same facility. Now we have sold a couple of units to some new HIP vendors that have this capacity, but, historically, the HIP vendors didn’t have both HIP and heat treatment. First, the customer had to send it to a service provider for HIPing, they got the part back, they had to send it to somebody that could do the heat treat step, and then got the part back, and so on. The time, and specifically for additive manufacturing, is important. Keep in mind they can do a part pretty fast, anywhere between a day to two days, worst case a week, but then having to wait week after week after week to get the part back for the HIPing or for the heat treating.
DG: So there’s a substantial, potential time savings, for sure; not just process savings in between furnaces, but the fact that you can buy one furnace and do both of those things.
Let’s talk for just a second about what types of products are most effectively HIPed and/or, if we can, high pressure heat treated.
JH: As I said before, we really started to realize the potential with this technology with the additive manufacturing world. That is were we started to realized that we can actually make a difference here. Not only does it have a beneficial effect for the total time, but having the components under elevated temperature for a shorter period of time is actually beneficial for the microstructure; the grain doesn’t grow as much.
Recent improvements include a new cooling tower, chiller system, enhanced duct work, LED lighting in the plant, a renovated breakroom for the associates, a quality room for the engineering staff, a new HVAC system for the front offices, and upgrades in technology systems.
The updated technology is not only used for improving efficiency and data analysis, but also for communication. It has been key to improving operations and has had a significant impact on relationships with clients. Franklin’s ability to effectively communicate enhances collaboration, which allows FBMT’s clients to more efficiently manage their supply chains, reduce the cost of rework and scrap, and better serve their clients.
"A compressive surface stress can benefit bend fatigue performance by reducing the mean stress experienced during service, effectively offsetting the tensile stress generated by the cyclic loading conditions." In this Technical Tuesday by Justin Sims of DANTE Solutions, learn how a simulation program, funded by the U.S. Army, modeled the method of Intensive Quenching®.
This article covers Phase 2 of the project, a follow up to an article that was previously featured on Heat TreatToday. Check out more original content articles in this digital edition or other editions here.
Justin Sims Lead Engineer DANTE Solutions
Helicopter powertrain gearing can be subjected to tremendous loads during service. The high tensile loads experienced in the root of the gear tooth, combined with the cyclic loading conditions inherent in gear operation, can lead to cyclic bend fatigue failures. To improve cyclic bend fatigue performance, low alloy steels are often carburized and quenched. The combination of a high carbon case and low carbon core leads to increased strength and hardness in the carburized case, while maintaining a tough core. In this manner, the case resists wear and can carry a high load without fracture, while the core is able to absorb the energy imparted to it during operation. Besides the increased strength and hardness, the addition of carbon creates a chemical gradient from the surface of the component towards the core. The carbon gradient creates delayed martensite transformations, relative to the low carbon in the core, and is responsible for imparting residual compressive surface stress. A compressive surface stress can benefit bend fatigue performance by reducing the mean stress experienced during service, effectively offsetting the tensile stress generated by the cyclic loading condition
Since the timing of the transformation to martensite is the main driver in the generation of compressive residual surface stresses, it is possible, to some extent, to control the magnitude of the surface stress by changing the quenching process. Historically, transmission gears have been carburized and quenched in oil. However, as more and more attention is paid to improving part performance through processing techniques, other forms of quenching have become available that show promise in increasing surface compressive stresses, and thereby improving bend fatigue performance. Of particular interest, is a quenching method which utilizes high pressure, high velocity water to quench parts.
Table 1. Pyrowear 53 nominal chemistry.
Known as Intensive Quenching®, the method was developed by Dr. Nikolai Kobasko as an alternative means of quenching components to achieve deep residual surface compression and improve bend fatigue performance.1–3
The technology works by inducing a large temperature gradient from the surface to the core of the component. In non-carburized components, the process has been shown to provide an extremely rapid and uniform transformation to martensite in the surface layers, while the core remains austenitic. This creates a hard shell, under extreme compression. As the part continues to cool, the surface is pulled into an even deeper state of compression. As the core transforms, some compression is lost due to the expanding core, but the compression that remains is generally greater than that achieved by oil quenching.4–7
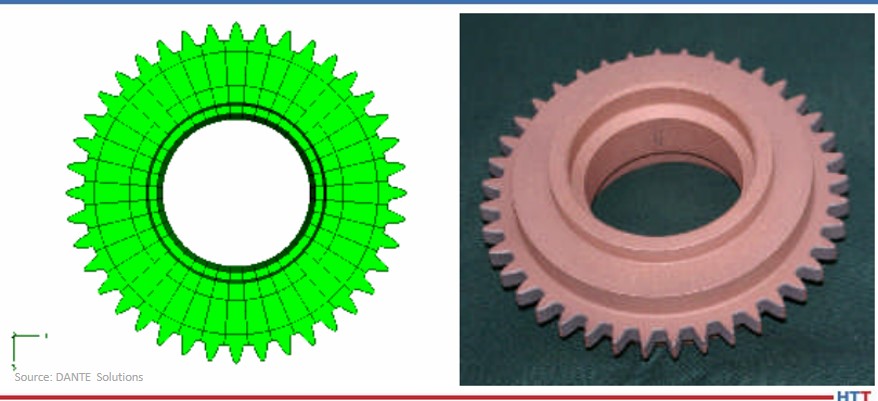
Figure 1. Gear CAD model (left) and actual test gear (right).
To evaluate the possibility of improving bend fatigue of helicopter transmission gears, a program was conceived to compare the bend fatigue performance of carburized gears quenched in oil versus carburized gears quenched using the Intensive Quenching process. Funded by the US Army, the project was comprised of two phases. Phase 1, described in a previous Heat Treat Today article, was a proof-of-concept phase, designed to prove that intensively quenched components could outperform oil quenched components in high cycle bend fatigue testing. Phase 2 then moved to actual transmission gear testing. DANTE heat treatment simulation was used extensively throughout the project to guide processing decisions and understand the mechanisms responsible for improved bend fatigue performance though the creation of residual surface compression. This article will examine Phase 2 of the project.
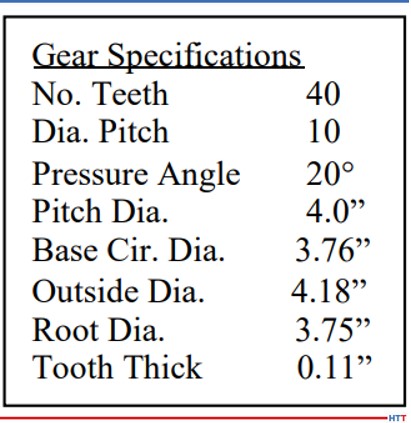
Table 2. Test gear specifications.
Pyrowear 53 was the material of choice for the project, as it is used extensively in helicopter power transmission gearing. Table 1 lists the nominal alloy chemistry for Pyrowear 53, which is a low-carbon, carburizing grade of steel. Figure 1 shows a CAD model of the test gear (left) and a picture of an actual test gear (right); the actual test gear is copper plated to selectively carburize only the gear teeth. The gears were carburized as one batch, and then hardened and tempered to a tooth surface hardness of 59 HRC and a core hardness of 42 HRC. An oil quenching process was used to harden half of the gears and an Intensive Quenching process was used to harden the other half of the gears. Table 2 lists the dimensional specifications of the gear.
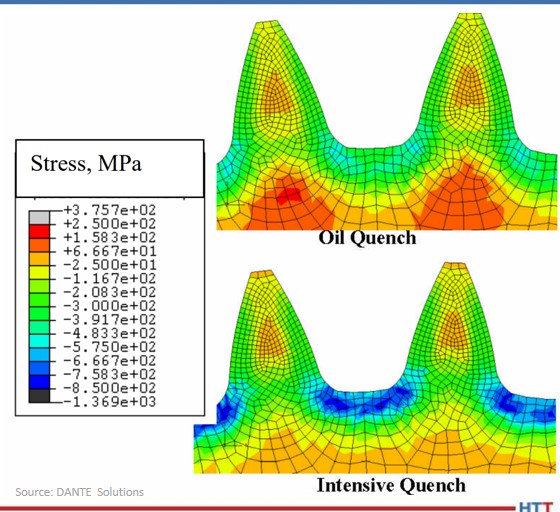
One benefit of using the Intensive Quenching process over a conventional oil quenching process is the development of high residual surface compression. Compressive surface stresses benefit fatigue performance by offsetting any tensile stress generated during loading, effectively reducing, or eliminating, the tensile load experienced by the material. Figure 2 compares the residual stress predicted by DANTE for the test gear subjected to an oil quenching process (top) and an Intensive Quenching process (bottom). It is clear that the Intensive Quenching process induces a greater magnitude of compression in the area of the tooth root, which is the location of most gear bending fatigue failures. The residual stresses present in the tooth flank appear equivalent between the two quenching processes, but the oil quenched component has higher tensile stresses under the carbon case. This could lead to problems should any inclusions or material defects be present in that location.
Figure 2. Residual stress prediction for test gear, comparing oil quench and Intensive Quench.
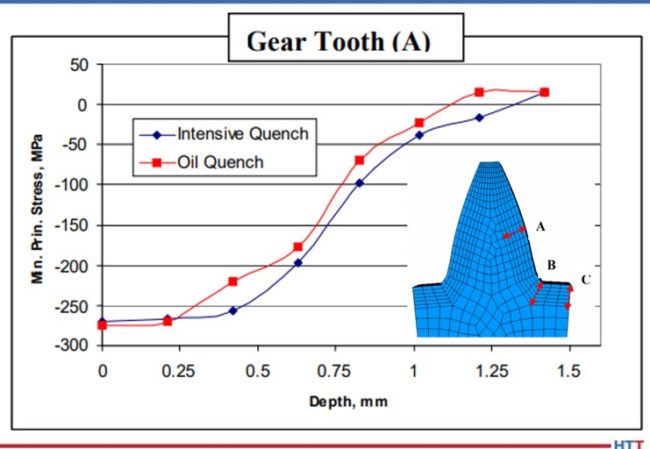
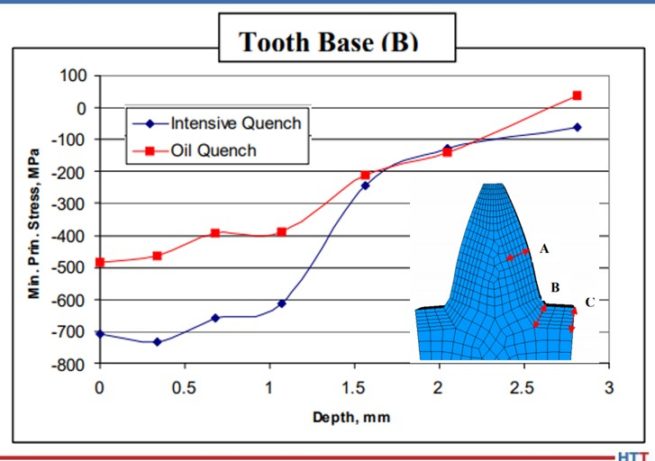
Figures 3 – 5 compare the residual stress profiles of the two gears at three gear tooth locations: flank, root-fillet, and root, respectively. The residual stress profiles for the two processes at the tooth flank, shown in Figure 3, are equivalent, as inferred from the contour plots shown in Figure 2. Both quenching processes generate a surface compressive stress of 275 MPa on the tooth flank. However, the residual stress profiles in the root area of the gear vary greatly between the two processes. Figure 4 shows the residual stress profile at the root-fillet, which is the location of the highest tensile stress during gear service. At this location, the rapid surface cooling afforded by the Intensive Quenching processes creates a large temperature gradient from the surface to the core, allowing more thermal shrinkage to occur after the surface transforms to martensite. The additional thermal shrinkage, combined with the concave geometry of the gear root area, creates additional compressive stresses in this area.
Figure 3. Residual stress versus depth prediction for test gear at point A, comparing oil quench and Intensive Quench.
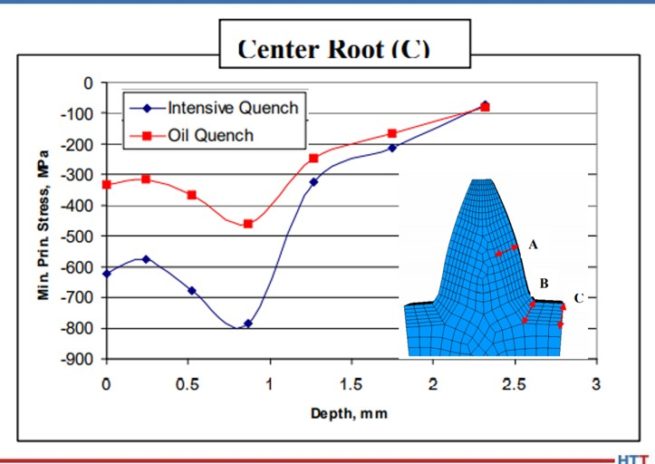
Figure 4 shows that the Intensive Quenching process generated a compressive stress of 700 MPa on the surface of the root-fillet, while the oil quenched gear produced a 500 MPa compressive surface stress in this location. The intensively quenched gear also has a deeper layer of high compression, not rising above 600 MPa compression until after 1 mm below the surface. Figure 5 shows a similar trend for the root, but with an even larger difference between the two quenching processes, since the geometry is even more concave at this location. Again, the gear subjected to the Intensive Quenching process has high compression up to 1 mm under the surface and a compressive surface stress magnitude 300 MPa higher than the oil quenched gear at the root location. The modeling results indicate that the intensively quenched gears should outperform the oil quenched gears in bend fatigue given the increased surface compressive stress present.
Figure 4. Residual stress versus depth prediction for test gear at point B, comparing oil quench and Intensive Quench.
Figure 5. Residual stress versus depth prediction for test gear at point C, comparing oil quench and Intensive Quench.
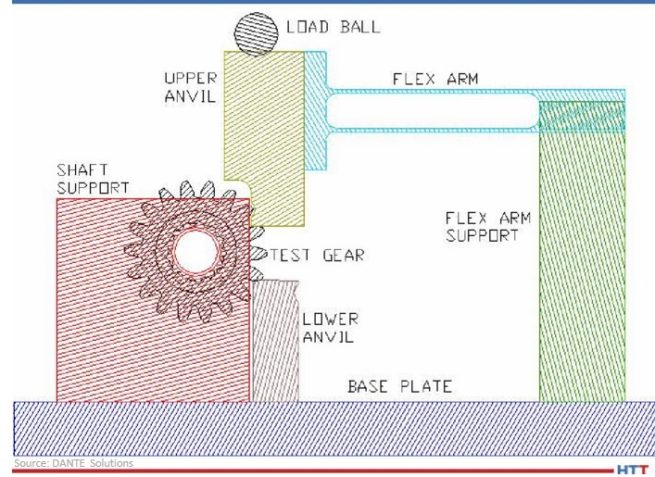
All of the hardened gears were tested at the Gear Research Institute, located at Pennsylvania State University in State College, PA, using a servo-hydraulic testing machine with a specially designed fixture to apply a cyclic bending load to two teeth. A schematic of the fixture is shown in Figure 6. A load ratio of 0.1 was used for all fatigue tests to ensure the gear did not slip during testing by having a constant tensile load applied. The fatigue test was considered successful, defined as a runout, if the gear completed 107 cycles given a certain maximum load. The maximum bending stress, calculated for a stress-free initial condition, was used to compare the two processes.
Figure 6. Schematic of fatigue testing apparatus.
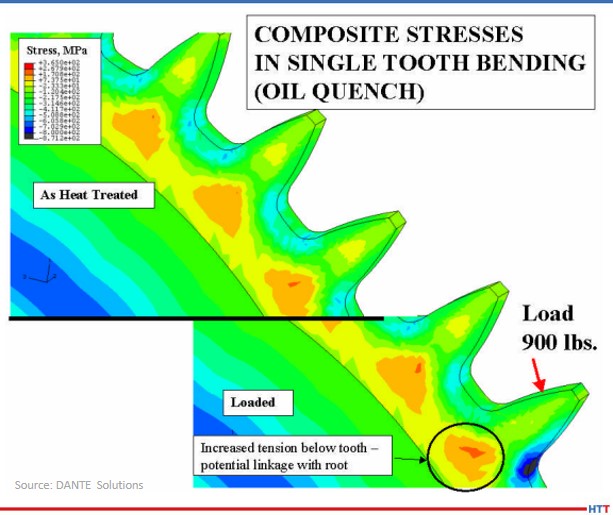
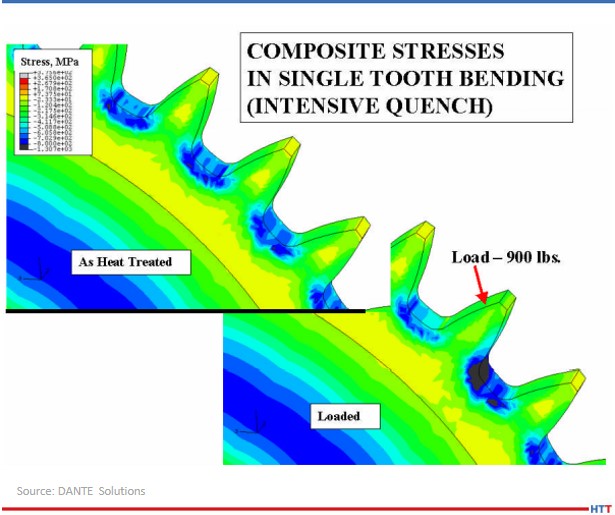
As previously mentioned, the effect of residual compressive stresses during tensile bend fatigue is to offset the tensile stress generated by the load. Figure 7 shows a DANTE model of the test gear subjected to oil quenching showing the residual stress from heat treatment (top) and the stress redistribution during the application of a 900 lb. load (bottom). Figure 8 shows the same conditions for the test gear subjected to the Intensive Quenching process. As can be seen from the two figures, in which the legend ranges are the same, there is substantially more compressive stress remaining in the root-fillet area of the gear subjected to the Intensive Quenching process when the load is applied. This means the effective stress experienced by the intensively quenched gear is less than that of the oil quenched gear, given an identical load.
Figure 7. Stress predictions for the oil quenched gear, showing the residual stress from heat treatment (top) and the stress change when a 900 lb. load is applied (bottom).
Figure 8. Stress predictions for the Intensive Quenched gear, showing the residual stress from heat treatment (top) and the stress change when a 900 lb. load is applied (bottom).
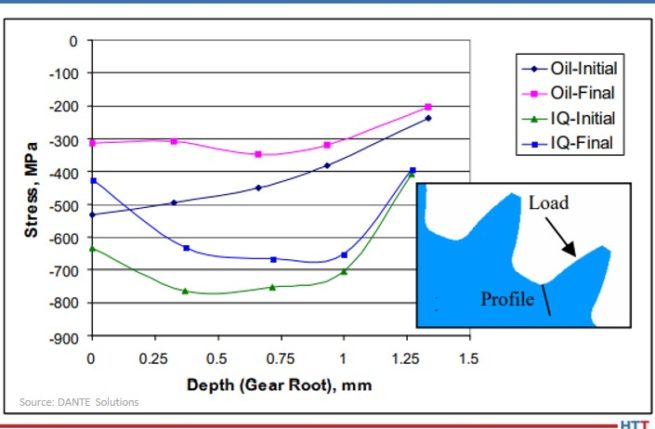
Figure 9 shows the residual stress profile from the surface at the root-fillet for both processes, in the unloaded and loaded conditions. From the plot, a load of 900 lb. generates a tensile stress of approximately 200 MPa, which is offset by the compressive residual stresses. With a 900 lb. load, neither gear sees any tensile stresses during loading, and thus, should runout during fatigue testing.
Figure 9. Comparison of predicted stresses versus depth for the oil quench and Intensive Quench gears in the unloaded (Initial) and loaded (Final) state.
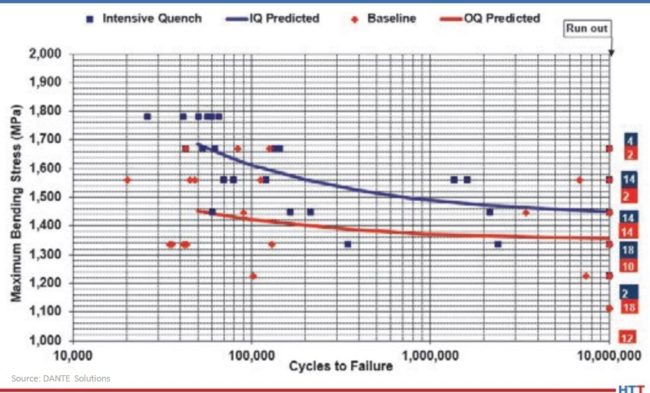
Figure 10 shows the results of the fatigue testing. As expected, the gears subjected to the Intensive Quenching process have an increase in fatigue performance. The endurance limit of the intensively quenched gears is approximately equal to the difference in surface compression, though additional tests should be conducted to confirm this. Regardless, increasing the magnitude of surface compression through a process change can significantly improve fatigue performance of power transmission gearing.
Figure 10. S-N curves for the oil quench and Intensive Quench gears tested.
In conclusion, achieving higher residual surface compressive stresses during hardening of a carburized power transmission gear by way of a process change was shown to improve bend fatigue performance. This was confirmed by the company's simulations, which showed a significant increase in compressive surface and near-surface stresses when the gear was quenched using the Intensive Quenching process, as opposed to an oil quench. The cause of the increased compression was determined from simulations to be due to the combination of martensite formation in the surface layers of the gear and the accompanying thermal shrinkage of the austenitic core, which draws concave geometric features, such as a gear tooth root, into a higher state of compression. The large temperature gradient induced during the Intensive Quenching process is necessary to produce these conditions. Physical fatigue testing confirmed the simulation results, showing a significant improvement in fatigue performance for the gears quenched using the Intensive Quenching process. Accurate process simulation pointed to a heat treatment process change that could be used to achieve increased power density through a transmission as opposed to more expensive and time-consuming design changes.
N. I. Kobasko and V. S. Morganyuk, “Numerical Study of Phase Changes, Current and Residual Stresses in Quenching Parts of Complex Configuration,” Proceedings of the 4th International Congress on Heat Treatment of Materials, Berlin, Germany, 1 (1985), 465-486.
N. I. Kobasko, “Intensive Steel Quenching Methods. Theory and Technology of Quenching”, SpringerVerlag, New York, N.Y., 1992, 367-389.
N. I. Kobasko, “Method of Overcoming Self Deformation and Cracking During Quenching of Metal Parts,” Metallovedenie and Termicheskay Obrabotka Metallov (in Russian), 4 (1975), 12-16.
M. Hernandez et al., Residual Stress Measurements in Forced Convective Quenched Steel Bars by Means of Neutron Diffraction”, Proceedings of the 2nd International Conference on Quenching and the Control of Distortion, ASM, (1996), 203-214.
M. A. Aronov, N. I. Kobasko, J. A. Powell, J. F. Wallace, and D. Schwam, “Practical Application of the Intensive Quenching Technology for Steel Parts,” Industrial Heating Magazine, April 1999, 59-63.
A. M. Freborg, B. L. Ferguson, M. A. Aronov, N. I. Kobasko, and J. A. Powell, Intensive Quenching Theory and Application for Imparting High Residual Surface Compressive Stresses in Pressure Vessel Components,” Journal of Pressure Vessel Technology, 125 (2003), 188-194.
B. L. Ferguson, A. M. Freborg, and G. J. Petrus, “Comparison of Quenching Processes for Hardening a Coil Spring,” Advances in Surface Engineering, Metallurgy, Finishing and Wear, SAE (01) 1373, (2002).
About the Author: Justin Sims has been with DANTE Solutions for eight years and is an excellent analyst and expert modeler of steel heat treat processes using the company's software. His project work includes development, execution, and analysis of carburization, nitriding, and quench hardening simulations. For more information, contact Justin at justin.sims@dante-solutions.com.
Heat TreatToday publisher Doug Glenn finishes his conversation with Mark Hemsath about metal hardness basics. Mark, the vice president of Sales - Americas for Nitrex Heat Treating Services, was formerly the vice president of Super IQ and Nitriding at SECO/WARWICK. Learn all about the what, why, and how of hardening. This episode builds upon previous episodes in Part 1and Part 2.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): This is our third episode with you, Mark, and the first episode basically we were just dealing with very general, kind of like “Hardness 101” – what is it, why is it important, what materials can be hardened, etc. The second episode we delved a little bit further into specifics processes like carburizing, nitriding, etc. If any of the listeners are listening now, they haven't listened to episode one and two, I would recommend that they go back and take a listen to those at their leisure. What we wanted to do today really was just deal with some of the newer advances, why we're seeing some of those newer advances, why some of the processes are having a bit of a resurgence and talk through some of those things.
What we want to do today is to just deal with some of the newer advances, why we're seeing some of those newer advances, why some of the processes are having a bit of a resurgence and talk through some of those things.
Before we start, I'll just ask you straight up, is there anything from the last episodes that you think we need to reiterate or review, or do you think we did okay on those last ones?
Mark Hemsath (MH): I think we did well, and I just wanted to say thank you, again, for letting me talk about this. I think these are some great subjects and I really enjoy doing this.
". . . nitriding, and really its cousin FNC (ferritic nitrocarburizing), are actually fairly inexpensive treatments and they can be performed on final dimension parts. There is no post machining and there is minimal distortion. That's kind of my opinion of why it has done well."
DG: Let's talk about this: From my perspective, from what I hear around the industry, nitriding seems to be getting a lot of play time, to throw in a radio term. You hear it a lot. Why is that? Why is it that nitriding seems to be growing in popularity?
MH: Well, Doug, if you were to ask me, which you did, I think it's mainly due to the discovery that nitriding, and really its cousin FNC (ferritic nitrocarburizing), are actually fairly inexpensive treatments and they can be performed on final dimension parts. There is no post machining and there is minimal distortion. That's kind of my opinion of why it has done well. Like I said, nitriding, not quite as much as FNC; they get lumped together but they are distinctly different.
DG: So, FNC is really the most cost saving?
MH: Yes, you're going to get a fairly hard surface on the part at fairly short cycle times and low temperature. So, again, you can use that final dimension part. You can control that white layer or compound zone, not only in terms of thickness, but also in terms of composition, in other words, how much epsilon versus gamma prime, and its porosity. This allows for repeatable results and repeatable performance today. This was not as easy 20 years ago, but it is today.
DG: And that's because?
MH: The enhancements of the equipment and controls technology. We've come a long way with process control, and that sort of thing; it's substantially different. I always make a joke when we do proposals for equipment, the thing that changes all the time is controls. Electronics are constantly changing and improving.
DG: One other question about nitriding before we move off of that: Are we seeing that growth in popularity in any particular industries or any particular types of products, or would you classify it as across the board? You and I have spoken before about brake rotors and things of that sort.
Find out more on nitrocarburizing by clicking the image above.
MH: It has, you're correct. They've found new uses for it, and brake rotors are one excellent example. Whole new companies have emerged just to do that sort of process because of the volumes that are out there. I think a lot of things are being done. The nice thing about FNC white layer generation on a part is it also has corrosion control, and for automotive that makes a lot of sense. They're discovering new uses for FNC. And then nitriding, in general, has the ability in a lot of instances, as well as FNC, to replace carburizing, depending upon how you engineer the part. There are a lot of reasons to be using nitriding.
DG: You mentioned carburizing, so let's talk about the next process that I'm hearing a lot about, and that's low pressure carburizing. Is it actually growing in popularity? Are we hearing more about it? And if so, why?
MH: This is when I think it's a bit different, in my opinion. I think the surge came many years ago when automakers discovered LPC and it had a lot of good benefits at the same time. Now, aerospace has discovered it but the volumes aren't as high as they were with automotive. LPC is a great process, however, I have been scratching my head as to why it has not become more prevalent, and I think I might have some answers for that.
DG: What are they? Why not more prevalent?
MH: First, many applications of LPC, being vacuum in nature, were performed with high pressure gas quenching. Quenching with high pressure gas limits both load size and materials that you can use that can be quenched in gas, as well as some part geometries, thicker cross sections, etc. They're very hard to quench when you're dealing with certain steels or alloys with high pressure gas quenching. Carburizing, which LPC is trying to replace or compliment, it's really a high volume championing of surface hardening. Hence, per pound, prices are low. Loads are large and dense and you bring in a better quality methodology but you have a lot of limitations on productivity. It's going to get more expensive.
DG: So, you're saying the reason LPC (low pressure carburizing) hasn't taken off is because of the high pressure gas quenching essentially, because you have to do smaller loads?
MH: Yes. To get good quenching with gases because of the nature of how the gases flow around the parts and quench them, even at 20 bar nitrogen or helium, it's just extremely difficult to get the quench rates for certain steels that are required. It is very easy with liquids.
DG: Right. So, you've got to either lighten the density of the load so you get more of the gas flow, or more loads or whatever.
MH: Yes. In vacuum processing typically they spread the parts out further. You have to do that for gas quenching because, depending upon where the gases come from, you don't want to be having one part in the path of another part because you're not going to get the same quench rate. That's still somewhat possible with liquids like oil or water polymer, but certainly not as predominant.
DG: So that begs the question: Can we do LPC with an oil quench or some sort of quench? It's not high pressure gas?
MH: Yes. And it's been done for quite a long time. They call it low pressure carburizing or vacuum oil quenching. You can do both through hardening and carburizing in a vacuum chamber and then you can transfer to oil quenching. Typically, the way that's been done, over all the years, is you transfer it in-vacuum from the vacuum heating chamber to the vacuum that's over the oil and then you put it into the oil. That's what you call classical vacuum oil quenching.
DG: We're talking about high pressure gas quenching and density of loads and things of that sort. One of the things I have been hearing about is companies trying to do more either small lot semi-continuous processes or, in fact, single piece flow so that they can get around the issue of having to oil quench, they can, in fact, do single parts, high pressure gas quenching and things of that sort. Comment on that for a little bit. Are you seeing a growth there?
MH: As you know, we do offer that product line for single piece flow, so yes, we've been working at it for many years. One of the driving forces behind single piece flow is that people are already doing it with so-called press quenching. In those instances, they're taking it out of, typically, a reheat furnace, taking the part out one by one and putting it into a fixture and then quenching it with oil in the fixture to stop distortion as that product cools.
That's a very slow process, very expensive, and very labor intensive unless you can automate that with robots etc. It typically, like I mentioned, involves, if you're surface hardening, you're probably going to do that in a separate unit, carburize that, slow cool it and then you're going to put it back into a reheat furnace. So, it really adds to the cost of those parts, but you get some tremendous distortion control on the parts.
"What we're seeing with [press quenching] is the distortion is very, very low, we're not using any oils, we're not using a press quench, we have very low labor inputs and we can put it in line with the manufacturing cell. The only issue with that technology, and one of the reasons it's been a little bit slow to grow, is that you need relatively uniform part sizes and shapes and pretty large volumes. But this would usually be part of the process plan."
DG: That's in press quenching you're talking?
MH: Yes, that's in press quenching. Now, what we've come up with is something that we call a UniCase Master when you're doing case hardening with it, we also utilize what we call our 4D Quench. The 4D Quench is a high pressure gas quench that actually takes many, many nozzles of high pressure gas and puts it right on the part. The fourth dimension is that we actually spin that part. If you have an irregular gear, you're getting that gas distribution that's coming out of many, many nozzles, distributed very uniformly all over the part.
What we're seeing with that process is the distortion is very, very low, we're not using any oils, we're not using a press quench, we have very low labor inputs and we can put it in line with the manufacturing cell. The only issue with that technology, and one of the reasons it's been a little bit slow to grow, is that you need relatively uniform part sizes and shapes and pretty large volumes. But this would usually be part of the process plan. We've come up, now, with some varieties of that where we can actually change that 4D press quench to cover a range of sizes and you can program that into the software.
DG: And on the 4D Quench or the UniCase Master in the quenching process, are you able to treat most of the grades of steel, even oil quench graded, most of those, or is it fairly limited?
MH: No, it's actually very good. What we've found is, because we're concentrating that cooling of the high pressure gas is very close to the surface. I've mentioned before- you're in a batch load, let's say you're in a 24 x 24 x 36 inch load geometry with high pressure gas quench, well those gas nozzles are coming from very far away. If you go to more standard large size, like a 36 x 36 x 48 inch, the nozzles are even further away from the source. So, yes, you're getting mass flow across the products, but you're not getting much impingement. In convective cooling you need jet impingement. I spent my whole life on this. As you may recall, I was involved with my father and he had patents on jet impingement. We come from a long history of working with convection and jet impingement. Our 4D Quench perfectly optimizes those gas jets coming out and at 4, 6 or 8 bar, we can do the same cooling rate on a gear that you can get with oil. That's phenomenal.
DG: How about some of the other advances that we've seen? I've got a couple of others thrown down here that I'd like you to comment on. Again, for the listeners, I want the listeners to know that Mark's a very gracious guy. Even though he works with Seco Vacuum, I've asked him to comment on some other products that are not his, but he'll give you a good perspective on these things, at least an introductory perspective.
Let's talk about hybrid systems, if we can. We're talking about an integral quench-type system which is where a lot of this hardening process goes on that we've been talking about. Talk about the hybrid system.
MH: As we talked before, the vacuum oil quenching has been done for a long time as has integral quench furnaces. Gas carburizing or gas integral quench furnace has remained pretty much the same for 50 years. You utilize an oil quench, you try to get as quickly as you can into that oil quench, you have agitation in the oil, which gives you pretty decent quenching. When you do that in a vacuum oil quench, because you're putting a vacuum over the oil, you'll get too much out-gassing with standard oil so they've had to develop special oils for vacuum oil quenching.
A couple things with vacuum oils: Number one is they're not as fast, they're slower quenching because of the nature of how they make them and the other thing is they're kind of hard to wash off. They tend to varnish on and give you more problems with that. People that have to do vacuum oil quenching have learned to like it and do it, but people that are used to doing standard interval quench furnaces, if they like oil at all, which a lot of them don't, a standard oil integral quench furnace has fairly fast oil. That allows you to put some pretty good sized loads, a lot of productivity, through a standard interval quench furnace.
What we decided to do was, we said, we want to keep that standard interval quench, and if we do that and marry it to a vacuum chamber that can do low pressure carburizing, how would we go about employing that? We were able to create a furnace that did that. We're using a standard quench standard oils and instead of having endogas as a blanket atmosphere, we use only nitrogen, dry pure nitrogen.
Then, in the heating chamber, number one is that if you're doing through hardening, you don't have any atmosphere; you're under vacuum. The good news with being under vacuum is that you don't have any problem with decarb or picking up carbon of your part. Under vacuum, the nature is that the carbon does not move around, it does not leave the part, and it does not go into the part. It becomes very easy. Regular integral quench furnace, you have to condition it and try to get it at the same carbon potential that you have in your part. It gets a little tricky. With this furnace, it's very, very simple.
As far as carburizing, when you do it in a low pressure mode – what we call LPC (low pressure carburizing) use only acetylene – you're doing it at fairly low pressure levels, typically in the 5-10 bar range and you're using just acetylene. You're using what they call a boost diffuse. Now the key to doing low pressure carburizing, and one of the reasons I think that it has had some issues is in the past, is you need good simulation software. We happen to offer one called SIM-Vac* and it has years and years, if not decades, of experience behind it so that it's now a very handy tool for the heat treater to know what his cycles and recipes are going to look like in an LPC type furnace.
DG: Basically, you're doing a vacuum heat cycle, pulling it out of vacuum into a nitrogen chamber and dunking it into a standard oil quench.
MH: Yes. We will back-fill with nitrogen at the end of the cycle. You typically want to drop a little in temperature anyway before you quench, so there's no problem putting cold nitrogen in there. You get to your transfer temperature and you transfer into the oil.
DG: Cost comparison between a full vacuum oil quench and this hybrid type system?
MH: We've done quite a few. We have two things going against us. We have electric heating and we're using nitrogen. However, the gas guys have quite a bit of gas usage because they're using endo generators and there is quite a bit of energy consumed in those endo generators. When you do the comparison, in a same temperature processing scenario, it's about equal.
However, because our equipment can go to higher temperatures without any challenge at all to our heating furnace, we can go with much faster carburizing cycles. So, when you start those shorter carburizing cycles, you're using less energy and you're using less gases. We actually will end up being a little more competitive. It's kind of counter intuitive, but this is how it really is helping us. Only going 100 degrees Fahrenheit higher, which is not very uncommon going from 1700 to 1800 degrees Fahrenheit, results in almost 50% faster carburizing times.
DG: You're actually being more efficient with your equipment.
MH: Very efficient. And you'll actually get more productivity out of our units if you take advantage of the higher temperature. By going 100, 150, 200 degrees higher in Fahrenheit, you're not going to hurt the furnace, unlike a gas fired radiant tube where you're going to tear it up.
DG: Comment a little about the true vacuum oil quench systems.
MH: They are wonderful systems. We make a great one called Case Master Evolution and we've had that for over 10 years. It's a great product line. A lot of other furnace companies have it. I just read that one vacuum furnace company is going to be offering it in the next year or so. I saw another vacuum furnace came out with a new line kind of touting the ecological aspects of it. But we've been doing it for a long time, so we know how good it is.
The only issue with the vacuum oil quench is the equipment is a little more expensive. For aerospace, that's not a problem. The equipment is typically not quite as productive and it costs maybe 50% more than standard, basic integral quench furnaces. That's why we came up with, what we call, our super IQ- try to get the costs down and have the benefits.
Then, based on that, can we also increase the productivity? We found that we could and it turns out to be much more advantageous money-wise. However, there are still specifications, there are still people that want to have that vacuum to vacuum transfer. There are people that want to have that type of aerospace grade type processing. Our equipment has done very well and I'm sure some of the other guys are selling theirs as well.
DG: So, there is still a place, obviously, for a full vacuum oil quench system. Back on the hybrid then, are there other companies that you know of?
MH: No, I'm not aware of any.
DG: So, the hybrid system, basically at this point, you guys are the only ones doing it.
MH: There are two barriers to entry, obviously, into that market. One obviously is having the vacuum oil quench technology and then converting that technology to what we have which is nitrogen gas, etc. The other thing is, as I mentioned before, if you don't have the simulation programs, it's going to be hard for you to place it into very high production shops. In an aerospace shop, you've got a lot of high end people around that can do that for you, that can set up the recipes, etc. If you're in a basic commercial heat treat shop, you're not going to have that kind of personnel who can be doing that on cycles that change fairly rapidly, without a good tool, and we have that tool.
DG: I want to ask you one last question. It's kind of unrelated, kind of related, a little bit different. We had a podcast we did recently, a four part series we did with Joe Powell with Integrated Heat Treat Solutions. I'm curious your opinion on this. He talked about this process of basic quenching, getting the whole surface of the part down to the martensite start temp which basically forms a case around the part and then you can, basically, slow conductive cool from the core inside out. It has to do with hardening, so I wanted to just throw it out to you. Did you get a chance to listen to those podcasts or parts of them, and what do you think of that whole process?
MH: I did. As you requested, I looked at the podcast on intensive quenching by Joe Powell. I'll tell you that, I actually can't remember which show it was, one of the last or two heat treat shows, I actually ended up sitting next to him out in the hall somewhere and he handed me a piece of paper and said, “Here! This is what we're doing.” I was exposed to it before, but I got into it more now that you showed it to me. It certainly is science based and he understands the issue of quenching very well. I point out that our 4D Quench solves many of these issues, but he's coming from his angle on it, and I certainly agree with him.
As you may recall, I probably mentioned it before, my father was in the industry and had 65 patents, mostly heat treat related inventions. Rarely did we make money off of these ideas. So, I'm used to a lot of great ideas, but you can't make money. I think it's challenging in this world of mass production heat treating, where we have carburizing being performed at 50 cents a pound to get engineers, like Joe is wanting to do, to focus on the whole part life cycle and combining that final quench phase with the part design. I think it's a great idea but I just think it's hard to do.
We kind of know this from experience, and I won't get into it too much, but I think you may know that we have a process called PreNite where we prenitride our parts. That is a similar type thing where we're trying to take advantage of things that we know are possible in heat treating and prenitriding it allows the grains to not grow when you go to higher temperature to try to get more productivity out of a piece of equipment.
The one thing you've got to do, though, is convince the engineer to use a different alloy so that you don't get grain growth in the core. Convincing those guys is tough. We just don't see engineers engaged enough to do this complex reengineering. That's my opinion only. I think that's where Joe is going to get some resistance. I think his ideas are great, and of course, I totally agree with his approach to it. I could go through some other ideas that I came up with just reading his is almost like should you misquench first before you dunk it in the oil so you get that outer case, as he talked about. I think it's a lot of great of ideas.
What we need to do is find some really good engineers to break the barrier of those low risk takers that we have in engineering, and I think that's possible. You may know everybody's out there talking to people like Tesla and SpaceX and some aerospace companies. These guys are starting to break some of these barriers. They're starting to saying we don't want to do the status quo, we want to do something different. If we can do that, a lot more of these technologies will take off.
DG: We need some early adopters to step up.
MH: Early adopters. And people who want to not just be yes-men but really think it through – the whole life cycle of a part, how it's designed and everything else.
DG: So, dear listener, if you are one of those people, please call us. We're interested. We've got a couple of different technologies. Mark, thanks a lot for your Hardness 101 and helping us out on these three. I think we covered some good ground.
Doug Glenn Publisher Heat TreatToday
To find other Heat TreatRadio episodes, go to www.heattreattoday.com/radio and look in the list of Heat TreatRadio episodes listed.
Heat TreatToday publisher Doug Glenn talks with Mark Hemsath about hardening basics. Mark was formerly the vice president of Super IQ and Nitriding at SECO/WARWICK, and is now the vice president of Sales - Americas for Nitrex Heat Treating Services Learn all about the what, why, and how of hardening. This episode builds upon the first conversation in Part 1.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're here talking about hardness, as it pertains to the metals world, metallurgy, and things of that sort. First off, Mark, welcome back.
Mark Hemsath (MH): Thanks, Doug, it's nice to be here.
DG: For the record, we're recording this thing right before Thanksgiving, the day before Thanksgiving, so we've got turkey on the mind here. I've known Mark for many, many years, in fact, I would say a couple of decades now, when he was with other companies and doing other things. He's a very well-rounded person in the industry. He's able to speak intelligently about a lot of different things, including surface hardness, through hardness and that type of stuff.
Last time, we talked about what hardness was and why it's important. Afterwards, you and I had some conversations and there were a couple of things I think we wanted to supplement onto that first episode. One of those things had to do with hardness testing. Throw out what you were thinking about that.
MH: I think on testing, the point here is that there are many scales for testing because we have many different types of material with different hardness. When we start getting into some of the other materials, it changes a little bit. In the steel realm of things, the most typical is to use a diamond tip weight to try to indent the material. Based on the pressure it takes, we get a reading. For instance, a very thin layer may require a different type of test because one style of test may not be set up to measure such a thin hardness. This is typical in something like nitriding where you have a white layer. Different types of testing methodologies – there is the Brinell, Vickers, Rockwell and Newage hardness testers, and there are a lot of other things out there, as well. In general, we are trying to test the surface hardness and then also the hardness as it traverses through the material.
DG: The other thing that you and I were talking about was other materials besides steels that were hardenable.
MH: I'm not an expert on aluminum, but one of the materials that we talked about is aluminum, and quite frankly, SECO/Warwick has a separate division just dedicated to aluminum because it is different. Let's take a look at aluminum first. Aluminum is actually rather soft and has many other benefits. It is very commonly used in aerospace and companies like Tesla are using it today, almost predominantly, for their cars. Just like in steels, it can get harder by using alloying elements. Most common alloying elements are copper, manganese, silicon, magnesium, zinc and lithium. Hardening is typically by a precipitation or age hardening. Tempering is also very common. So, not all aluminum alloys can be heat treated, per se, but as I was mentioning, it is a whole different world and it requires a whole different set of expertise because it is kind of a unique metal.
DG: How about titanium?
MH: Titanium is an increasingly popular alloy. It is expensive and it has very high strength to weight ratio. It is almost as light as aluminum but much stronger and also has great resistance to corrosion. Titanium can be alloyed to add properties to the metal and it can be nitrided at higher temperature making a very thin, hard layer that is gold in color, something that I've done a little bit of in the past.
On of the other materials that you asked about are stainless steels, and this is also a whole different breed. Recently, in the last 5 – 10 or so years, surface hardening is being applied with great success and it is actually done at low temperatures to make a very hard surface and still retain the corrosion resistance. When you harden stainless steels via nitriding at the higher temperatures, you do get high hardness but you lose corrosion resistance. They've made quite a bit of inroads at the low temperature end of things, so called S-phase hardening. Certain stainless steels, martensitic stainless steels, are actually hardenable by heating and quenching. Those have, commonly, 11 – 17% chromium and no nickel and they have a higher carbon. Austenitic stainless steels, typically at 300 series with nickel, do not harden by heating and quenching. These steels, as I mentioned, can be surface hardened. Ferritic stainless steels, which is another breed, are commonly a lot of the 400 series stainlesses have 10 – 30% chromium and they do not harden by normal means. Then, we have some special so-called alloy 17-4 PH and some of the other ones are hardenable by aging. So, I wanted to go through some of that. There is a lot there. But just to discuss all of the variety of different steels out there.
DG: Let's dive into these five different hardening processes, which we want to talk about, to give our listeners a little better sense of exactly what the process is and how they might differ from one another. The five we're going to cover are carburizing, nitriding, carbonitriding, FNC, or ferritic nitrocarburizing, and LPC, meaning low pressure carburizing. Let's go back and just start with, probably, what I think, is the most popular or common one, which is carburizing. Do you agree?
MH: Yes, I would tend to agree, especially by pounds.
DG: First off, what is it? We covered this last time, but just briefly, let's talk about what carburizing is.
MH: Very briefly, carburizing is the addition of carbon which adds hardness to the surface and, as I probably mentioned before, it needs to be done at elevated temperatures. The higher the temperature, the faster the process.
DG: Basically, break it down. How's it done? What's the temperature? What's the atmosphere? What are the times? General things like that.
MH: Typically, it's done above 1600 degrees F, which is the austenitic temperature range, and more commonly done at 1650 – 1750 F, which is 900 – 950 C. In the old days, they put charcoal powder, which is a carbon, near the steel or maybe in a box, and they heated it and that's how they got carbon. They actually got carbon monoxide gas to form at high temperature and got it to go into the steel. This will actually crack the charcoal and give you the gas. Some people still use this, especially if they've got some very big odd shapes; it's the only way to do it. Somewhat, it is done in other countries, but not as much here.
There is also obviously the gaseous form which is called gas carburizing. That is typically done with carbon monoxide gas, which is typically created from cracking natural gas or using a nitrogen methanol. For endothermic gas, it's basically about 40% nitrogen, 40% hydrogen and 20% CO. In order to increase the carbon content of that gas, people will inject a carbon containing gas like propane or natural gas, etc.
One other method that is still in use is salt bath. It is also somewhat common and here they use a sodium cyanide (NaCN). Basically, most of it being done today is with gas carburizing.
DG: As far as the actual materials? I assume most of it's going to be your steels being carburized?
MH: Yes. Virtually any steel or alloy can be carburized to some extent if it has iron in it. Iron carbides will form. Mostly less expensive steels are done. The so-called low carbon, low alloy steels are typically the ones that are most frequently carburized to get high surface hardness and because they kind of like the core properties that come with it.
DG: Equipment. You already hit on this some, but obviously for salt bath, which you mentioned, you're going to have a salt bath piece of equipment to do it. Gas carburizing is obviously done just inside of an atmosphere furnace, in some capacity, I assume. Can it be done continuous and/or batch?
MH: Yes. The most popular is batch. The integral quench furnace, which is usually an in-and-out furnace where you have endothermic gas both in the vestibule where you put it where the quench oil is. Then you go into the furnace, you do your hot temperature carburizing in the same gas, and then you come out hot and you're protected and then you go into the oil quench, and everything is within that atmosphere. That's the most common. But, as you mentioned, continuous is very viable. The only issue with continuous is it's pretty high production and it's usually the same process over and over. That way you can maximize the use of your quench. Because quenching might only be 20 – 30 minutes tops, whereas the carburizing cycle might be 8, 10 or 12 hours, you're not using that quench very often. Continuous will allow you to use a quench much more frequently and that quench might be fairly expensive, so that makes sense for doing the same parts over and over.
DG: Right. If you've got super high production, that would be the way to go. And, it is probably notable to point out here, that quenching is an important part of the carburizing process. This is not true with some of the other surface modification stuff we're going to talk about down the road, correct?
MH: Yes. Quenching is usually done right afterwards, to save money and to make it economical. That's not to say that there aren't many people, like in press quenching, that will actually carburize it, slow cool it and then heat it up again and then individually quench each part. There are also some benefits to grain growth. If you've got a very deep case, that carburizing might cause some growth in your grains. If you slow cool it and then heat it up quickly again and quench it, you'll transform all that back to the properties that you want. But, yes, typically all done together.
DG: Can we carburize using induction technology?
MH: I'm not familiar with carburizing. . . Induction is typically heating the outer surface and cooling it very quickly and keeping that very hard and then the core will still maintain its property. That's a thermal surface engineering process induction. I had an old engineering friend of mine, metallurgist expert, PhD, who calls it surface engineering or thermal chemical surface engineering, because we're using both a chemical process and a temperature process.
DG: Anything else notable on carburizing before we move on to nitriding?
MH: The only thing is the alloying elements are common in steels. I mentioned before low alloy steels and high alloy steels. Alloying elements common in steels are nickel, silicon, chromium, manganese and molydenum. Silicon and nickel are less prone to absorb carbon, whereas the carbon potentially atmosphere is increased with elements like chromium, manganese and molydenum which form more stable carbides than iron. Alloying elements can adjust the ability to carburize.
DG: That's the basics on carburizing. Let's move on to nitriding. If you can, Mark, as we plow through this, maybe draw a bit of a comparison on, for example, temperature ranges and maybe cycle times and materials, and things of that sort. So, what about nitriding?
MH: Nitriding is a process where nitrogen atoms are diffused into the steel surface. I believe that nitriding is more complex than carburizing because hardness, and the types of nitrides created, are dependent on a number of different factors. So, depending on the process, either ammonia is used or an excited nitrogen atmosphere via a plasma generator can diffuse the nitrogen into the steel surface. What's common with nitriding is it's done at a lower temperature. The diffusion of nitrogen is a time and temperature dependent process, so the higher you take the temperature, the faster the process will go. But, it's still performed at much lower temperatures than carburizing. It's actually done in the ferritic range and not in the austenitic range, typically, 915 degrees Fahrenheit up to just under 1100 degrees Fahrenheit which is 490 C to 590 C.
Nitriding is a process where nitrogen atoms are diffused into the steel surface. I believe that nitriding is more complex than carburizing because hardness, and the types of nitrides created, are dependent on a number of different factors.
DG: You're talking 500 – 600 degrees F, roughly, lower temperature than carburizing?
MH: Yes.
DG: That's the temperature range. Obviously, the atmosphere is different because we've got nitrogen as opposed to carbon, but how about process time?
MH: We talked about the temperature. Obviously, if you're at the higher end of that temperature, you can go a little faster, but nitriding has been known to be slower than carburizing, and it is. The diffusion process is slower. Gas nitriding and plasma nitriding are the two main processes. There is also ferritic nitrocarburizing, which is a form of nitriding with salts. But gas nitriding uses ammonia as a nitrogen donor and plasma nitriding uses nitrogen at a partial pressure with a plasma excited atmosphere. Nitrogen creates iron nitrides in various forms in the white layer as either, what we call, an epsilon layer or a gamma prime layer. In some instances, people don't even want that layer, they only want the nitrogen to go into the steel and create nitrides with some of the alloying elements. This is what we call the diffusion into the alloy into the steel into the alpha.
DG: What about case steps between carburizing and nitriding? If you want a deeper case step do you tend to go carburizing or is there a difference in the case depth actually?
MH: It is much more possible to do a deep case step than carburizing. You can basically keep sending it in there and, if you can go a little bit higher temperature, you can get some pretty deep case steps with carburizing. The difference between the nitriding, is that it's a different process. It's a lower temperature process so it's a little bit slower, but you get a pretty hard case with the right alloy with the nitrided case. In many instances, you can get a pretty similar performance of the part, or something that performs very well, with maybe only one-third of the case.
DG: When we talked about carburizing, we talked about materials that were 'carburizable'. How about in nitriding? What materials are easiest to be nitrided and are there some that we really can't nitride?
MH: Nitriding is kind of opposite from carburizing. Most people will carburize the more low alloy or plain steels, whereas in nitriding, we really want to deal with alloy steels that have alloys in it that will be friendly to absorbing nitrogen. Now, on plain hardened steels, you can get the white layer on there, but you're basically limited to just the white layer for your surface engineering, and you don't get much depth, depending upon what type of alloying elements you have.
DG: Mark, talk for just a second about this white layer in non-technical terms, if you don't mind. Is it, simply, the accumulation of nitrogen above the 'surface' of the metal? What is that white layer?
MH: No, it actually reacts with the metals in the surface layer. Because the surface is being hit with a lot of nitrogen, the reactions there will create what we call a white layer where there is a lot of nitrogen activity and those are iron nitrides. They also will get some carbon that will react in there. That's a very hard layer, somewhat brittle; it is resistant to corrosion and it also has very low friction property. A lot of people want that often but when you're going with the higher alloyed steels, there are some applications where you don't want that, let's say, bearing types et cetera where you don't want any small parts that could come off. The white layer is prone to chipping or coming off, so you wouldn't want that in a bearing, because it's very hard and if it comes off, it can cause problems with your bearing.
DG: I assume, with all the modern day technology and whatnot, we're able to control that white layer and/or depth of nitriding layer through your process controls and things of that sort.
Leszek Maldzinski Professor at Poznań University of Technology Project Leader and Scientific Adviser at SecoWarwick
MH: Yes. Nitriding has been around a long time, but one of the problems that they had was controlling the white layer. Because they basically would just subject it to ammonia and you kind of got what you got. Then they learned that if you diluted it, you could control it. That's with gas nitriding. Then plasma nitriding came around and plasma nitriding is a low nitriding potential process. What that means is it does not tend to want to create white layer as much. It's much easier to control when the process itself is not prone to creating a lot of white layer, unlike gas. Now, in the last 10 – 15 years, people have gotten really good at controlling ammonia concentrations. They've really learned to understand that. One of the people who was instrumental in understanding that is the inventor of our zero flow control technology, Leszek Maldzinski. Understanding how you change the ammonia nitriding potential to get the type of steel layers that you want is rather complex, but once you understand it and have the tools, you can craft the layer exactly the way you want it with ammonia gas.
DG: You did talk about the types of equipment that can do nitriding, but just hit on those again.
MH: Gas nitriding is typically done in a retort to safely hold the ammonia and once the gases start dissociating, we also have hydrogen in there. Also, ammonia gas is very noxious and can be deadly, so you need something tight to hold it, and that's why they'll do it in a very tight retort. Plasma nitriding is done under vacuum, partial pressure. You can do that either in a hot retort or a cold wall vacuum type furnace. Those are the two main processes.
DG: If you had a similarly sized carburizing furnace and a nitriding furnace, would you expect that the nitriding furnace would cost more than the carburizing furnace, or vice versa?
MH: Carburizing furnaces are a little more expensive because you have the addition of the quench and you're also at fairly high temperature. Those are two cost drivers in carburizing.
DG: This next one has always been a little confusing for me. Let's see if you can straighten me out: We talked about carburizing, which is carbon. We talked about nitriding, which is nitrogen. And now we go to something called carbonitriding, which sounds to me like the two are holding hands and performing the process. So, what is it?
"It can be confusing because here in the US we call it carbonitriding and we call the form of nitriding that is FNC (ferritic nitrocarburizing), nitrocarburizing. In Europe, I've heard them exchange those names. But, typically, in the US, we call the high temperature process, which is similar to carburizing, we call carbonitriding. The ferritic, which usually means the low temperature, not austentitic, ferritic nitrocarburizing is a low temp form of nitriding and adding carbon.
MH: It can be confusing because here in the US we call it carbonitriding and we call the form of nitriding that is FNC (ferritic nitrocarburizing), nitrocarburizing. In Europe, I've heard them exchange those names. But, typically, in the US, we call the high temperature process, which is similar to carburizing, we call carbonitriding. The ferritic, which usually means the low temperature, not austentitic, ferritic nitrocarburizing is a low temp form of nitriding and adding carbon. Let's go to carbonitriding which is the high temperature version. It's typically done in low or unalloyed steels that have rather low hardenability. Increasing the quench rate is rarely possible, so what we do is we add nitrogen and carbon to the surface to increase the surface hardness substantially. It actually makes a very hard surface. I usually say this is done for the cheaper steels.
DG: Meaning the less hardenable steels?
MH: Yes, and it's done in less alloyed steels, too, because we're just trying to get a thin hard surface on the outside, for whatever application it is.
DG: And temperature range? Does it tend to be similar to carburizing, up in the 1600 range?
MH: It is, but because ammonia breaks down very rapidly at higher temperatures, we like to do this at the lower end of the austenitizing temperature, so in the 1600 – 1650 range, as opposed to the 1700 – 1800 range of carburizing. Now, that means that the carbon transport to carbon diffusion into your steel surface will be slower, but what we're trying to do is we're trying to get both in there, the carbon and the nitrogen to make that very hard, thin surface. And, we're trying to do it quickly, because we want to do it cheaply.
DG: Is carbonitriding kind of an inexpensive way, if you can do it, of carburizing?
MH: That's what I typically look at it as, yes. And, it's possible to do a lot of these parts. Let's say they're stampings or low expense steels. You can sometimes do that also with ferritic nitrocarburizing if you change the steel grade a little bit. There are a lot of different ways of hardening some of these small parts or clips or what have you. Also very common in screws, roofing screws, etc, to get that hard point on there. It doesn't need to be very thick, it only needs to be drilled into the roof one time.
DG: So that's carbonitriding. We talked about temperature ranges. We talked a bit about the steels that we would use for that. Equipment that is being used for carbonitriding? I assume it's more along the lines of the carburizing?
MH: It's virtually identical. It's either gas atmosphere, integral quench batch furnace or can be done in continuous fashion. A lot of people use mesh belts for it, too.
DG: I neglected to ask you this, back on nitriding. No quench is involved there, correct?
MH: Correct. Nitriding has no quench.
DG: But carbonitriding, you're quenching, because it's kind of a cheap man's carburizing.
Anything else we should know about carbonitriding?
MH: Just that steels like 1018, 1022, the low end, there are other ones that obviously can be done, but that's typically what's being used.
DG: Let's go on to the second to last. We've got two more left. Nitrocarburizing, or as it's commonly or often referred to, FNC (ferritic nitrocarburizing), let's talk about it.
MH: Unlike carbonitriding, which is often confused with ferritic nitrocarburizing, FNC is performed at lower temperatures just like nitriding, but it's typically done a little bit higher temperature than nitriding and it's done just below the initial austenitizing temperature which is around 570 C/1060 F, just below 1100 F you can go to if you're equipment is fairly uniform. The reason they do that is because in ferritic nitrocarburizing, you're trying to create white layer, and white layer will be much more aggressively created at higher temperatures and also with higher levels of ammonia.
DG: So, the temperature is the same. Cycles times. Obviously, the atmosphere is predominantly nitrogen with a little bit of carbon mixed in, I assume.
MH: Right. The nitrogen comes from the ammonia, unless it's a plasma type process, but let's talk gaseous ferritic nitrocarburizing first. You can put a carbon gas in. This can be an endogas to get CO, it could be CO2 injected where the CO2 actually will convert to a CO gas, and people have used other gases, but those are the two most popular forms of carbon gas. What that does, again, because we have typically cheaper steels, they don't have a lot of carbon in the surface, so we want to have a little extra carbon there to get that really hard and aggressive epsilon layer.
DG: Equipment to be used. In nitriding, we were potentially using a vacuum furnace, at times. Do we use vacuum for FNC?
MH: Well, FNC, just like nitriding, you don't need vacuum for our nitriding furnace, we use vacuum purge. Because we want the vessel retort to be very tight, making it a vacuum capable vessel, means it's, by definition, tight because you don't want ammonia to leak out. But, for FNC, people have done this in any number of ways. For example, bell furnace or tip up furnace. I've seen people use their integral quench furnaces, the heating chamber. All you have to do is get to that temperature just below 1100 F, get your ammonia in there and get some sort of carbon gas, and you're going to get a white layer.
DG: I know when we were talking about nitriding earlier, you mentioned that it was done mostly in a retort, one reason was to contain the ammonia, but you don't necessarily need that in FNC? Or, is it pretty common that you would use a retort furnace?
MH: It's commonly done in a retort and commonly done in a pit furnace, but there are people who do it in tip up furnaces. Like I said, there are people who do it integral quench furnaces, people do it continuously. Obviously, when you have ammonia involved, the retort makes the environment that you're standing there much nicer, because you can put the ammonia in the furnace as opposed to around you. Small amounts of ammonia can become choking. I don't like other furnace designs because they're hard to seal.
DG: Anything else you think we should know regarding nitrocarburizing?
MH: It can be done in plasma. It's less common. They typically use a carbon gas like methane, or something, to put in there to try to promote some more white layer. Like I mentioned before, plasma process is typically not very white layer friendly. But if you put that carbon gas in there and increase the temperature, you can get some pretty decent white layer with it in a plasma setting.
DG: Let's move on to the last one: low pressure carburizing. Let's talk about that.
MH: Again, carburizing is the addition of carbon, right? So, the difference here is that when we talk low pressure, it's just like a mentioned before with plasma nitriding, it's done at a negative pressure, less than atmosphere. We call this either low pressure carburizing or vacuum carburizing; it's the same process. This takes place at pressures typically in the 1 to 15 torr range, which is about 1 to 20 millibar range of pressure. If you know one atmosphere is 760 torr, so when we're going down to 1 – 15 torr, we're at pretty good vacuum. Just like with gas carburizing, the higher the temperature, the faster the process. What's unique with vacuum equipment, is that vacuum equipment is typically capable of going to higher temperatures which adds to the speed of carburizing. Now, we didn't discuss the design of gas carburizing furnaces that much, but typically they're gas fired and they have radiant tubes. In the interior of the furnace, the higher temperature you go with the really nasty carburizing atmosphere, it reduces the life of those furnaces substantially, so the people that own the furnaces don't want to go to high temperature. If you can go 100 degrees higher in temperature, like you can with the vacuum carburizing furnace, the process gets much faster. That means higher productivity.
One more feature, as well: the initial carburizing of steel at low pressures is actually faster than gaseous carburizing. The carbon flux of the surface is very high in LPC. The diffusion is the same, once you get into the steel itself, but the flux to the surface is very high. So, shorter, shallower cases are quick, and then, like I said, if you can increase the temperature to increase the diffusion into the steel, on deep cases you can get the cycle less than half.
DG: How long has LPC been around?
MH: Technically, it's been around since probably the late 60s. It had a very slow introduction, in my mind. That's only because they had trouble really getting it to work reliably.
DG: Anything else we should be asking? I assume the steels that can be carburized with LPC are essentially the same?
MH: Yes. Steels are the same. Typically, you want to go a little higher temperature than you would with gas carburizing, so typically above 1700 F and more likely 1750 F – 1850 F. The big difference is with gas carburizing, as I mentioned, we use endothermic gas which comes from natural gas and then with some enrichment, here the carbon carrier is typically acetylene and that's put in at low pressure.
The other thing is, in gas carburizing, they use oxygen probes and they try to figure out exactly what the carbon potential of the atmosphere is. It's totally different with low pressure carburizing. With low pressure carburizing, because you can't really measure it reliably and accurately, we use process simulation software to create the recipes. By being able to model the surface area of the parts and the total weight of the parts and the material, the temperature and the case thickness that you want, the LPC process becomes very reliable and can perform very well.
DG: We've had conversations with folks over at Dante Solutions and they say that this LPC is one of the most read items on their website; people are trying to figure out how to do it and how to avoid the carbides and things of that sort. It sounds like an interesting process.
Anything else we need to talk about on LPC?
MH: I would like to point out that most LPC has been done in vacuum furnaces in the past with high pressure gas quenching. You mentioned it's been around a long time. What they found with high pressure gas quenching is, number one, you can't have a lot of parts in the furnace, which means you have smaller load sizes. In order for the gases to quench, you have to have very high pressure and also, the parts can't be that thick.
Over time, it really hasn't taken off the way I think it should have. And some of the equipment was kind of problematic. There was always done vacuum and oil quenching, but when they combined, and a few manufacturers do this, vacuum and oil quenching with LPC, then the oil quenching allows you basically to use the same steels to get the quench rates and to start to get some heavier loads in your furnace so that you can get the productivity.
This has now driven, what I consider to be, a viable option to gas carburizing. For instance, with our Super IQ furnace, we use a conventional oil quench. It's no different than the standard oil quench that most people use in their integral quench furnace. However, the heating is done in LPC. The difference is, instead of transferring the load in vacuum, which is what a conventional vacuum furnace will do, or transferring it in a hydrogen and nitrogen atmosphere, we transfer it only in nitrogen.
We have found out that there is no added IGO or any other problems with doing that. What ends up happening is you can make a less expensive furnace and you don't have to use vacuum quench oils, which are a different breed- they're not as fast, they're more difficult to wash off and clean off. We think that combination of LPC and standard oil quench makes a very high performing furnace with LPC. So, it puts LPC into a new interest level, in my mind. But, again, you still have to have very reliable simulation software. We have over 10 years of experience putting that software together, so it's very reliable.
DG: Just so the listeners know, we're doing a 3-part series and we're in #2 right now. Next time we are going to talk about some of the more conceptual things regarding nitriding LPC and we're going to even talk a little bit about single piece flow because there's been a demand for single piece flow. We're going to talk about some of the recent advances in some of these systems which we've hit on here just briefly.
Mark, I appreciate it. This time, I think we've done a good job at covering carburizing, nitriding, carbonitriding, nitrocarburizing and a little bit on LPC. Next time, we'll look forward to talking with you more about some of these other things.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
Heat TreatRadio host Doug Glenn and Mark Hemsath, talk about hardening basics. What is it, why does it matter, and how do we do it? This is a great primer episode to kick off our three-part series with Mark. Listen and learn!
Mark was formerly the vice president of Super IQ and Nitriding at SECO/WARWICK, and is now the vice president of Sales - Americas for Nitrex Heat Treating Services.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Mark, I want to welcome you to Heat TreatRadio. Welcome!
Mark Hemsath (MH): Thank you, Doug. It's nice to be with you today and thanks for having me on the show to talk about this interesting subject. I'm not quite sure if I'm an expert on it, but we will certainly try to talk about it.
DG: I'm sure you know more than most of us – that's why you're here! First of all, as I mentioned, you are the VP of Super IQ, IQ being integral quench, not necessarily intelligence quotient – although, you are a smart guy. You are the VP of Super IQ and nitriding for SECO/VACUUM. Both of those are processes and both of those are dealing with hardening. Tell us a little bit of your background and then we'll jump into the topic of hardness of metals.
MH: I'm not a metallurgist. I did take metallurgy at college and I've been living it most of my life, but I didn't train to be a metallurgist. Instead, I got involved in the furnace business, and being involved with furnaces you have to do something with those furnaces. Typically, those furnaces allow you to do different things, like soften and harden metals. My background is that for many years, I worked with my father helping to design furnaces for the industry and we developed different furnaces. Some furnaces were for annealing, some for tempering, some vacuum processes, you name it. I joined SECO/WARWICK a number of years ago and I spent quite a bit of my early days in ion nitriding and SECO/WARWICK was involved with gas nitriding. That was of extreme interest to me. I took a liking to that and decided to become a subject expert on nitriding. Now, I've been asked to also get involved with our carburizing product, which is breaking into the market – we call it Super IQ. That is obviously carburizing as a surface hardening process. Not to mention, we also do through hardening in those furnaces, and we can go into some of those details a little bit more here today.
DG: For people who might not know, when we talk about hardness, we're talking about the hardness of a metal. Most people would think, all metal is hard. I mean, that's one of the characteristics of metal, but if you wouldn't mind, give us the “hardness 101” class: What is it and why is it important when you talk about hardness for metals?
MH: I think the most important thing is that with metals, you're trying to get certain features that allow it not to wear over time. At the same time, you want the part to last. You don't want it to break, you don't want it to chip, you don't want it to seize up, so there are a lot of different things you can do with the parts to give them certain wear characteristics and hardness. There are other things – anti-friction, etc. – that you can do with surface finishes, such as with nitriding, which offer hardness to the part, but in a slightly different way than you might think, just on basic hardenbility. But, whatever we're talking about, we're trying to prevent parts from wearing, and that's typically why you try to harden the parts.
DG: How do we measure hardness, or what are the units that we typically measure?
MH: You have different scales out there, depending upon what you're trying to measure. If you're just trying to measure the surface, you might go with the file hardness or you might go with a test where you don't have such a heavy hardness on there. There are different Brinell hardnesses: You've got the HRC, the HRB, and different scales out there. You've got the Vickers hardness, and all different types of equipment designed to very accurately measure the hardness of a part and also to try to figure out how that hardness is changing throughout the material.
Typically, in most materials and in the processes that you're doing, because you have some thickness of material and a lot of it is related to both the quench rates etc., you're going to get hardness that varies throughout the part. So, they have come up with different ways of measuring that and there are a number of different scales out there. You can look that up and decide. Some people like to use one over the other, but typically, they are all designed to do the same thing: try to get an accurate reading of what the hardness is.
DG: I've heard the more common ones, I think you've mentioned them: Rockwell is a hardness measurement, Vickers is a hardness measurement, and Brinell is a hardness measurement. So, those are the scales that are used. We're not going to get into how those tests are done and things of that sort, but we certainly could at some point in time.
[blocktext align="right"]“I think the most important thing is that with metals, you're trying to get certain features that allow it not to wear over time. At the same time, you want the part to last.”[/blocktext]
MH: I'm not an expert on doing the tests. I've seen them done many times, but there are guys that are really good at that. Same with microstructures, right? Looking at that and understanding how things change within the steel and seeing it under different magnification, gives the scientists some really good knowledge about what's going on within the steel.
DG: Again, “hardness 101”: A person often hears, when dealing with metals and hardness, about surface hardness or through hardness. Can you tell us about those things? What's the difference? Why is that important?
MH: A part that you make, in a lot of instances, you want it to be as hard as possible for wear characteristics, but at the same time you don't want the part to fail because the core properties are too hard and can be brittle. Typically, what you have is people trying to impart certain types of features onto the surface and still retain the so-called core properties of that material. Obviously, you heat it up to austenitic temperatures and you quench it and you try to transform as much of that steel as possible to martensite, and then you try to temper it back.
A number of things that you're doing there are going to change the properties of the steel. That's why people will use different tempering temperatures to get different core properties. They'll use different surface treatments, whether carburizing (which will give you a higher surface hardness by driving more carbon into the surface) or induction hardening, in which you're heating up just the outer part of the steel and then quenching the outer part. Obviously, you can only go so deep because you're quenching it from the outside, but that will give you almost a double type of feature within the material. You're starting out with the core properties that you want – a certain hardness, a certain ductility, and a certain capability to function, let's say, a shaft – and then you want to give it some hardness. If you have the right steel, you can harden that just by taking it up to temperature with induction heating or with flame heating and then quickly quenching it to get the properties that you want on that outer.
DG: There are some properties in there that I want to make sure our listeners understand. You mentioned the idea of hardness and ductility. Those two things tend to be on opposite ends. I know there are much more technical descriptions of this, but the harder something is, the more brittle it tends to be, and when it's brittle, it takes less to crack it or break it. Whereas if it's ductile, it's softer, it can take more of an impact without breaking. For example, let's just use a gear: On the gear teeth, on the outer edge of the gear, you want that to be very hard so there's good wear, but you don't want it to crack so you keep the inside of that gear, (that's away from the surface side of the gear), soft. Yes?
MH: Yes. And there is a lot that goes into gear design. You don't want high impacts, obviously, you want the teeth to mesh together. There are people that induction harden gear teeth, there are people that carburize gear teeth and there are people that nitride gear teeth. They're all trying to do something on the teeth, and even though you're doing something on the teeth, you still have to also impart certain properties to the core part of the gear itself to make sure that nothing breaks or falls apart on the gear, the main core part of the gear itself.
(Source: Inductotherm)
DG: You did also mention the fact that there are some steels that are more easily hardenable than other steels. I've heard there are high hardenability steels and there are low hardenability steels. What's the difference?
MH: In general, iron is an element that is common to all steels. Now, there is tremendous science that has happened over the last decades on putting different alloying elements into the steels, whether it's chromium or titanium or vanadium or you can name all the different ones. Some of them are called micro alloy and some of them are more main alloys, but they all provide different types of properties to that alloy steel which then gives that steel certain characteristics. There are more steels created today than I could ever mention. You can buy huge books on that from ASM and get all of the different properties of the steels. Tool steels have quite a few alloying elements in them, and they have a very high hardenability. They're also more expensive, so people are not going to want to use expensive steels with all of those expensive alloying elements for basic automotive transmissions, or what have you; it just gets too expensive.
I should also say that carbon makes up a big part of that, too. The carbon in the steel is, obviously, why we call it carburizing because it will put hardness into it. But we also have what we call low carbon steels, medium carbon steels and high carbon steels. Then you start throwing in the alloying elements with that and you get all kinds of variations.
DG: So, typically, a high carbon steel is going to be much more easily hardened because it's got more carbon in it to start with and you don't necessarily have to add carbon into it during the heat treating process.
MH: Right. But when you heat and quench those parts, they also have different properties, as well.
DG: Is it only steels that can be hardened?
MH: I'm not an expert on it, but there are other types. There are some stainless steels – martensitic stainless steels – and there are different age hardening steels… which are still steels. There is aluminum, which has different properties depending upon what other elements they put in that; they can do some different types of hardening on those. Titanium by itself is a fairly hard metal, etc. Most of the people that we deal with, or whom we're talking about, are the people who are using steels to start with, a lot of times fairly inexpensive steels. But, we also, in vacuum furnaces, do very high-end steels, such as tool steels, like H13 air hardenable tool steels, etc.
DG: Let's jump back to steels. What are the typical heat treatment processes that enhance hardness, that increase the hardness?
Microstructure of the carburized steel. Source: Surface Hardening Vs. Surface Embrittlement in Carburizing of Porous Steels - Scientific Figure on ResearchGate. Available from: https://www.researchgate.net/figure/Microstructure-of-the-carburized-steel_fig2_326653574 [accessed 3 Mar, 2021]MH: First of all, we have carburizing. As we spoke before, when you have a steel and you impart carbon into that steel, it tends to make it harder. What carburizing does, is it focuses that effort of putting carbon only into the surface. This means that you can have different core properties of that steel versus the outer properties. Then you can drive that carbon fairly deep into the surface, if you want. Now, deep means something like 2 mm, and above that are starting to get fairly deep cases. 2 millimeters is .079 inches. You do this by putting the part, at austenizing temperatures, into an atmosphere which is rich in carbon.DG: Let's stop here to define. Again, this is a non-technical definition of austenizing. To me, when I think of an austenizing temperature, that means even though that part is still “solid”, the fact of the matter is, that piece of metal is kind of in solution; things are moving around inside.MH: You've changed the structure. Then, when you quench it, you're trying to cool it very quickly so that you can get different structures out of that steel.We're talking here surface hardening or surface engineering. There are quite a few, actually. Some of the more common, obviously, are the ones we talked about here. There are basically four very common ones: carburizing, nitriding, carbonitriding, and nitrocarburizing. They are different. (Although, in Europe, sometimes they reverse those names a little bit between carbonitriding and nitrocarburizing.) I'll explain to you what, I believe, those are and why we call them that.
Carburizing is just as I was saying: driving carbon into the surface of the steel. It gets a very high hardness in the steel, depending upon what type of steel you have. It's typically done with lower carbon steels so that you can put the carbon into the surface. That's why we do it, because it's a lower carbon steel.
Nitriding is not an austenitic process; it is a lower temperature process. It's called a ferritic process. What that means is you don't go into the phase transformation where you have to go and quench the steel to get those properties. You're not going to get much in the way of dimensional shift or growth that you would get from the austenizing steel, and that's very beneficial. By driving nitrogen into the surface, you get a very high hardness. Now, you also need to have things in that surface of the steel other than just iron. You have different alloying elements which combine very easily with nitrogen, such as chromium, titanium, aluminum, vanadium, and some of those other things which will combine with the nitrogen, which either comes from an excited nitrogen atom via ion nitriding or comes from the disassociation of ammonia from gas nitriding where the nitrogen then transports itself into the steel surface and making those hard items.
[blocktext align="left"] “Nitriding is not an austenitic process; it is a lower temperature process. It's called a ferritic process. What that means is you don't go into the phase transformation where you have to go and quench the steel to get those properties.”[/blocktext]
In carbonitriding, it's identical to carburizing except you throw some ammonia in there. This is typically done at a lower temperature because ammonia breaks down very quickly at high temperature, so you're trying to stay right at the lower edge of that. You're throwing ammonia in there because the nitrogen will impart a very hard surface along with the carbon. It doesn't go in as deep but it's usually done as a 'down and dirty' very hard surface on a part, typically, a fairly inexpensive part.
Nitrocarburizing is like nitriding, but the focus is on the white layer, on the compound zone, which is a very hard layer of iron nitrides and iron nitrogen carbides. You get a very hard layer. They call it the compound zone because you have both a gamma prime zone, which is one element, and you have an epsilon zone, and those have very unique properties for the surface of the steel.
DG: Those are the main carburizing processes – carburizing, nitriding, carbonitriding, and nitrocarburizing. We'll dig deeper into those in our next episode, and also cover the processes, perhaps the types of equipment that those processes are done in, just for a little bit more education. Then, we’ll do a third episode where we'll talk about why we're hearing more recently about nitriding, low pressure carburizing, and single piece flow – and perhaps something that is near and dear to your heart, Mark, and that is some hybrid systems of a batch interval quench, which your company happens to call the Super IQ. Thanks for being here today.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
In this episode, Heat TreatRadio host Doug Glenn talks with Joe Powell of Integrated Heat Treating Solutions in this fourth and final episode about bringing heat treating into the 21st century. This episode covers Direct from Forge Intensive Quenching – forge shops, listen up!
You are about to listen to the 4th and final episode in a series on rethinking heat treatment, with Joe Powell, of Integrated Heat Treating Solutions. You can find the previous episodes at www.heattreattoday.com/radio.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
DG: Joe, if you don't mind, take us on a 30,000 foot overview of what you've been doing at Integrated Heat Treating Solutions.
JP: What we've been doing for the past 23 years at Integrated Heat Treating Solutions and the last 75 years at Akron Steel Treating is applying heat treatments to parts made by others. We had over 1200 customers on our customer list at Akron Steel Treating and they use various materials. We kind of grew up in the shadow of the Cleveland market, which is the largest market for heat treaters, and there is the largest number of commercial heat treaters in the Cleveland market. This was possibly outnumbered by Detroit at one time, but I still think that we're probably the number one market for heat treating in this part of the country.
What has happened over the last century, in the 20th century, is that heat treating has become very, very good. New equipment has been developed like controls, thermocouples, oxygen probes, vacuum furnaces, vacuum quenching, high pressure vacuum quenching, oil skimmers, new quenchants made with reverse solubility polymers - all of these things have come together and made heat treating very, very good. However, as part of that, there has been a commoditization of heat treatment. That means that heat treating became so good that parts rarely crack or distort unacceptably, and companies have devised methods for correcting the distortion through hard turning, grinding, straightening, flattening, you name it. And the part makers and the heat treaters got along, in a kind of peaceful coalition, to get the parts out the door to the end user.
However, in the 21st century, that is just not good enough. In lean manufacturing, you have to offer an integrated solution for what you're doing. The entire value chain for making a product has to be on the same page; they have to be in alignment. The processes have to be in the proper order. What we're trying to do with Integrated Heat Treating Solutions is bring the last dimension of part design, what we call the Z dimension, to the part makers, their designers, and their material suppliers, so that we present a solution that delivers the optimal amount of value and eliminates the waste from heat treatment, or forging, as we'll talk about today.
[1] Defense Logistics Agency, "About," https://www.dla.mil/AboutDLA/ [2] DFIQ FIA Technical Committee Presentation, "Evaluation of Intensive Quenching Hardening Process Immediately After Completion of Hot Forging Operations," 2018. [3] Forging Process Improvement Using Intensive Quench, 2019.DG: Right. In these four episodes we've been talking to people about bringing heat treating into the 21st century. On your website, integratedheattreatingsolutions.com, there is a good illustration table that shows what heat treating was like in the 20th century and what it is like in the 21st century. That's basically what we're talking about. Just a quick recap of the previous three podcasts we've done: It all revolves around a customized heating, but more importantly, a customized quenching of materials so that the distortion of those parts is predictable, and that the part design can be altered so that there is essentially no post heat treatment processing. In other words, you can pretty much eliminate grinding or any type of machining, straightening, and that type of thing. Once heat treated and quenched with the technologies that you're talking about, the part is essentially pack and go.
We've talked about several examples, but the two we talked about in the recent podcasts were an 18” bevel gear, which was quite interesting. Then we talked about a fracking pump valve seat, which was also quenched in this way. So today, you and I want to talk about, as you alluded to, the forging industry. We're going to talk about something called (direct from the) forge intensive quenching (DFIQ). If you don't mind, tell us what that is. For those people in the forging industry, what is direct from forge intensive quenching?
JP: It's the principle that the forging processes use a lot of BTUs of heat to heat up a billet, and then bang it into a shape and get the grain flow going in the direction that will be great for the part mechanical properties. Once that forged shape is attained and the grain flow is attained, the part is usually allowed to cool at the end of the forging trim die line, and those cooling forgings will all cool at different rates. Because they cool at different rates, you have some fast cooling on the surface, the corners and the thin sections; but you have some very slow cooling in the core. At the end of the day, the part needs to be heated a second time in a normalization process, which heats the part to a high temperature and then does a controlled cooling of the part to align the grains of the part and the size of the grains to remove the kind of mishmash of structure that is present in an as-forged part. Then, if the part is going to be hardened at some point, and usually there is a lot of rough machining that goes on to remove the scale from the forging process, machining is necessary to remove the scale from the steel mill that has basically been hammered into the surface of the forging. All of that rough machining is done to basically present a rough machine part that can then be heat treated. So, companies like Akron Steel Treating or the captive heat treats at the forging plants will then heat the part a third time to the austenitizing temperature. If the part is made out of a martensitic steel, they'll quench it, usually in oil or polymer, and then possibly temper it to stabilize the part, and present it to the part maker for final machining, grinding and whatever final processing needs to be done to turn that forging into a useful part with the desired mechanical properties.
Akron Steel Treating doesn't do a lot of forged heat treat. We do some aerospace parts for braking systems for airplanes, called torque tubes, which is basically the hub of the braking system. Those torque tubes are generally made out of forgings which we see after forging, and then see again after 50% of the material is removed. Then the part is heat treated. In those instances, direct from the forge intensive quenching is not going to work.
Direct from the Forge Intensive Quenching
This direct from the forge intensive quench (DFIQ) project came out of a desire by the Forging Industry Association (FIA), which incidentally Akron Steel Treating has been a member since 2012. We've always felt that we could create more streamlined processing as well as a better part with leaner material if we worked together with the forgers and integrated the heat treat process with the forging process. Companies like the TimkenSteel Company have come out with low alloy materials that are forged all the time, and then they do a controlled cooling where they'll actually air cool the forging. With the alloying elements that are in there, they are able to come up with mechanical properties directly from the forge after a controlled air cool. No normalization is needed and no further austenization, or third heating, is needed. Basically, the part is air quenched and tempered right there in a controlled manner from the hot forge.
Some folks in India and Japan have tried several times to do direct from the forge liquid quenching using oils directly from the forge. What they found is that the oil quench catches on fire, and if they can keep it from catching on fire by enclosing the quench under an inert atmosphere, they're still going to have the problem of the very high heat, like 2000°-2200° F, creating a steam blanket of hot oil, or in the case of polymer water, a steam blanket of polymer water mix around the outside of the part. This then produces an inability to uniformly quench the part because the thin sections will very quickly quench out, the thick sections will sit there under a blanket of gas and essentially those two mixes of nucleat boiling - very fast evaporative cooling in the thin sections and a full-blown gas blanket on the thick sections - create a nonuniform shell around the outside of the forging. As that part cools under that nonuniform shell, it is also going to thermally shrink in a nonuniform way. Also, when it cools to the martensite start temperature, it's going to start transformation and face change in a nonuniform way in that shell.
The successes of direct from the forge quenching didn't happen until this project we started in 2015 with the Defense Logistics Agency (DLA), which “manages the global supply chain – from raw materials to end user to disposition – for the Army, Marine Corps, Navy, Air Force, Space Force, Coast Guard, 11 combatant commands, other federal agencies, and partner and allied nations,”and the FIA tech committee members who sat down and asked: “Do you think we can do this in water?” If we can do it in water, we obviously eliminate the fire hazard, but how do we eliminate the boiling hazard, or the boiling issue in the nonuniformity? And that's where we had, at that time, 15 years of experience in applying the intensive quenching process or intensive quench process.
Luckily, John Tirpak, who was then working with the DLA and the FIA as a technical advisor, saw the benefit in giving it a try. We had done lots of parts that people had said, over the years both at Akron Steel Treating and Euclid Heat Treating, couldn’t be done. And we did it. We applied it in the case of the valve seat to ductile iron to replace an 8620 carburized seat. So, we have this great flexibility, we have this great new tool, we just need to use it, or at least try it, at the forge. And that's what the DLA funded. They basically gave us a budget for the building of a prototype unit which was built and is pictured in the final report It shows the test parts that were actually quenched directly from the forge at Bula Forge in Cleveland, and then we moved the prototype unit next to Welland Forge in Canada and finally to Clifford-Jacobs Forge in Illinois.
The upshot of all of this was that once we figured out that if we could remove the film boiling from the outside of the hot forging, we could basically set the shell, and once the shell is set, we get, on most parts and most geometries, a martensite shell that is formed. That martensite shell continues to form down into the layers of the onion below the surface as the martensite temperature is reached and that martensite transformation continues by conduction, very uniformly through the mass of the part. What you end up with is a part that comes out of the quench pretty much like it went through a normalization process and then a third reheating and an oil quench and a temper. We get some self-tempering as well because we interrupt the intensive water quench before the part is fully cooled. Nonetheless, we found in the first phase of testing that parts should be tempered in a tempering furnace to develop the full effects of the tempering process, so that process is still done after the parts come out of the quench. But you eliminate the normalization process and the third reheating for an oil quench and temper that would normally be required.
Examples of DFIQ equipment (Photo source: Joe Powell)
DG: Can you tell us what parts were actually run?
JP: Yes, there were a variety of parts, and they're all pictured in that report. They ranged from a link that weighed, I believe, close to 50 pounds all the way down to a tine that was on a tiller machine (ground engaging tool) that went into a piece of farming equipment. One of the parts in between was a pintle adapter that was basically a mounting post for a machine gun for the Army. This part went through several operations. It's documented in the report, but we basically saved $13 per part to the Army by eliminating the multiple steps that took place after forging and just incorporated it into an integrated heat treating solution right there at the trim die.
DG: How did that look? Let's take the tine, for example. It's stamped out on a forge press. You've got a hot piece of metal put on a forge press stamped out. Then, one at a time, these parts are taken off of the forge press and immediately put in a quench?
JP: After they come out of the trim die, they're still pretty hot - they're still austenitic, and range in temperature from like 1900°F all the way up to 2200°F - and then they go directly into the quench. 15-45 seconds later another one comes out of the trim die and goes down into the shoot and up the conveyor and into a box to await tempering. We time the conveyor so that the dwell time in the intensive water quench is properly timed so that the core still has enough heat to self-temper, but not too hot that it over tempers the part.
DG: I'm curious about the part. After the part comes off the trim die, is it manipulated? Is there a manipulating hand that comes in and grabs it, takes it off, puts in the quench tank?
JP: In the case of the prototype, the manipulating hand was the forger. He came with tongs and provided a very 19th century placement of that part. But, obviously, all of this stuff can be automated and integrated, and with the proper equipment can be done in a way that is seamless from the time the billet is heated all the way through.
DG: Tell me this, that tine again, when the guy took it off the trim die, did he just throw it in an intensive quench tank or was it fixtured?
JP: Picture an elevator platform. It was placed on an elevator and then the elevator went down between two panels that presented water at very high flow to the part and knocked off the film boiling. I should add, the tine was the thinnest part and the enthusiasm at Clifford-Jacobs was very, very high because once they figured out that this worked, the guys on the floor said, “Let's try this part, let's try that part, let's try this part.” And of course, in the first test at Bula Forge, we actually tested at least four different alloy materials and so all of those variables would have to be integrated into the design. I call it the Z dimension of the design. You pick the right material, you have the right forging temperature of the billet, and you don't overheat it. One of the lessons learned in the four-year study is that if you overheat the forging to “help with die life” - that overheating of the forging to 2400°F (almost to the melting point) - the grains blow up. No amount of intensive quenching is going to bring them back. So, you've got to keep the temperature around 2150°F; that's about the maximum in Fahrenheit.
All I can say is that if you maintain a forging temperature uniformly around 2150°F in the billet, we can devise a quenching system that will blow the film boiling off and set that shell in the part in all but the thinnest parts in the prototype. We did about 150 tines in a row with the protype, and then the water heated up because we only had so much chilling capacity in the water tank. But as the water heated up, the quench wasn't as effective, and the tines actually exhibited some cracks when we ran another 150 - that's because there was film boiling in the mounting holes. The lesson learned was you have to have a flow, but you also have to have some pressure in order to instantly impact that part. That instant impact is key in the proprietary processes that Integrated Heat Treating Solutions is developing to bring the next version of the DFIQ unit to make it able to do the thinner parts without cracking.
DG: DFIQ, of course, standing for direct from forge intensive quench.
You've referred to a study multiple times and that study is a 2019 study called,Forging Process Improvement Using Intensive Quench. It looks like that was, as you mentioned, funded by the DLA in either 2014 or 2015. We will make that report available and people can take a look at it. Anyone that is a forger in a forge shop, or a captive forge would certainly want to take a look at that. Would forge press companies be interested in this? Could they build quenches into the actual press itself so that this process could be, more or less, in line?
JP: Yes, absolutely. Again, it is a different paradigm for them. Just like I mentioned before, all the heat treating equipment makers call themselves furnace companies and all the forging equipment makers call themselves press makers or forging die makers. The reality is the process continues and the mechanical properties in the setting of those grain flows happen in the heat treating process; the refinement of those grains happens in the heat treating process which happens in the quenching process. So, again, we need to integrate that quench into the forming equipment. Again, I have no intention, as Integrated Heat Treating Solutions or Akron Steel Treating, of getting into the business of building systems- that's not my thing. My thing is to develop a robust process that can be applied and implemented using automation and new equipment with the proper pumps and material handling that is all integrated into a seamless process.
DG: Let's talk very briefly about the benefits. We've already alluded to quite a few of them, but let's try to enumerate them here. What are the benefits to a captive forge shop in considering a DFIQ type system- why do it? What's the commercial value?
JP: We can save up to 66% of the energy that's needed to heat treat that part. The part comes off the trim die and is cooled in a box or set aside somewhere. Next, it needs to be reheated and normalized. Then, it has to be reheated a third time and austenitized before quench and temper, and that's a lot of energy. And it's also not usually done at the forge plant. It's usually done either at a captive heat treat that is integrated with the forging company or it goes to a commercial heat treat where they use huge continuous furnaces to reheat the parts and quench and temper them. I'm not going to make a lot of friends in the areas that do this, but if we're going to compete in the world and make great parts, be lean, save energy, and also have safe carbon emissions, we've got to stop heating parts that don't need to be reheated if you can avoid it. I'm not going to claim that it works on each and every part and that it should be used for each and every part. I'm just saying that there's a lot of parts that could be made a lot more efficiently if we would quench them right at the trim die.
DG: So, one of the benefits you just mentioned is potentially saving 66%, basically two-thirds, because you don't have to do a second and third heat. What else do we have?
JP: What you can have is better uniformity of mechanical properties. You can also elicit more hardenability out of a particular alloy by having this higher ability to harden with a very, very fast quench. That intensity of quench locks in mechanical properties that are unattainable in a typical oil quench or polymer water quench. One example of that is a forging that we do for a company, in fact it was one of the companies in the study. It's a 44” gear rack- it's 44 inches long, about 5 inches wide and about 4 inches thick. This gear rack is used as a piece of mining equipment and actually 10 of them are used on each side of a tower. This gear rack allows the spinning, drilling rig to go up and down and spin as it is drilling holes in the earth. This part was traditionally made from 4330 material but the end use customer, the people using this piece of mining equipment, said they’d really like to be able to replace and repair these gear racks when they get worn or a tooth gets broken.
If we could do this in the field, that would be great; but with 4330 material, we can't because we have to pre- and post-heat the weld when we replace or repair a tooth in the field. That’s just not practical in some cases, especially if this piece of equipment is on the side of a mountain and it's pretty cold outside. So, is there a way to get field repairability? That's a topic the DLA is very interested in because equipment used by the Army is often times used in very cold environments, so is there a way to repair that piece of equipment without taking it offline or bringing back for repairs?
For this particular gear rack, after they forged it to a rough shape with the gear teeth in on one side and it looked pretty much like a gear rack that was ready for rough machining, they wanted to be able to still get the same mechanical properties from a leaner hardenability steel like 4130 to replace the 4330, so that they could weld it in the field without pre- and post-heating to avoid cracking the part for the weld. They came to us at Akron Steel Treating and they asked if we could this with our 6,000-gallon batch system. We didn’t know. I took a look at the jominy curve for 4330 and the jominy curve for 4130 and said it's going to be close. The thing is 4” inches thick by 5” wide, and I just didn’t know. But I was willing to try. That has always been my favorite answer, “Let's try it.” If it blows up or it doesn't work, I'm going to learn something. You might not be happy because I blew up your part, but I learned a lot and I'm happy and we're going to move on.
So, they gave us five actual parts made out of 4130 and we heat treated them in our 6,000- gallon system. Next, we sectioned them and found that they turned out very, very uniform. They had the right surface hardness all over the part and also had the right core hardness throughout the 44” length. Then they did some field trials, and everybody was happy.
DG: So, in that case, the benefit is potentially being able to replace higher alloy parts with lesser alloy parts, field repairability, lower cost to manufacture the part, and easier to machine. You also talked about the fact that you can do significant energy savings which also potentially shortens the lead time because you're not having to go through two or three processes, but only one. The one thing we haven't mentioned, which I think probably should be mentioned explicitly, although we've alluded to it, is the elimination of some environmentally unfriendly quench media.
JP: It's a water quench. You use just a little of restorentative salt and that's it. It's water.
DG: And obviously you've got better mechanical properties which you've also mentioned.
JP: There's one more chapter to this and it ties back to podcast #2. First of all, we do these parts 15 at a time on racks in our controlled atmosphere furnace and then transfer all of them to the handling cart and quench them in our 6,000-gallon system. We noticed that when they went into the quench, they were straight, but when they came out of the quench, they were all uniformly bowed about 1 inch at the middle of the 44” length. We mentioned to the customer, that when it's time to redo these forging dies, they should bow the forging so that it comes out of the trim die with a 1” bow in the opposite direction. Once it quenches, it will quench to fit and be relatively straight and will avoid the cold straightening operation that is done after heat treat and temper to get the part straight enough so it can be rough machined.
Again, time savings as well as monetary savings and we're not imparting cold strains into the part that has been hardened after heat treat, which is a no-no, because those cold strains can find a discontinuity in the material or an inclusion, and the two combined can, once in a great while, literally blow up as it is being straightened and fly across the room into two pieces. Cold straightening is something you want to avoid if at all possible.
DG: So, again, the benefit there is that you can go back to the part designer and the heat treater.
Let's back out again to 30,000 feet. We're not talking about the gear racks anymore, just talking generally. In your concluding thoughts, what is the main message we're trying to communicate here?
JP: The integration of lean and heat treating and forging. I think bringing all that together, all of that lean thinking and applying it to the part design at the front end, and the material selection at the front end, so that we deliver the most added value with the least amount of waste in the process to the end user.
DG: I would like to wrap up by saying this too, there are a large number of people who are in the Heat Treat Today audience that I think ought to be interested in this. Basically, anybody who is a captive heat treater, manufacturer with their own in-house heat treat who is doing oil quenching, or anything of that sort, and currently doing it in batch, ought to be thinking about contacting Joe to see if they can eliminate that batch process and put the heat treat directly in line. Those are manufacturers.
Also, as we just talked today- the forging shops ought also to be interested in this. Taking forge parts of the finish/trim forge and putting them directly into a quench. But there is one other group that also ought to be interested in this and ought to be talking to you Joe, and that is the heat treat equipment manufacturers who have a stake here. They have a stake here because their current batch processes, if we continue to move down this path into the 21st century, they could be on the cutting edge of providing the type of equipment that can be potentially more inline and more quench type equipment. For what it's worth, I think that's worth mentioning.
JP: Yes. The 21st century of heat treating is moving towards induction heating and individual part by part quenches. That is really the only way to control distortion consistently, and also to effectively get the most that an alloy hardenability has to offer for the end user, in terms of strength and ductility.
DG: If these people want to get in touch with you, Joe, what's the best way for them to do that?
JP: Through the website integratedheattreatingsolutions.com or ihtsakron.com. The other person who is working with me very closely in the FIA technical committee is Rick Brown. Rick Brown is a former executive at TimkenSteel here in Canton, OH. He helped develop a supply chain for making parts out of seamless tubing that Timken made and still makes, and that supply chain included not only cutting up tubing into rings and making parts out of those rings, but also heat treatment, and in some cases, forging. Rick has a wealth of experience. He's a great guy and is one of our Integrated Heat Treating Solutions consultants who helps people at the part makers, part designers and end users get the most value out of the heat treating and forging processes. We're all working towards that goal of moving heat treatment from the 20th century fully into the 21st century.
Graphic of Atomic Structures (Photo Source: AHT Blog post “What’s Happening to Metals During Heat Treatment”)
For this Heat TreatToday Technical Tuesday, check out this Best of the Web primer if you are looking to share a few basic pieces of heat treat info with your trainees. These heat treat fundamentals are about what happens to metals in the heat treatment process, tracing steel heat treating back to the ancient Romans in 223 B.C. — though, Encyclopedia Britannica currently places the origins in Egypt by 900 BC. Heat treatment benefits, atomic structural transformation, and hardenability are all covered here.
An excerpt: “Not every steel reacts the same. Chemical composition can vary greatly between the different grades of steel. Certain alloying elements can greatly increase the hardenability of steels such as nickel (Ni), chromium (Cr) and molybdenum (Mo). Hardenability is not how hard a material is. Hardenability directly relates to the ability of a metal to form martensite and martensistic [sic.] structure upon quenching, which points to…”
While salt baths and gas nitriding are time-tested methods for hardening, what about the stringent body depth, surface hardness and composite layer thickness requirements for gears, guides, and drilling tools?
(photo source: https://ansion005.wordpress.com/)
In this Heat TreatTodayBest of the Web feature, Advanced Nitriding Solutions shares the advantages of the surface hardening process of ion nitriding with plasma ions. While this surface hardening process is typically applied on steel, the process is both informative and relevant to other materials in the heat treating processes.
An excerpt: "...the fatigue strength is improved five to ten times from its typical “raw” life, depending on the material and the construction of the part. Thus the fatigue strength is improved without distortion compared to other surface treatment methods, thus saving customers money."
Titanium nitride precipitates in a precipitation hardened HSLA steel. Image copyright: University of Nevada, Reno via The Balance
Source: Multiple (see below)
You may know it by one name — Precipitation Hardening, or by another — Age Hardening, or Particle Hardening. Whatever term you use, if you are employing this process to strengthen aluminum, titanium, or forms of alloys, the right balance between material and application will bring you the right results.
Precipitation hardening is a heat treating method used to strengthen metal components through the utilization of controlled release of solid impurities — or precipitates — to form precipitate clusters.
“The formation of these precipitates is accomplished by using a solution treatment at high temperatures prior to a rapid cooling process. The solution heat treatment results in a single-phase solution while the rapid cooling results in a stable material by preventing the creation and propagation of lattice defects. This greatly strengthens the metal matrix.
Precipitation hardening is typically performed in a vacuum, inert atmosphere at temperatures ranging from between 900º and 1150° F. The process ranges in time from one to four hours, depending on the exact material and the characteristics specified.” ~ The Balance
The process generally follows three steps (per AZO Materials):
Solution treatment at high temperatures
Rapid cooling
Heat treatment to induce precipitation
According to Bodycote’s website, where more information is given regarding the process details, the outcome varies depending upon whether a solution treating-only method is used or a combination of solution treating and precipitation age hardening.
Read more about the types of metals treated by precipitation hardening, techniques, industrial applications, and more:
“The hardening of materials by laser is a specialized and fast-growing field as it offers improved wear resistance, expansion of component life, and increased strength and fatigue limits of the material.”




 Doug Glenn: You may have already stated this a little bit, but briefly: indentation plastometry is basically taking an indentation to be able to test, not just hardness or not even necessarily hardness, but the deformation or the strain of material. Do you have to know the microstructure of the material when you’re doing these tests?
Doug Glenn: You may have already stated this a little bit, but briefly: indentation plastometry is basically taking an indentation to be able to test, not just hardness or not even necessarily hardness, but the deformation or the strain of material. Do you have to know the microstructure of the material when you’re doing these tests?
 Recent improvements include a new cooling tower, chiller system, enhanced duct work, LED lighting in the plant, a renovated breakroom for the associates, a quality room for the engineering staff, a new HVAC system for the front offices, and upgrades in technology systems.
Recent improvements include a new cooling tower, chiller system, enhanced duct work, LED lighting in the plant, a renovated breakroom for the associates, a quality room for the engineering staff, a new HVAC system for the front offices, and upgrades in technology systems.