Heat TreatToday brings you this best of the web content to highlight how 8 companies have been using simulation in their heat treat processes. In the article, the companies attest to saved time and costs as well as the benefits of visualizing accurate results. Check it out!
An excerpt:
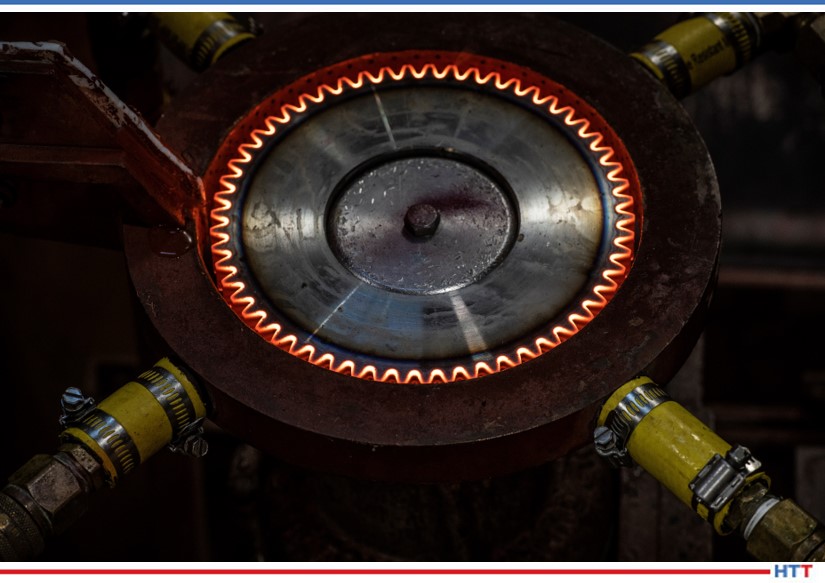
[blockquote author=”CENOS” style=”1″]Old coil design failed and started leaking after 20,000 shots, while the redesigned coil is still running after 122,000 shots – more than five-fold improvement of the coil lifetime. By summing all of the benefits of the simulation software adoption in the engineering routine of the plant, Kevin got a 9% increase of the overall equipment efficiency (OEE).[/blockquote]
Induction hardening has played a critical role for decades in heat treating. In this Heat TreatToday Technical Tuesday feature, Kyle Hummel, Professional Engineer at Contour Hardening, shares his engineering insights on the necessity of induction-hardened components for automotive powertrains. As a manufacturer with in-house induction hardening or a commercial heat treater, learn about viable considerations in moving forward with your induction hardening process.
This article appeared in the edition June 2020 edition of Heat TreatToday'sAutomotive Heat Treating magazine.
Induction hardening has played a crucial role in the automotive industry for many decades and is poised to continue that role into the future as the industry prepares for the inevitable shift to electric vehicles. Over the past 15 years, the emphasis on fuel economy, increased quality standards, and the emergence of other heat treat methods have drastically altered the design and necessity of induction-hardened components for automotive powertrains.
Transformation of Component Design
Increased residual compressive stress, minimal distortion, and the ability to selectively harden portions of a component are some of the main characteristics that have made induction hardening a popular choice for gears and shafts in the automotive industry. From the early 1980s to the 2000s the number of gears being hardened via induction was tremendous. The strength requirements for gears in four- and six-speed transmissions demanded the added compressive stress coupled with low distortion for noise reduction that induction hardening provides. As transmissions have increased to eight, nine, and 10 speeds over the past 10 years, the peak loading conditions of the gears has decreased, opening up the availability of other heat treat options. Low distortion processes such as nitriding and ferritic nitrocarburizing have now been successfully utilized in these gear applications because the gears do not require the high amounts of residual compressive stress. As the volume of these gears has decreased, other highly complex and high-volume components still remain great candidates for induction hardening.
Constant velocity joints (CVJ) rely on induction hardening and should remain relatively unaffected by the transition to electric vehicles. CVJs are typically designed for individual vehicle platforms rather than transmission platforms which can encompass a number of different vehicles. This leads to a greater variety of different part numbers to be hardened, and most CVJs typically require hardening in more than one region. These aspects require the need for specialized equipment to harden the CVJs that are difficult to adapt to other types of components.
Automated Hardening of CVJs
In addition to CVJs, the advancements in powder metal (PM) capabilities in the past decade have also created a surge in the number of PM components that require induction. PM sprockets and other uniquely shaped components that require high wear resistance are paired with induction hardening to replace traditionally machined components.
As the technology in PM has improved, the ability to achieve full density at varying depths below the surface has recently led to the production of internal gears that can be induction hardened for added strength and wear properties. Other technically complex components such as sliding panels, stator shafts, and input shafts continue to utilize induction to increase strength and wear resistance in specific areas. As engineers continue to push the design limits of components, specialized induction hardening equipment with precision control, higher power, and shorter heat times is required to successfully develop a robust process.
Unique Technical Challenges
Induction Hardening Machine (both figures)
The technical challenges for induction heat treaters have increased with the added complexity of these components and the emphasis on several quality standards. It requires an entire team of engineers to provide input with coil design, process development, and adherence to quality standards. The days of having a print specification simply list a visual case depth and a surface hardness are a distant memory. Specifications now commonly require effective case depths at multiple locations, microstructure evaluations, and hardness and dimensional inspections. CVJs in particular can have over 35 metallurgical inspection points and over 25-dimensional inspection points. The component complexity has also led to the need for increased crack inspection. Sharp corners, thin walls, lubrication holes, and the use of higher carbon steels have led many parts to require nearly 100 percent inspection for cracks.
Along with the print specifications, heat treaters must also comply with the growing number of technical standards required to be an approved automotive supplier. IATF 16949 Quality Management System, AIAG’s Heat Treat Assessment (CQI-9), ASTM standards, and customer specific requirements can create a vast network of conditions that must be examined and constantly monitored to ensure compliance. Although these added requirements can be an inconvenience, the quality of parts being produced has significantly improved and that ultimately leads to safer and more reliable vehicles for the customer.
Adapting to the Future
Unfortunately, the technical challenges and increased quality requirements of automotive parts do not always come with higher margins. With the competition in Mexico and Asia, U.S. manufacturers with their own in-house heat treating and commercial heat treaters must continue to find ways to remain competitive. The volatility of OEM volume predictions and platform start and end dates requires manufacturers and heat treaters to be dynamic in capacity considerations. With induction hardening, having excess capacity at a variety of different frequencies and power capabilities can be crucial to landing the next job. Automotive work can frequently come in due to unplanned downtime at a competitor, or on a customer’s own heat treat line. If your organization does not have the ability to produce test samples almost immediately, that opportunity for valuable work will be missed. Having the knowledge and equipment to understand and provide testing for dimensions is another key to offering value to automotive customers. The ability to test parts green and immediately after hardening can drastically reduce scrap and rework and can be a crucial selling point to customers.
The piece by piece processing of induction hardening is suited well for automation and the benefits reach beyond simply reducing labor costs. The reduction in tooling changeovers not only reduces wasted time, it also improves the quality and consistency of the product. With tight dimensional tolerances on final parts, slight variations in heat treat patterns can be eliminated by dedicating and automating a heat treat line. The ROI for automating a cell, including temper and rust preventative application can be as little as six months with the added bonus of supplying a more consistent part to the customer.
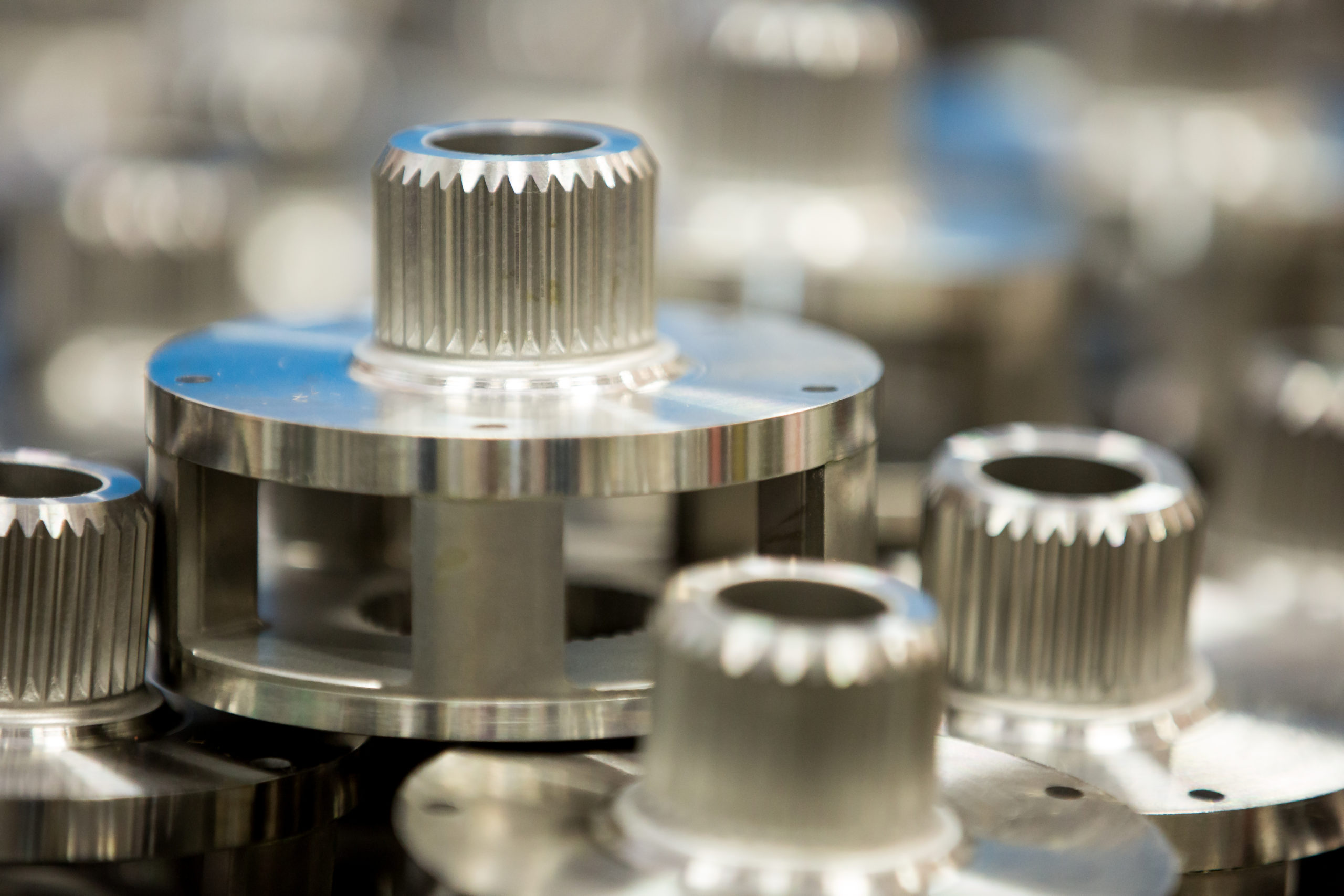
High-volume, complex components provide special challenges for induction heating.
The modern induction hardening facility should be moving to automate not only the production itself, but also the inspections, factory information systems, and ERP systems. Inspections such as eddy current can be automated to reliably inspect 100 percent for proper hardening and even crack detection. Automated microhardness equipment can save lab technicians hours of valuable time they would have spent waiting at the tester. These technologies, when used appropriately, can result in more efficient processes that produce higher quality parts at competitive prices.
Although the landscape of the automotive industry in the next 15 years is as exciting as it is uncertain, induction hardening will continue to be a vital process that is utilized into the future. The changes over the past 15 years have produced more complex components with stricter requirements that must be processed with greater efficiency. Induction hardening suppliers must remain focused on keeping pace with the developments in technology that continue to improve the heat treat industry as a whole in order to remain relevant and be a value-added process for automotive customers.
About the author: Kyle Hummel is a licensed Professional Engineer who has worked for Contour Hardening for 14 years as a metallurgical engineer focusing on process development and quality improvement.
For more information, contact Kyle at khummel@contourhardening.com or (317) 876-1530 ext. 333.
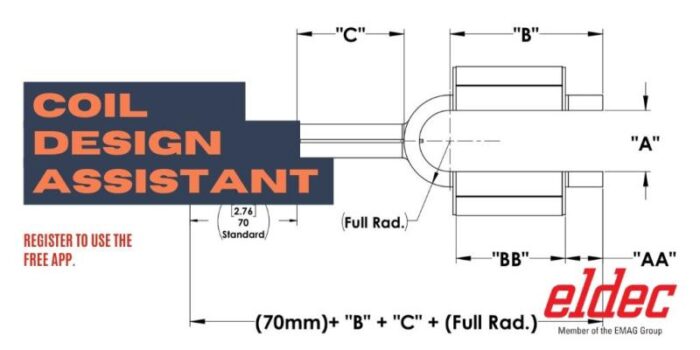
Cut down administrative time, streamline ordering processes, reorder induction coils you can count on. All of these goals sound great, and that's just what eldec LLC.'s new app sets out to do. In this Heat Treat TodayOriginal Content article, eldec Sales Engineer, Greg Holland, shares how their new app, the Coil Design Assistant (CDA) helps heat treaters to efficiently design and order induction coils.
This past month, eldec LLC. released a free app called Coil Design Assistant (CDA) which is intended to streamline the ordering process of induction coils. Specifically designed for cases when customers know what they want, the app will "convey that information to us quickly," says Greg Holland, sales engineer at eldec LLC., "to reduce the time to quote, fabricate and deliver to the job site."
How the app works is by first submitting information about the induction coil. If a customer has an existing eldec coil to replace, the submission only requires the serial number. If the customer wants to replace their coil from a non-eldec coil, or if they want to customize a coil to optimize performance based on part geometry, the CDA can still be used to configure a basic coil design to specifications. This app will then make future order modifications or extensions more streamlined. Even in situations when a customer has forgotten the serial number, Holland says the app helps "to expedite replacement" when describing a homemade coil.
Screenshot of the CDA interface (photo source: eldec LLC.)
In fact, like more conventional modes of requesting, all requests made through the app are handled by the eldec application team prior to giving a quotation, "and approval drawings are provided prior to fabrication." So, the team is on hand both to work with customers on the coil design if the customer desires, and for nuanced questions that arise in the review process regarding topics like current, frequency, or overall process.
The big time saver on this is the interpretation from 2D to 3D imaging. Holland states: "Often, a sketch does not capture the third dimension involved in most, if not all, induction applications. The app allows the coil dimensions to be quickly communicated to eldec for even faster quotations and in a format that our engineering team can use to quickly turn around a 3-D approval drawing for customer review, often within a day or two from order."
While the app works best with eldec machines, many other machine builders have adopted the eldec standard 50 mm foot, making the CDA "valuable for use with all inductor designs." Further, Holland comments, if the power supply, for instance, has a mounting foot which is designed differently than the eldec standard design, the CDA features automatic prompting to a discussion platform with an application team expert.
The app will not fully replace the more complex orders and is selective in the number of categories that it has available, so eldec encourages people with complex design needs to contact the sales team directly to talk with a designer.
Holland shares that although there is no fool-proof timeline for tracking coil life, here are a few things to bear in mind:
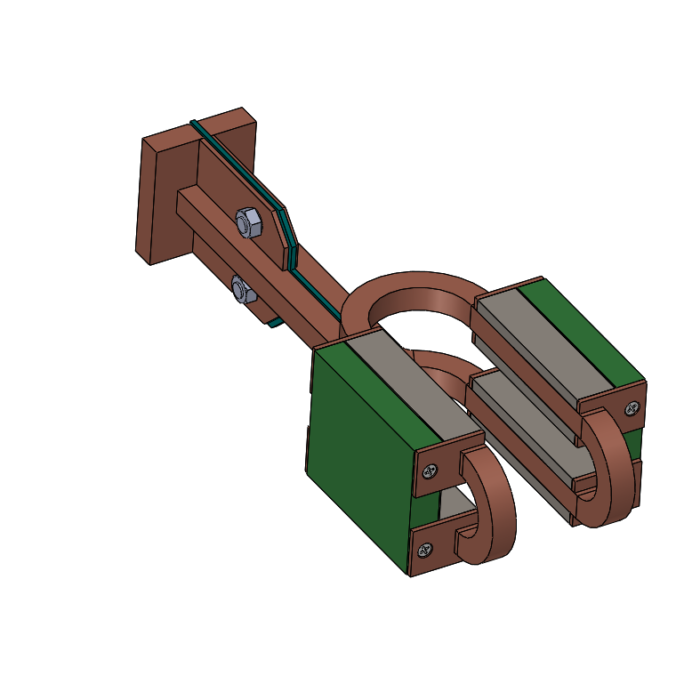
Straight Assembly (photo source: eldec LLC.)
Check ceramic coating (if included on the coil) for chipping/flaking and wear to the point of bare copper being exposed.
Check concentrators (laminations or ferrotron) for discoloration, as this is a sign of overheating. Also, check the concentrators for physical damage, cracks, and major chips (minor chips should not significantly affect functionality)
Check the bottom of the coil foot for spots where the coil may have arced to the coax transformer. If there are arc spots, this is an indication that the coil is not tight enough on the coax; loose coils can cause multiple issues that are not limited to just coil failure.
Check for excessive discoloration of the coil leads and gussets. This could be a sign of overheating.
Check for badly warped or bent coil leads as this is an indication that the operator is putting excessive stresses on the coils during operation. Too much stress on the coils can lead to extra wear of the base copper and any brazed joints in the coil construction.
Check white Teflon (between coil leads) for signs of melting. Again, this would be an indication of overheating on that particular coil.
Check the mica on the heating face for signs of excessive wear and replace as needed.
Proper coil design is a critical aspect in the heat treating process. As Holland indicates, the best coil is customized to the specific, intended process. Shapes, features, and coupling distance must be taken account of to evenly and effectively distribute heat and increase process efficiency. Further, he says, "With a more efficient process and coil design, energy usage decreases, workpart quality increases, as does coil life, and overall costs decrease."
eldec team (photo source: inductionheatingexperts.com)
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s tips come to us from Rob Medeira and Florie Grant of Inductoheat, covering Induction Heating. This includes advice about correcting irregular part distortion and finding solutions to cracked parts.
Situation: Part is distorting irregularly after induction heat processing
Solution:
1. Check quench concentration, flow, & pressure.
2. Make sure there is proper quench uniformity.
3. Check TIR of the spindles and part holding fixtures
4. Check to ensure the part dimensions are accurate & center drills are on center.
5. Check part nest clearance when the part is cold.
6. Check to make sure the heating time is not too long.
HINTS:
· Check the part holding fixtures and spindles to ensure proper positioning.
· Some processes use a negative quench delay, quench on before heating stops, typically 0.05-0.3 seconds to improve TIR of the part.
· The part nest should not fit snug when the part is col – it will grow during the heating & warp the part.
· If the spline area has distortion or the “Go” gage is tight, try a quench delay of 0.2 to 0.4 seconds.
Heat Treat Tip #14
Cracked Parts?
(source: Inductoheat)
Situation : Cracked Parts
Solution:
1. Check parts positioning.
2. Make sure there are no unexpected hot spots; lack of rotation may be the cause.
3. Check for excessive grain growth around the crack surface area.
4. Check if quench condition is out of spec.
5. Check surface finish of part prior to hardening.
6. Apply temper ASAP.
7. Confirm & inspect steel conditions.
HINTS:
· If the part has excessive grain growth, that may lead to cracking.
· If cracking appears around hole area, then the proper chamfering might help.
· Parts out of higher carbon steels (0.55%C or higher) use higher quenching concentration & avoid surface overheating.
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Six previous installments in Dr. Rudnev’s series on equipment selection addressed selected aspects of scan hardening and continuous/progressive hardening systems. This post is the third in a discussion on equipment selection for one of four popular induction hardening techniques focusing on single-shot hardening systems.
Previous articles in the series on equipment selection for single-shot hardening are here (part 1) and here (part 2). To see the earlier articles in the Induction Hardening series at Heat TreatToday as well as other news about Dr. Rudnev, click here.
Single-Shot Inductors for Non-Cylinder Parts
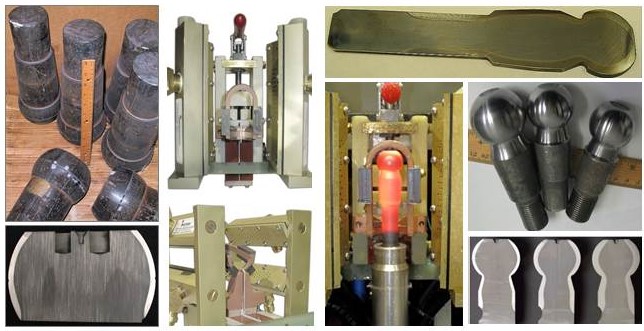
Single-shot inductors can be successfully used for hardening not only components of classical cylinder geometries but other geometries as well. This includes workpieces of general conical shapes, such as elliptic, parabolic, hyperbolic geometries—and the list can grow. As an example, Figure 1 shows induction surface-hardened ball joints (ball studs) and the single-shot inductors used to harden them. Ball studs are used in automotive, off-road, and agricultural machinery and can be different in shape and size (Compare images on the left in Figure 1 with images on the right.), requiring noticeably different hardness patterns.
Figure 1. Surface-hardened ball joints (ball studs) and single-shot inductors used for its hardening. (Courtesy of Inductoheat Inc., an Inductotherm Group company.)
In any attempt to scan harden workpieces with appreciable diameter changes, the scan coil must have a sufficient gap to clear the largest diameter. When scanning the section(s) of the workpiece with smaller diameters, an inductor-to-shaft air gap might be very large, resulting in low electrical efficiency and potentially exhibiting difficulties in load matching as well as in controlling the austenitizing pattern along the length of the part producing "cold" and "hot" spots. Additional difficulties may appear in controlling the hardness pattern in regions (e.g., near geometrical irregularities) where good control is most needed.
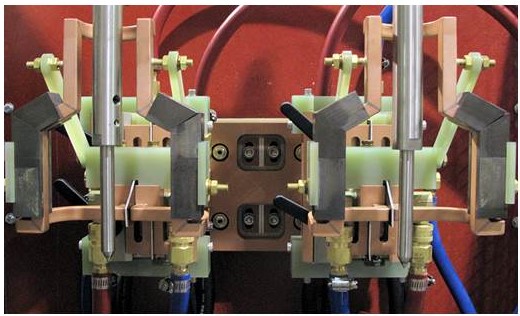
Thus, the substantially different workpiece-to-inductor electromagnetic coupling variations might not permit using classical multiturn solenoid coils or scan inductors. In contrast, single-shot inductors allow not only better electromagnetic coupling along the entire length of heat treated components (Figure 2) but also better address the geometrical irregularities of heat treated workpieces, producing the required hardness patterns at minimum process times with superior metallurgical quality.
Figure 2. Single-shot inductors allow better electromagnetic coupling along the length of heat treated components properly addressing the geometrical complexity of the workpiece. (Courtesy of Inductoheat Inc., an Inductotherm Group company.)
As stated in Part 1 of this series, in contrast to scan hardening, a single-shot inductor can be contoured along the length of the part properly addressing the geometrical complexity of the workpiece. Furthermore, the use of flux concentrators helps drive the current into the desired areas and allows producing a well-defined hardness profile with minimum distortion. The trade-off here is that more finesse is required in the design stage to produce the properly profiled single-shot inductor at the lowest possible cost.¹ Errors are costly since these inductors are each custom made for a given part or application and modifications can be quite costly. Thus, computer modeling is a helpful assistant as an attempt to keep the development cost down and shorten the "learning curve".
Proper hardening of such components as output shafts, flanged shafts, planet carriers, yoke shafts, sun shafts, intermediate shafts, driveshafts, turbine shafts, and some others may require extensive copper profiling, making a single-shot hardening inductor a complex electromagnetic device.
Certain geometrical features such as flanges, diameter changes, bearing shoulders, grooves, undercuts, splines, etc., may distort the magnetic field generated by an inductor, which, in turn, can cause temperature deviations, making it challenging to achieve certain hardness patterns.
For components containing fillets, it is often necessary to increase the heat intensity in the fillet region owing to the geometrical specifics. Also, the larger mass of metal in the proximity of the heated fillet and behind the region to be hardened produces a substantial thermal “cold sink” effect.¹ This draws heat from the fillet due to thermal conduction, which must be compensated for by generating additional heating energy in the fillet area.
Needed energy surplus can be achieved by narrowing the current-carrying face of the crossover segment of the single-shot inductor (Figure 3). Here is a simplified illustration of an impact of a copper profiling of the inductor’s heating face: if the current-carrying portion of the inductor heating face is reduced by 50 percent, there is a corresponding increase in current density. This will be accompanied by an increase of the eddy current density induced within the respective region. According to the Joule effect, doubling the induced eddy current density increases the induced power density roughly by a factor of four. Also, attaching a magnetic flux concentrator to certain areas of the hardening inductor further enhances the localized heat intensity.
Figure 3. Longitudinal leg sections of single-shot indicators and their crossover segments can be profiled by relieving selected regions of the copper to accommodate workpiece geometrical features. Attaching a magnetic flux concentrator to certain areas of the inductor further enhances localized heat intensity. (From V. Rudnev, A. Goodwin, S. Fillip, W. West, J. Schwab, S. St. Pierre, Keys to long-lasting hardening inductors: Experience, materials, and precision, Adv. Mater. Processes, October 2015, pp. 48–52.)
When using a single-shot inductor, it is particularly important that the workpiece is properly located in the heating position because seemingly minor dislocations may noticeably affect the heat treat pattern and metallurgical quality of hardened parts.
Traditionally designed single-shot inductors may exhibit high process sensitivity that is associated with the electromagnetic proximity effect.¹ A change in positioning of the workpiece inside the single-shot inductor attributed to excessive bearing wear of the centers, improper machining of the centers and fixtures, incorrect part loading, and other factors may produce a correspondent appreciable variation in the hardness pattern (particularly within the fillet region, undercut areas, and the part’s end zone). A reduced hardness case depth and the formation of unwanted microstructural products associated with incomplete phase transformation may be the result of that. Magnitude and distribution of transient and residual stresses might also be altered. Thus, attention should be paid to part’s reliable positioning during heating and quenching cycles.
As can be concluded, there are good reasons for using single-shot hardening, scan hardening, or continuous/progressing hardening approaches in induction hardening applications. The decision must be well thought out based on many factors such as geometry specifics, product quality, production rate, design proficiency, limitations of available equipment, reliability requirements, cost considerations, and some other factors.
The next installment of this series, “Dr. Valery Rudnev on . . . ”, will continue the discussion on design features of induction single-shot hardening systems.
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Six previous installments in Dr. Rudnev’s series on equipment selection addressed selected aspects of scan hardening and continuous/progressive hardening systems. This post is the second in a discussion on equipment selection for one of four popular induction hardening techniques focusing on single-shot hardening systems.
The first part on equipment selection for single-shot hardening is here; the third part is here. To see the earlier articles in the Induction Hardening series at Heat TreatToday as well as other news about Dr. Rudnev, click here.
Traditional Designs of Single-Shot Inductors
Figure 1 shows a typical shaft-like component (Figure 1,top-left) suitable for a single-shot hardening inductor, as well as a variety of traditionally designed single-shot inductors for surface hardening shaft-like workpieces. Sometimes, these inductors are also referred to as channel inductors.
A conventional single-shot inductor consists of two legs and two crossover segments, also known as bridges, “horseshoes,” or half-loops [1]. The induced eddy currents under the legs primarily flow along the length of the part (longitudinally/axially) with the exception of the regions of the workpiece located under the crossover segments where the flow of the eddy current is half circumferential. Unlike scanning inductors, traditional designs of single-shot inductors can be quite complicated.
Figure 1. A typical shaft-like component (top-left image) suitable for a single-shot hardening and a variety of traditionally designed single-shot inductors for surface hardening shaft-like workpieces (Courtesy of Inductoheat Inc., an Inductotherm Group company)
With a predominantly longitudinal eddy current flow, the heat uniformity in the diameter change areas of the stepped shafts is dramatically improved and the tendency of corners and shoulders to be overheated is reduced significantly compared to applying a single-turn or multi-turn solenoid coils commonly used in scan hardening and continuous/progressive hardening.
Because the copper of single-shot inductors does not completely encircle the entire region required to be heated, rotation must be used to create a sufficiently uniform austenitized surface layer along the workpiece perimeter. Upon quenching, a sufficiently uniform hardness case depth along the circumference of the part will be produced. For single-shot inductors, the rotation speed usually ranges from 120 to 500 rpm.
Different types of magnetic flux concentrators (also called flux intensifiers, flux controllers, flux diverters, magnetic shunts, etc.) complement the copper profiling of an inductor, helping to achieve the required hardness pattern. Flux concentrators may provide several considerable benefits when applied in single-shot inductors. This includes an increase of coil electrical efficiency, a noticeable reduction of coil current, and a significant reduction of the external magnetic field exposure.
As an example, Figure 2 shows a transverse cross-section of a single-shot inductor and a straight shaft. Computer-modeled electromagnetic field distribution of a bare inductor (Figure 2, left) compared to an inductor with a U-shaped flux concentrator (Figure 2, right) is shown. Note that the magnitude of magnetic field intensity on both images is different. The use of U-shaped magnetic flux concentrators in single-shot hardening applications typically results in a 16% to 27% coil current reduction compared to using a bare inductor while having a similar heating effect. A reduction of the external magnetic field exposure while applying flux concentrator is even more dramatic (Figure 2, right).
Figure 2. Computer-modeled EMF distribution in the transverse cross-section of a bare inductor (left) compared to an inductor with U-shaped flux concentrator (right). Note: the scale of magnetic field intensity on both images is different [1].Different applications may call for various materials used to fabricate magnetic flux concentrators including stacks of silicon-steel laminations, pure ferrites, and various proprietary multiphase composites. The selection of a particular material depends on a number of factors, including the following [1]:
applied frequency, power density, and duty cycle;
operating temperature and ability to be cooled;
geometries of workpiece and inductor;
machinability, formability, structural homogeneity, and integrity;
an ability to withstand an aggressive working environment resisting chemical attack by quenchants and corrosion;
brittleness, density, and ability to withstand occasional impact force;
ease of installation and removal, available space for installation, and so on.
It should be noted that, though in most single-shot hardening applications flux concentrators will improve efficiency, there are other cases where no improvement will be recorded, or efficiency may even drop. A detailed discussion regarding the subtleties of using magnetic flux concentrators is provided in [See References 1, 2.].
Sufficient rotation is critical when using any single-shot inductor design. As an example, Figure 3 shows the sketch of a single-shot induction hardening system.
Figure 3. Sketch of single-shot induction hardening of an axle shaft. Note: The right half of this induction system is computer-modeled in Fig. 4 [3].Taking advantage of symmetry, only the right side of such a system was modeled using finite-element analysis. Figure 4 shows the result of computer simulation of initial, interim, and final heating stages, taking into consideration the shaft rotation. Insufficient part rotation resulted in a non-uniform temperature distribution along the shaft perimeter (Figure 4, left). Proper shaft rotation results in a sufficiently uniform temperature pattern (Figure 4, right).
Figure 4. Results of numerical simulation of heating an axle shaft by using a single-shot inductor [3].There should be at least eight full rotations per heat cycle (preferably more than 12 rotations), depending on the size of the workpiece and the design specifics of the inductor, though, as always in life, there are some exceptions. Shorter heating times and narrower coil copper heating faces require faster rotation during the austenitization cycle.
An appropriate inductor design with a closely controlled and monitored rotation speed will produce a hardness pattern with minimum circumferential and longitudinal temperature deviations, which will result in sufficiently uniform hardness patterns (Figure 5, left four images). Failure to ensure proper rotation as well as the use of worn centers (lacking grabbing force resulting in slippage and excessive part wobbling) could lead to an unacceptable heat non-uniformity, severe local overheating, and even melting (Figure 5, right). Manufacturers of induction equipment such as Inductoheat have developed various proprietary tools, holders, fixtures, and monitoring devices to ensure proper rotation and high quality of single-shot hardened parts.
Figure 5. Inductor design with closely controlled rotation speed will produce a hardness pattern with minimum circumferential temperature deviations (left four images). Failure to ensure proper rotation speed as well as the use of worn centers (lacking grabbing force resulting in slippage) could lead to unacceptable heat non-uniformity and can even cause a localized melting (right image).
The next installment of this column, "Dr. Valery Rudnev on . . . ", will continue the discussion of design features of induction single-shot hardening systems.
Induction heat treaters know that proper coil design is crucial to increasing longevity, improving production quality, and cutting costs. Among the topics addressed in this paper about induction heat treat coil design and fabrication (presented by R. Goldstein, W. Stuehr, and M. Blackby at ASM International) are these:
The design and fabrication of induction heating coils over the years
The Variable of Flow and the Influence of Frequency
Control and Presentation
Structure, Quenching, and Cooling
The paper closes out with a case study using computer simulation to show typical temperature distributions in a single-shot induction hardening coil.
A good place to start whenever preparing parts for induction heat treating is the consideration of inductor design. The authors provide this list (an excerpt):
[spacer color="264C84" icon="Select a Icon"]
Considerations for Inductor Design
Induction heat treating coils are available in many shapes and sizes and must perform a variety of tasks in a given induction heat treating application. Depending on the application, the induction coil design requirements include:
Meet heat treatment specifications in desired production rates
Be robust enough to tolerate manufacturing variations
Mount into the induction machine
Have electrical parameters that match the induction power supply
Deliver quench
Have a satisfactory lifetime
Have satisfactory efficiency
Be repeatable from inductor to inductor
In developing a new induction heat treating coil and process, the first question is whether the component will be produced on an existing system or if a new machine must be built. In many cases, the part producer’s desire is to develop new tooling for an existing machine with spare capacity. This reduces the degree of freedom and can make the induction coil design procedure more complicated because a less-than-optimal frequency or coil style will be necessitated to fit the existing machine (Ref 16).
To determine the ability to use existing equipment, it is necessary to make an analysis of the part to be heat treated. Part material, prior processing, geometry, production rate, and heat treatment specifications all play roles. The part material and prior processing determine what the minimum heat treatment temperature should be, along with how much time is allowed for cooling. The part geometry and heat treatment specifications indicate how much energy is required, what the preferred frequency ranges are, and what type of induction method (i.e., single shot, scanning) is best suited for the application. Finally, the production rate determines how much power and/or how many spindles or stations are required.
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Six previous installments in Dr. Rudnev’s series on equipment selection addressed selected aspects of scan hardening and continuous/progressive hardening systems. This post continues a discussion on equipment selection for induction hardening focusing on single-shot hardening systems.
The first part on equipment selection for continuous and progressive hardening is here. The second part in this series on equipment selection for single-shot hardening is here; the third part is here. To see the earlier articles in the Induction Hardening series at Heat TreatTodayas well as other news about Dr. Rudnev, click here. This installment continues a discussion on equipment selection for continuous and progressive hardening applications.
Why Single-Shot Hardening?
With the single-shot method, neither the workpiece (cylinder shaft, for example) nor the coil moves linearly relative to each other; the part typically rotates instead.¹ The entire region that is to be hardened is heated all at once rather than only a short distance, as is done with scan hardening.
With conventional scan hardening of cylindrical parts, induced eddy currents flow circumferentially. In contrast, a single-shot inductor induces eddy currents that primarily flow along the length of the part. An exception to this rule would be the half-moon regions (also called the crossover or bridge sections) of a single-shot inductor, where eddy current flow is circumferential.
Normally the single-shot method is better suited for hardening stepped parts where a relatively short (1.5–2 in. [38–50mm] long heated area is commonly minimum) or moderate length area is to be heat treated. This method is also better suited to cylindrical parts having axial symmetry and complex geometry including various diameters.
When scanning these types of parts, improper austenitization of certain areas may occur due to localized electromagnetic field distortion, for example. Insufficient quenching due to the deflection of quench flow not allowing it to properly impinge on the surface in various diameter regions may also occur. Both factors are considered undesirable and can cause low hardness, spotted hardness, or even cracking. For example, the use of scan hardening on stepped shafts with large shoulders, multiple and sizable diameter changes, and other geometrical irregularities and discontinuities (including fillets, flanges, undercuts, grooves, etc.) may produce severely non-uniform hardened patterns. In cases like this, a scan hardening inductor or progressive/continuous hardening system would be designed around the largest diameter that would have sufficient clearance for safe part processing.¹ However, variations in the shaft’s diameter, to a significant extent, will result in a corresponding substantial deviation in the workpiece-to-coil coupling in different sections of the shaft, potentially causing irregular austenization.
Besides that, sharp corners have a distinct tendency to overheat owing to the buildup of eddy currents, in particular when medium and high frequencies are used. The electromagnetic end and edge effects may also cause the shoulders to severely overheat while the smaller-diameter area near the shoulder (including undercuts and fillets) may have noticeable heat deficit. These factors may produce a hardness pattern that might grossly exceed the required minimum and maximum case depth range, making it unacceptable. Single-shot hardening is usually a better choice in such applications. As an example, Figure 1 shows some examples of components for which single-shot hardening would be a preferable method of heat treating.
Examples of components for which a single-shot hardening would be a preferable method of heat treating. (Courtesy of Inductoheat Inc., an Inductotherm Group company)
In some not so frequent cases, when hardening larger parts, there are advantages to the single-shot method over the scanning method, such as the reduction of shape/size distortion, enhanced metallurgical quality, and increased production rate.
Single-shot hardening may also be the preferred choice when shorter heat times/high production rates are desired. For example, in some applications, the time of heating for single-shot hardening can be as short as 2 s, though 4 to 8 s is more typical.
However, the single-shot method has some limitations as well. One of them is cost. Single-shot inductors are typically more expensive to fabricate compared to the coils used for scanning. This is because the single-shot inductor, to some degree, must follow the contour of the entire region required to be heated. Additionally, a single-shot inductor is usually able to harden only one specific part configuration, whereas a coil used for scanning may be able to harden a family of parts.
Besides that, in some case hardening applications using a scanning method, it is possible to apply certain pre-programmed pressure/force on a workpiece during heat treating. This allows distortion to be controlled. Single-shot hardening might also permit applying this technique but there might be some limitations.
Design Features of Single-Shot Inductors
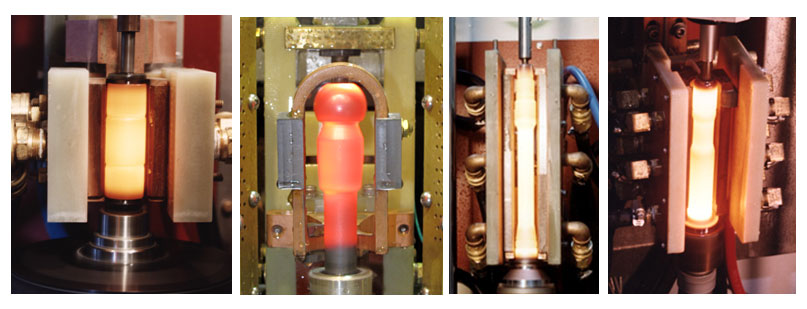
Single-shot inductors are made of tubing, either 3-D printed or CNC-machined from solid copper to conform to the area of the part to be heated. This type of inductor requires the most care in fabrication because it usually has an intricate design and operates at high power densities, and the workpiece’s positioning is critical with respect to the coil copper profiling. Figure 2 shows several examples of induction heating of different components using single-shot inductors.
Several examples of induction heating of different components using single-shot inductors. (Courtesy of Inductoheat Inc., an Inductotherm Group company)
In order to provide the required temperature distribution before quenching, heat is sometimes applied in several short bursts (pulse heating) with a timed delay/soaking between them to allow for thermal conduction toward the areas that might be difficult to heat.
Single-shot inductors typically require higher power levels than used in scan hardening because the entire area of the workpiece that needs to be hardened is austenitized at once. This is the reason why single-shot hardening normally requires having a noticeably larger power supply compared to scan hardening, resulting in increased capital cost of power source. Additionally, the increased power usage and power densities combined with complex geometry can reduce the life of the inductor. For this reason, single-shot inductors often have shorter lives than scan inductors.
It is always important to keep in mind that, electrically speaking, the inductor is typically considered the weakest link in an induction system. For this reason, most single-shot inductors have separate coil-cooling and part-quenching circuits. The inductor will fail if power is increased to the point at which the water cannot adequately cool it. Additional cooling passages may be needed with high-power density, single-shot inductors. A high-pressure booster pump is also frequently required.
The next several installments of Dr. Valery Rudnev on . . . will continue the discussion on design features of single-shot inductors and equipment selection.
The parent company of a U.S.-based induction heating equipment manufacturer was selected to supply an induction heating system to an international fan manufacturer, replacing their aging heating system with a UNI HEAT system.
Elektror, headquartered in Ostfildern, Germany, purchased the induction heating system from EMAG eldec, the parent company of eldec LLC, a heating equipment supplier in Auburn Hills, Michigan. Elektror has two production sites in Waghäusel, Germany, and Chorzów, Poland, and creates industrial fans and side channel compressors. The Waghäusel site, which manufactures nearly 250 devices a day, purchased the UNI HEAT from EMAG eldec in hopes of achieving precise induction heating of motors for their fans.
Induction heating is used to manufacture the electric motors that drive Elektror’s fans and side channel compressors by combining the empty stator housing and the motor winding. To achieve this, the housing is first heated to a temperature of 280 to 300 degrees Celsius. This causes it to expand and allows for the motor winding to be inserted. Once they have cooled down, both components establish a form-fitting and solid bond. Although Elektror used the joining process previously, their former induction heating system was in need of improvement. For instance, it did not indicate the component’s actual temperature after heating, which led to extended throughput times when joining the empty stator housing and the motor winding. The company hoped to improve this process and make it more reliable.
Roland Sand, head of the production team at Elektror, found Emag Eldec with an Internet search for potential suppliers that would have the required expertise and proximity to Waghäusel to deliver timely service. His company then visited the EMAG eldec site in Dornstetten and discussed the project. “In the end,” he said, “it was EMAG eldec’s extensive experience with induction turn-key solutions that convinced us.”
Roland Sand (2nd from left) with colleagues at Elektror and a representative from EMAG eldec (Source: EMAG eldec).
The two companies collaborated on subsequent development of the UNI HEAT system. They worked out details regarding the control unit, safety, and the design of the new comprehensive solution, including a modified induction heating process. To ensure precise heating results, they set an induction rod to plunge into the hollow component rather than using a ring inductor, which enclosed the component from outside.
They implemented several steps to develop process reliability. First, the operator places the empty housing in the custom-fit workpiece carrier and pushes it inside the UNI HEAT. As soon as he closes the front door, the first mechanical processes are initiated in the machine; the component is lifted and encompasses the inductor when it reaches its processing position. The actual induction heating then only lasts 30 to 120 seconds depending on the size of the housing. When complete, a warning light signals to the operator that the component can be removed. The actual component temperature is continuously shown on the operator panel.
The operator then places the hot housing on a mold, which is ready at the cooling location. He pushes the motor winding from the top into the housing. The component is cool in approximately two minutes and then placed on a conveyor belt.
The machine undergoes many retooling processes, because Elektror produces a variety of motor sizes, and sometimes the batches change several times a day. The process is brief; the operator loosens two screws on the inductor mount, removes the inductor and attaches one of six different inductors for the various empty housings. The workpiece carrier is simply set down and can be changed easily in a few seconds. The program on the operator panel can be set in just a few clicks, which completes the process.
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Dr. Rudnev previously reviewed equipment selection for scan hardening in three parts. The first part on equipment selection for continuous and progressive hardening is here; the second part is here. To see the earlier articles in the Induction Hardening series at Heat TreatTodayas well as other news about Dr. Rudnev, click here. This installment continues a discussion on equipment selection for continuous and progressive hardening applications.
Inductor Designs
So far, I have discussed the application of conventionally designed solenoid coils in continuous/progressive hardening applications. However, even multiturn solenoid-type coil geometries may have quite complex shapes accommodating the shape of induction hardened components. One illustration of this is shown in Figure 1 where two in-line multiturn solenoid-type inductors are used for heat treating of an irregular shape component.
Figure 1. Two in-line multiturn solenoid inductor of a complex shape. (Courtesy of Inductoheat Inc., an Inductotherm Group company)
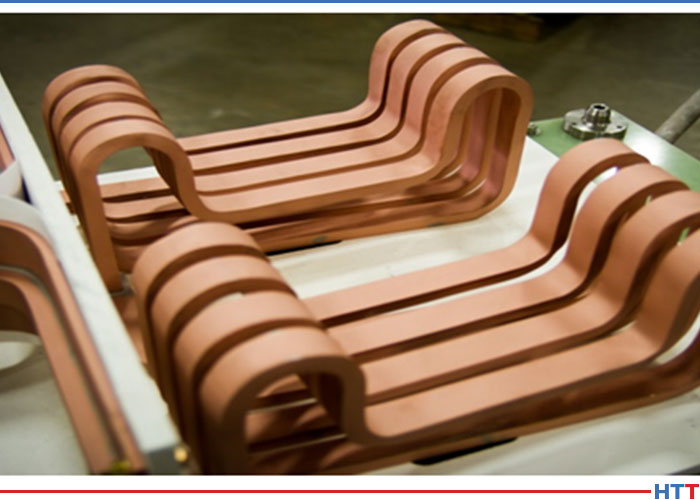
Besides multiturn solenoid coils, channel-type multiturn inductors (also called slot or skid inductors) are frequently used in continuous/progressive heat treating. The channel inductor gets its name from its similarity to a long channel. This shape allows parts to be passed through the coil in a number of ways, such as a conveyor, shuttle, indexing, rotary or carousel table, turntable, or any other indexing system.
Channel coils permit easy entry and exit of the heated components to/from the inductor. Figure 2 shows images of some examples of multiturn channel inductors. The crossover ends of channel coils are bent away to allow the part to pass through. In some cases, the crossover ends are made high enough to ensure minimum impact on the heating of the part at the ends of the coil, minimizing electromagnetic forces when workpieces enter and exit the inductor. In other cases, the opposite might be true, and crossover coil regions play an important part in providing the needed temperature distribution.
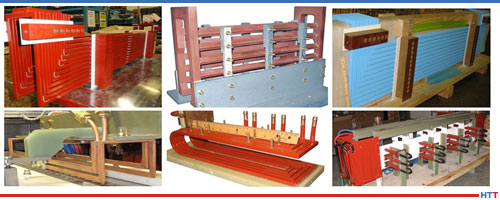
Figure 2. Images of different examples of multiturn channel inductors. (Courtesy of Inductoheat Inc., an Inductotherm Group company.)
Channel coils are used to heat treat selected regions of parts, as well as entire components. These inductors are often used for through hardening, annealing, and tempering applications. However, if a specific case depth is required, rotation of the workpiece may be needed to even case depth.
Figure 3 shows a “state-of-the-art” continuous fed induction system for heat treating fasteners [2]. This system is adjustable for a wide range of fastener/bolt diameters and lengths (0.5–4.0 in. [12–102 mm]) and is capable of production rates of up to 600 fasteners per minute. The unique proprietary coil design developed by Radyne Corporation maximizes electrical efficiency and system flexibility while preventing stray heating of electrically conductive surroundings that may potentially cause undesirable heating of structures and malfunction of electronic devices. The rotary dial tooling is designed to accept bolt fasteners from the in-line vibratory feeder. The adjustable speed rotary table contains advanced safety features to prevent damage and meltdown.
The quench assembly allows adjusting the quench flow for the utmost in quench control. After spray quenching, parts are stripped from the traverse assembly and dunk quenched into the tank for final cooling to room temperature.
Figure 3 shows a “state-of-the-art” continuous fed induction system for heat treating fasteners [2].The tooling is designed with a quick change feature to ensure that all tooling can be changed for a different part size in less than 15 minutes. The system is controlled through a controls package and HMI for part setup and part storage of different programs. Through this HMI, the power source coil “Z” adjustment can also be stored and adjusted for different bolt lengths assuring superior quality fasteners. This unit includes four sizes of tooling required for the rotary heat treat fixture and the traverse tooling: M6, M8, M10, and M12.
Besides solenoid coils and channel inductors, other inductor styles are used including split-return, hairpin and double hairpin inductors, transverse flux, and traveling wave inductors. However, an application of those inductors is not as frequent for continuous/progressive induction hardening.






 Source: CENOS
Source: CENOS











![Figure 2. Computer-modeled EMF distribution in the transverse cross-section of a bare inductor (left) compared to an inductor with U-shaped flux concentrator (right). Note: the scale of magnetic field intensity on both images is different [1].](https://heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-2.jpg)
![Figure 3. Sketch of single-shot induction hardening of an axle shaft. Note: The right half of this induction system is computer-modeled in Fig. 4 [3].](https://heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-3.jpg)
![Figure 4. Results of numerical simulation of heating an axle shaft by using a single-shot inductor [3].](https://heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-4.jpg)



![Figure 3 shows a “state-of-the-art” continuous fed induction system for heat treating fasteners [2].](https://heattreattoday.com//wp-content/uploads/2019/05/FIG_3.jpg)