Over the past year, we’ve seen numerous new technologies in the way of research, new partnerships, and conversations throughout the industry. So in honor of today being #NationalTechnologyDay, we’re sharing an original content article about just several of these new technologies that are changing the work of heat treaters across North America.
Research
Using HIP to Advance Oregon Manufacturing Innovation Center Programming– “‘Today’s globally competitive manufacturing industry demands rapid innovations in advanced manufacturing technologies to produce complex, high-performance products at low cost,’ observes Dr. Mostafa Saber, associate professor of Manufacturing & Mechanical Engineering Technology at Oregon Tech.”
College Students Implement a NEW Heat Treat Solution with Induction? – “‘We were in shock,’ Dennis admitted, ‘because we didn’t expect it to [work].’ The expectation, Dennis continued, was that something would go wrong, like the lid would not be able to clamp down, or the container would leak.”
The Age of Robotics with Penna Flame Industries – “The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.”
Heat Treat Radio: Five experts (plus Doug Glenn) discuss hydrogen combustion in this episode. An easily digestible excerpt of the transcript circulated by Furnaces Internationalhere and is available to watch/listen/read in full for free here.
Heat Treat Radio: Get on-the-ground projections of what technologies Piotr Zawistowski believes will be bringing in the future. Watch/listen/read in full here
Heat Treat Radio: HIP. The Revolution of Manufacturing, that is, according to Cliff Orcutt. Watch/listen/read in full here
Heat Treat Radio: Will indentation plastometry find its way into North America? If you’ve been listening to James Dean, it seems like it already has. Watch/listen/read in full here
Heat Treat Radio: Fluxless inert atmosphere induction brazing. That’s a mouthful! But what is it? Watch/listen/read in full here
Heat Treat Radio host, Doug Glenn, interviews Greg Holland from eldec LLC on fluxless, inert atmosphere, induction brazing which could be a viable alternative to some flux-base furnace brazing applications.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We are here today with Greg Holland, a sales engineer at eldec LLC, in Auburn Hills, outside of Detroit, Michigan, and we’re going to talk today about a type of interesting induction technology. But first, tell us a little bit about you, your company, position, and how long you've been in the industry.
Greg Holland (GH): I'm a sales engineer at eldec. My main duties are inside sales, marketing activities, trade show coordinating, as well as being a coordinator and scheduler for our in-house coil shop.
Inert gas brazing: set-up Source: eldec LLC
I've been in the induction industry here for about five years now. Prior to that, I spent time in both air filtration and the thin films industry. I feel that my experiences there have really given me a wide background. It's made me a well-rounded engineer, in my humble opinion, but it's also given me a lot of perspective and some background knowledge that some of my colleagues here don't necessarily have, which has been a good thing.
eldec was established in Germany in 1982 by a gentleman named Wolfgang Schwenk. In 1998, he packed his family up and moved here to Michigan. He established what was at the time eldec Induction USA in 1998. His goal was to better cover the North American market, and what better way to cover a market like that than to be in the market? He continued to have eldec in Europe, and then he started it here in the US.
In 2001, we moved into the building we're in now, and we've been here ever since. We've grown the facility a couple of times; in 2013, eldec, as a whole, was purchased by the EMAG Group from the machine tool industry, which I'm sure a lot of your listeners are familiar with. At that time, we changed our name to eldec LLC.
DG: Greg, is there an area of specialty that eldec focuses on, or is it “all things induction”?
GH: I would say all things induction. Our office, in particular, does not do a lot of the heat treating. That is handled by our sister company here in the US, EMAG. This is mainly because if they're selling the machine tools, they are typically the customers that are then looking to heat treat. So, it makes more sense for just one person to knock on the door. I'm not saying that we aren't versed in heat treating, we definitely are. Prior to 2013, all of that was sold out of our office in North America, and we have process development capabilities that, I would say, rival what our sister company EMAG has. They are also in the Detroit area.
DG: We're going to talk about something you and I have spoken a bit about, and that is induction, fluxless, inert atmosphere. Let's start at the very basics and work our way through. What is this thing we're talking about?
GH: When you're brazing in normal air, you end up with oxides on your parts. If you don't get the oxides off of your parts, then they end up in the joint between the metal layers and the alloy. A lot of times, people will use a flux. What we are looking to do here is to eliminate the need for that flux; so, we would use an inert atmosphere.
"We are looking to try to get rid of that flux because it adds steps in your process, meaning you have to apply the flux. Then afterward, you have to clean the flux off of the part. A lot of customers aren't afraid to do that, but it's cycle time, right? You have an extra step."
DG: Basically, we're talking about brazing in an atmosphere, using induction without flux, and the primary reason is to get rid of those oxides. You kind of answered this already, but why do we need it? Why do we need that type? What's wrong with using flux?
GH: A typical braze process would use that fluxing agent, so it's either an extra paste that you would put on, or in the event that you have your brazing copper, you would have maybe a silver alloy that would have phosphorous in there. That phosphorous acts as the flux. As the alloy melts the phosphorous, it interacts with the copper oxides and basically cleans the joint for you. It also allows the alloy to wet flow and fill the joint gaps.
We are looking to try to get rid of that flux because it adds steps in your process, meaning you have to apply the flux. Then afterward, you have to clean the flux off of the part. A lot of customers aren't afraid to do that, but it's cycle time, right? You have an extra step. So, it's time, or maybe it's an extra person, whatever the case may be. By eliminating that flux, you've eliminated those steps. You don't have to worry about cleaning the part afterwards, and if you're washing the parts to get the flux off, then you don't have to figure out what to do with that wastewater.
DG: Walk us through a typical braze process that uses flux. Let me try this and you tell me if I'm good. Basically, you've got to apply the flux, and then you also have to apply some sort of a braze paste, I would assume, correct? The actual filler material?
GH: Yes. You can use a paste. What we typically use is solid alloy. If you're brazing, say in tube brazing where your joints are round, a lot of the alloy will come as a ring. You can get it specially made from a supplier as a ring, so it slides right down over your tube. If you have plates that you're brazing together, you can get a foil. It's essentially a thin sheet that you can put between the plates. You can also use a stick form, almost like a welding stick or welding rod type. Or, if you have a trough that you're trying to braze, you can get it in pellet form--little solid pieces that will go down into that trough.
DG: So, if you were doing it with flux, you would apply a flux first, then those things, and then, of course, you'd have all of the cleanup of the flux afterwards, I assume.
GH: Correct. And typically, even before you put the flux on, you want to clean the parts and make sure that you don't have dirt and dust and other types of debris in there, too.
DG: It sounds like this brazing process, where it's fluxless, is replacing a standard flux-based brazing. We've already answered the question about the significance of fluxless; basically, you're not having to use that. The other part of the description is that it's in an inert atmosphere. I would imagine that everybody knows what an inert atmosphere is, but if you don't mind, explain what is inert atmosphere and why we need it for this process.
GH: By definition, an inert gas is essentially a gas that doesn't react with anything. You're looking at helium, argon, or nitrogen. Technically, an inert atmosphere could also be a vacuum. What the goal is here, amongst some other things, is to get the oxygen out and away from the joint. By using a vacuum, you have to essentially create a chamber that is airtight. Because, as you pull a vacuum, if it's not airtight, the oxygen in the normal atmosphere is going to be seeping into that chamber.
The advantage of an inert gas atmosphere is, by filling the chamber with a nitrogen or an argon, you essentially create a higher pressure in the chamber than you do in normal atmosphere, and so you don't have to be airtight. In all actuality, you don't want to be airtight because you want to be able to purge that space and allow the air that is in there to flow out.
DG: So, you're back filling. And, by the way, for those listening, we will put a link on the transcript of this podcast, to the video that you sent that actually shows that process. It's hard to see on radio!
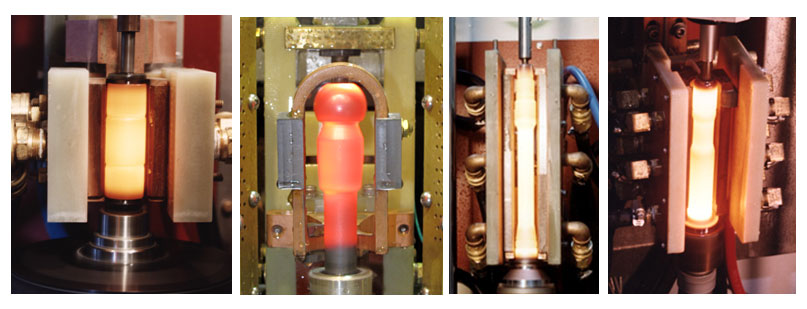
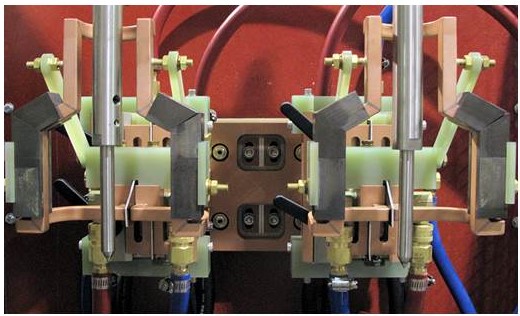
GH: That's actually a process that we have as part of our trade show display. At various trade shows we'll have different displays, and that one in particular, is stainless steel brazing in an inert atmosphere.
Inert gas brazing: at braze temperature Source: eldec LLC
DG: I'll describe it here just for a bit. Basically, there is a cylinder and they've got two parts inside that need to be brazed together. The cylinder, let's say it's a foot in diameter and maybe 16 or so inches tall, is a clear glass cylinder that comes down over the parts. I assume that you back fill with an argon or a nitrogen, and flush all of the oxygen out, and then it goes through a certain heating cycle and certain different KW and whatnot, and then cools at the end. Then, the lid lifts and you're off and running. That's basically how it looks
DG: Describe to us, if you don't mind, some of the industries that would use this process. What are the applications here?
GH: What we see is more so with stainless steel tube brazing, like fluid lines, automotive fuel lines, and that kind of a thing, where the end product doesn't get painted. It could be in an area that is visible to people, though, so they want it to look aesthetically pleasing. Those are the industries and processes where this gets used, but, ultimately, it can be used in any brazing application where you're currently using flux and don't want to have that additional step.
DG: You mentioned the automotive industry. Are there any other industries that you've seen it used in?
GH: We've had some other customers with essentially fittings on the end of a tube type of an application. I don't know what type of industries they ended up putting those into, but things like that are typically where we see these. But, again, it can be anything where you're heating, and honestly, it doesn't even have to be just brazing. If you have to heat something like that, you don't want to have the oxide layers and the discoloration. If you are back filling and purging that chamber with the inert gas, then as the part cools, and you allow it to cool in that inert atmosphere below the oxidation temperature, then you end up with a part that essentially doesn't even look like it was heated.
DG: Could this inert, fluxless, induction brazing potentially replace belt furnace brazing? Perhaps in some batch processes or torch brazing? Are there any savings in the process as far as manpower? I'm assuming you've still got to have somebody loading up the fixture to be brazed, right?
GH: Sure. You still have to have the fixture loaded. Depending on how the cell is laid out, it could be loaded manually, and it could be loaded by robot. You have some manpower requirements there. Typically, the actual loading isn't that much different than what you would have to do to load those parts into a fixture going through a belt furnace or to load them into a fixture heating them with a torch.
The advantage of induction over those two is not necessarily capital investment, but operating costs in the long run. You don't have the high cost of your gas. Typically, induction is more efficient than a furnace. It is a lot more efficient than a torch. You've got a guy out there with a torch that is heating your part, and then all of a sudden, he takes the torch and points it away as he does something else. All the while, the is gas burning, doing nothing. Again, with the furnace, whether you have a part flowing through there or not, you're heating that furnace and keeping it hot.
DG: Exactly. Whereas with induction, you're applying the heat and being done with it. Describe in a little bit more detail the actual process for an inert brazing process, fluxless.
GH: The chamber that you saw in the video is a large glass cylinder. They're not typically built like that. That one is built so that you can show it off and allow people to see what's actually going on. A lot of times, the chambers are much smaller. The goal is to make the space that you have to purge as small as possible, but still contain all areas of the part where the heat is going, because all of the space in that chamber has to be purged. That's an expense, so you want to limit that.
Now, depending on how long that purge cycle takes, how large your parts are, how long it takes to get to the temperature where oxidation starts to occur, you can start heating before the purge cycle is even done as long as you make sure that by the time you hit that oxidation temperature, all of the oxygen is gone. Then, you heat your part up to whatever temperature you need for your specific process.
Inert gas shield braze process where the customer wanted to eliminate oxidation in the joint area but was not concerned with oxidation of any other area of the part. As you can see in Figure A, the braze area and pipe coupling are inside of an inert gas shield and are not oxidized, whereas the housing is clearly oxidized (Figure B) as the braze cycle finishes. Source: eldec LLC
In brazing, it depends on what type of alloy is being used and what your base metals are. And then, depending on how the coil design had to be designed for your process in your part shape, you might have to allow some additional soak time. Say you are putting a really weird-shaped fitting on the end of a part; you might not be able to get a full surround coil over the tube that's going into that fitting and realistically get that back out of the assembly. You might have a coil that only goes around 120 or 180 degrees, so to allow the heat to transfer around to the rest of that joint and come to a uniform temperature for the alloy to flow, a lot of times you have a little bit of a soak time. Which is what you see in that video, as well. After the soak time, the operator can typically see through a little window; or with our power supplies, we create a recipe with a set temperature, set power, whatever the case may be if you're using a pyrometer or not, and a specified length of time, and through a little bit of process development in the very beginning, we can create that recipe. So, from a push of a button, the operator doesn't even have to see, necessarily, whether the alloy is flowing or not.
We know for development you need this much power at this much time, maybe you need two or three steps at different powers and different times, and then, all of a sudden, you know that you're going to have a good joint, you shut the power off and allow the part to cool again in that inert atmosphere. If you're not worried about aesthetics, maybe you have a part that's going to get painted and the oxides are going to affect the adhesion of that paint, or you know that you're going to have to bead blast the part anyway, maybe you're not worried about it cooling in the atmosphere, in which case you don't have that cooling step, you can just open the chamber (but be careful because then you just have a hot part). You could essentially just open the chamber and pull that part out.
DG: Would you have to do it all in an inert atmosphere, if that were the case? If you weren't worried about the oxides, you could almost do it without, at all, right?
"What we typically see there, is we're up against a furnace brace and it boils down to not only capital investment, but operating costs in the long run, what the part volumes are."
GH: If you're just heating the part. But if you're looking to braze the part, you still either have to use the flux or the inert atmosphere to keep the oxide out of the joint area.
DG: It went through the cooling process, so now it's done.
GH: Yes, that's basically the process. Then, your chamber would open once the parts cool and your operator or your robot could unload the part and load the next one. Because of the purge and cool down time, a lot of customers will end up with a unit, a power supply, that has multiple outputs on it.
For example, we’ve built a unit with three outputs for a customer multiple times. So, in that particular case, there’s a part that has two or three different braze joint locations on it. However, what you are essentially looking at is the operator. Even if it's the exact same part in all three cases, the operator can load the part in one location, allow it to start purging, and then he can load the part in the next location. When the purge cycle is over, you can have that heat time automatically start with a self-controller.
So, the operator is literally just loading station after station, and when the first one is done, the second one is loaded, purged, and ready to heat; then the third one, and off you go. By the time the operator comes back to the first one, the part is cool, the chamber opens, and he takes it out.
Essentially, you just have an operator that is loading and unloading parts and you've saved all that cycle time by having a machine that is incrementally more capital investment but saves you so much in cycle time and process flow.
DG: Right. So, you're using that cooling time or soak time to do another function which keeps your production up. Can you tell us, without naming companies, any specific examples of where this was implemented and specifically what processes it might have replaced?
GH: The one that had the three outputs that I just talked about was for automotive fuel lines. Again, I can't say the customer’s name, and I can't say which OEM the parts actually went into, but I can tell you that it was automotive fuel lines. What we typically see there, is we're up against a furnace brace and it boils down to not only capital investment, but operating costs in the long run, what the part volumes are. If it's a car model that they don't sell a lot, then they may not be able to justify the capital cost of the induction, but if you're running typical automotive volumes, then the induction portion, split over however many hundreds of thousands of parts a year, is peanuts in the end.
DG: Do you have a sense of what the cost savings was per part or anything of that sort on that example you gave?
GH: Unfortunately, I don't. A lot of our customers don't share that kind of information.
DG: Wouldn't it be nice if they told you, because it would be a great selling point to be able to say, “Hey listen, they were furnace brazing these that cost them so much per part, now they're inert fluxless brazing with induction and it cost X minus whatever per part.” That would be a great marketing thing.
DG: I guess it's probably worth mentioning here that eldec does all different types of induction, not just inert, atmosphere, fluxless brazing, right? You're doing all kinds of different types of stuff. We were just focusing in on that specific process.
If people want to get in touch with you, Greg, or just to check out eldec, where do they want to go?
GH: We can be reached through our website. eldec actually has two different websites. We have a website that is essentially a worldwide website. I think there's eight different languages on it that you can choose from. That is www.eldec.net. On that website you'll see a lot of product lines and applications.
But here, specifically in North America, we have developed a site called www.inductionheatingexperts.com. That site is more tailored to our market here in North America. On that site, you won't necessarily see as much of the heat treating, because as I mentioned earlier, our sister company EMAG handles that. If you're interested in that, their website is www.emag.com. Here in our office, our main phone number is 248-364-4750 and our general email address is info@eldec-usa.com. Me personally, you can reach me at my desk at 248-630-7756 and my email address is gholland@emag.com.
DG: I did have one other question and that is what other resources are offered by eldec?
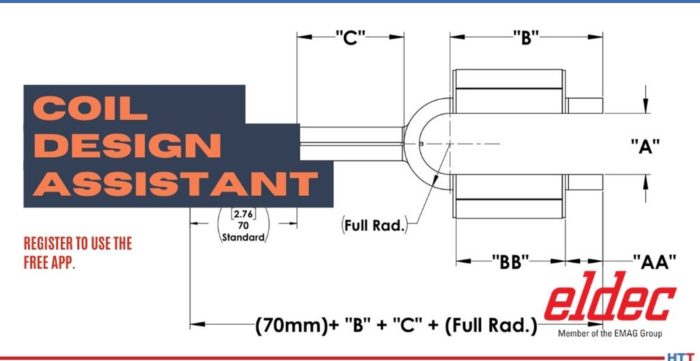
eldec’s new online app, the Coil Design Assistant Source: www.inductionheatingexperts.com
GH: I mentioned our websites. Both websites will show a list of our products. There is at least one product line that is on the North America site that is not on the other site, and that's one that we developed and specifically developed here in North America. That's called our MiniMICO .
But also on our North American site is a tool that we've developed this year called the Coil Design Assistant. That's our CDA. I believe you guys did a little feature on it not that long ago, but that is a feature where customers can go on our website and essentially find a variety of different coil types and they can put in what dimensions they think they want or need and then we get an email and we can essentially do an approval drawing and a quote for them right there off of the web.
DG: Basically, it's a web tool to help you design a coil.
Doug Glenn, Heat Treat Todaypublisher and Heat Treat Radio host.
Heat TreatToday brings you this best of the web content to highlight how 8 companies have been using simulation in their heat treat processes. In the article, the companies attest to saved time and costs as well as the benefits of visualizing accurate results. Check it out!
An excerpt:
[blockquote author=”CENOS” style=”1″]Old coil design failed and started leaking after 20,000 shots, while the redesigned coil is still running after 122,000 shots – more than five-fold improvement of the coil lifetime. By summing all of the benefits of the simulation software adoption in the engineering routine of the plant, Kevin got a 9% increase of the overall equipment efficiency (OEE).[/blockquote]
How does this heat treat equipment supplier help a fishhook heat treater with their brazing and induction needs? Find out in today’s Best of the Web featured case study from Ambrell Induction Heating Solutions.
The client needed to heat two pairs of fishhooks within a steel tube to form an anchor. This brief case study demonstrates the value in testing new methods to optimize heat treating results.
An excerpt:
[blockquote author=”Bret Daly, The Ambrell Blog” style=”1″]It took 35 seconds or less to heat each sample to temperature. For one of the samples, to prevent overheating of the tube, braze wire was cut up and put inside the tube along with the fishhooks. That way, the entire assembly would…[/blockquote]
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Six previous installments in Dr. Rudnev’s series on equipment selection addressed selected aspects of scan hardening and continuous/progressive hardening systems. This post is the third in a discussion on equipment selection for one of four popular induction hardening techniques focusing on single-shot hardening systems.
Previous articles in the series on equipment selection for single-shot hardening are here (part 1) and here (part 2). To see the earlier articles in the Induction Hardening series at Heat TreatToday as well as other news about Dr. Rudnev, click here.
Single-Shot Inductors for Non-Cylinder Parts
Single-shot inductors can be successfully used for hardening not only components of classical cylinder geometries but other geometries as well. This includes workpieces of general conical shapes, such as elliptic, parabolic, hyperbolic geometries—and the list can grow. As an example, Figure 1 shows induction surface-hardened ball joints (ball studs) and the single-shot inductors used to harden them. Ball studs are used in automotive, off-road, and agricultural machinery and can be different in shape and size (Compare images on the left in Figure 1 with images on the right.), requiring noticeably different hardness patterns.
Figure 1. Surface-hardened ball joints (ball studs) and single-shot inductors used for its hardening. (Courtesy of Inductoheat Inc., an Inductotherm Group company.)
In any attempt to scan harden workpieces with appreciable diameter changes, the scan coil must have a sufficient gap to clear the largest diameter. When scanning the section(s) of the workpiece with smaller diameters, an inductor-to-shaft air gap might be very large, resulting in low electrical efficiency and potentially exhibiting difficulties in load matching as well as in controlling the austenitizing pattern along the length of the part producing "cold" and "hot" spots. Additional difficulties may appear in controlling the hardness pattern in regions (e.g., near geometrical irregularities) where good control is most needed.
Thus, the substantially different workpiece-to-inductor electromagnetic coupling variations might not permit using classical multiturn solenoid coils or scan inductors. In contrast, single-shot inductors allow not only better electromagnetic coupling along the entire length of heat treated components (Figure 2) but also better address the geometrical irregularities of heat treated workpieces, producing the required hardness patterns at minimum process times with superior metallurgical quality.
Figure 2. Single-shot inductors allow better electromagnetic coupling along the length of heat treated components properly addressing the geometrical complexity of the workpiece. (Courtesy of Inductoheat Inc., an Inductotherm Group company.)
As stated in Part 1 of this series, in contrast to scan hardening, a single-shot inductor can be contoured along the length of the part properly addressing the geometrical complexity of the workpiece. Furthermore, the use of flux concentrators helps drive the current into the desired areas and allows producing a well-defined hardness profile with minimum distortion. The trade-off here is that more finesse is required in the design stage to produce the properly profiled single-shot inductor at the lowest possible cost.¹ Errors are costly since these inductors are each custom made for a given part or application and modifications can be quite costly. Thus, computer modeling is a helpful assistant as an attempt to keep the development cost down and shorten the "learning curve".
Proper hardening of such components as output shafts, flanged shafts, planet carriers, yoke shafts, sun shafts, intermediate shafts, driveshafts, turbine shafts, and some others may require extensive copper profiling, making a single-shot hardening inductor a complex electromagnetic device.
Certain geometrical features such as flanges, diameter changes, bearing shoulders, grooves, undercuts, splines, etc., may distort the magnetic field generated by an inductor, which, in turn, can cause temperature deviations, making it challenging to achieve certain hardness patterns.
For components containing fillets, it is often necessary to increase the heat intensity in the fillet region owing to the geometrical specifics. Also, the larger mass of metal in the proximity of the heated fillet and behind the region to be hardened produces a substantial thermal “cold sink” effect.¹ This draws heat from the fillet due to thermal conduction, which must be compensated for by generating additional heating energy in the fillet area.
Needed energy surplus can be achieved by narrowing the current-carrying face of the crossover segment of the single-shot inductor (Figure 3). Here is a simplified illustration of an impact of a copper profiling of the inductor’s heating face: if the current-carrying portion of the inductor heating face is reduced by 50 percent, there is a corresponding increase in current density. This will be accompanied by an increase of the eddy current density induced within the respective region. According to the Joule effect, doubling the induced eddy current density increases the induced power density roughly by a factor of four. Also, attaching a magnetic flux concentrator to certain areas of the hardening inductor further enhances the localized heat intensity.
Figure 3. Longitudinal leg sections of single-shot indicators and their crossover segments can be profiled by relieving selected regions of the copper to accommodate workpiece geometrical features. Attaching a magnetic flux concentrator to certain areas of the inductor further enhances localized heat intensity. (From V. Rudnev, A. Goodwin, S. Fillip, W. West, J. Schwab, S. St. Pierre, Keys to long-lasting hardening inductors: Experience, materials, and precision, Adv. Mater. Processes, October 2015, pp. 48–52.)
When using a single-shot inductor, it is particularly important that the workpiece is properly located in the heating position because seemingly minor dislocations may noticeably affect the heat treat pattern and metallurgical quality of hardened parts.
Traditionally designed single-shot inductors may exhibit high process sensitivity that is associated with the electromagnetic proximity effect.¹ A change in positioning of the workpiece inside the single-shot inductor attributed to excessive bearing wear of the centers, improper machining of the centers and fixtures, incorrect part loading, and other factors may produce a correspondent appreciable variation in the hardness pattern (particularly within the fillet region, undercut areas, and the part’s end zone). A reduced hardness case depth and the formation of unwanted microstructural products associated with incomplete phase transformation may be the result of that. Magnitude and distribution of transient and residual stresses might also be altered. Thus, attention should be paid to part’s reliable positioning during heating and quenching cycles.
As can be concluded, there are good reasons for using single-shot hardening, scan hardening, or continuous/progressing hardening approaches in induction hardening applications. The decision must be well thought out based on many factors such as geometry specifics, product quality, production rate, design proficiency, limitations of available equipment, reliability requirements, cost considerations, and some other factors.
The next installment of this series, “Dr. Valery Rudnev on . . . ”, will continue the discussion on design features of induction single-shot hardening systems.
Heat TreatToday recently released the latest round of 101 Heat TreatTips in the fall 2019 issue of Heat TreatToday (click here for the digital edition). One of the great benefits of gathering with a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. The Heat TreatTips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Ryan Neiss of Taylor Winfield Technologies
Today’s Technical Tuesday features a tip on Induction Heating that missed inclusion in the magazine, but it’s significant enough to get its own headline. From Ryan Neiss of Taylor Winfield Technologies, we bring you “Seasonal Cooling Water Adjustments for Induction Power Supplies”.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com.
Heat TreatTip: Induction Heat Treating
Seasonal Cooling Water Adjustments for Induction Power Supplies
A proper preventative maintenance plan is critical to the performance of induction heating power supplies. One of the main culprits of downtime is reduced water flow and water quality. While water quality is a very important topic that must be maintained within the OEM specifications, this tip is going to address the importance of seasonal water adjustments.
Water flows through the inside of the power supply cooling critical devices, like power semiconductors, capacitors, transformers, buss, etc. If the temperature is not adjusted for seasonal climate changes, many users may experience water condensation inside the power supply cabinet. This is not a good situation, because the uncontained water can drip into places where water should not be and potentially cause severe damage to the power supply. Depending on how much water damage there is will determine the amount of production loss and costs of this easily preventable mistake.
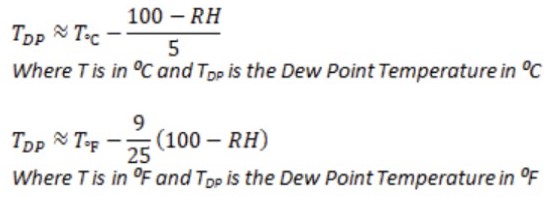
The temperature setpoints for your cooled water source must always be above the temperature dew point in order to prevent condensation. Most weather apps have current dew points, relative humidity, and temperature. Additional climatic resources for predictive planning include noaa.gov and ashrae.org.
Here’s a simple approximation of the dew point temperature from temperature and relative humidity (only apply if relative humidity is above 50%).
This article was written by Dr. Vadims Geza, chief scientist at CENOS. More information on CENOS Platform can be found here.
Induction is becoming an increasingly popular choice for heating steel billets prior to forging due to its ability to create high heat intensity quickly and within a billet, which leads to low process-cycle time (high productivity) with repeatable high quality, occupying minimal space on the shop floor. It is more energy-efficient and inherently more environmentally friendly than most other heat sources for steel billets.
In this article, the author demonstrates a simulation example on how to optimize a progressive induction heating system for a steel billet. The method used is CENOS Platform, a 3D simulation software which focuses specifically on induction heating and uses open source components and algorithms.
CENOS platform is capable of simulating various types of induction heating for forging. It is possible to simulate both static heating and progressive heating where the billet is moved through the coil with constant velocity. In accomplishing this simulation, coil design is not a limitation: both single coil and multi-coil are possible to simulate. Besides the coil, it is also possible to simulate any material and frequency.
The functional performance of the software
CENOS is a finite element method-based, computer-aided engineering desktop software for 2D and 3D physical process simulation and computational modeling of induction heating, induction hardening, brazing, annealing and tempering of steel, aluminum, copper, and other materials.
The simulation process consists of three steps:
Choose the workpiece geometry (from built-in templates or create your own CAD file).
Define induction heating parameters (frequency, voltage, time, etc.).
Run 2D or 3D simulation of your choice.
At the conclusion, results like temperature and magnetic field are displayed in 3D renderings, plots, and more. Apparent power, induced heat, and inductance are logged into an Excel file.
3D Simulation example—comparison of two heating systems
In the simulation, two systems under consideration—two-stage and three-stage systems—in the progressive heating of the billet. The target for the simulation was to reach 2192°F (1200°C) ± 122°F (50°C). To check both systems, the user has to create set up for both of them, set physical parameters (material properties, frequency, current, etc.), and start the simulation.
After the simulation is done, the user will have access to different output variables, including:
Temperature distribution
Current density and Joule heat distribution
Magnetic field lines
Total, reactive and apparent power
Inductance of the coil
Coil current, voltage
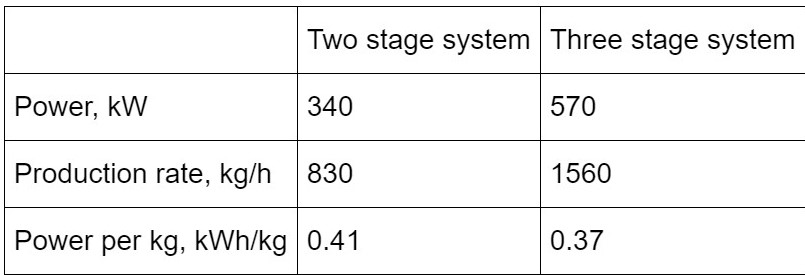
In our example of billet heating, it is possible to compare both cases and the output.
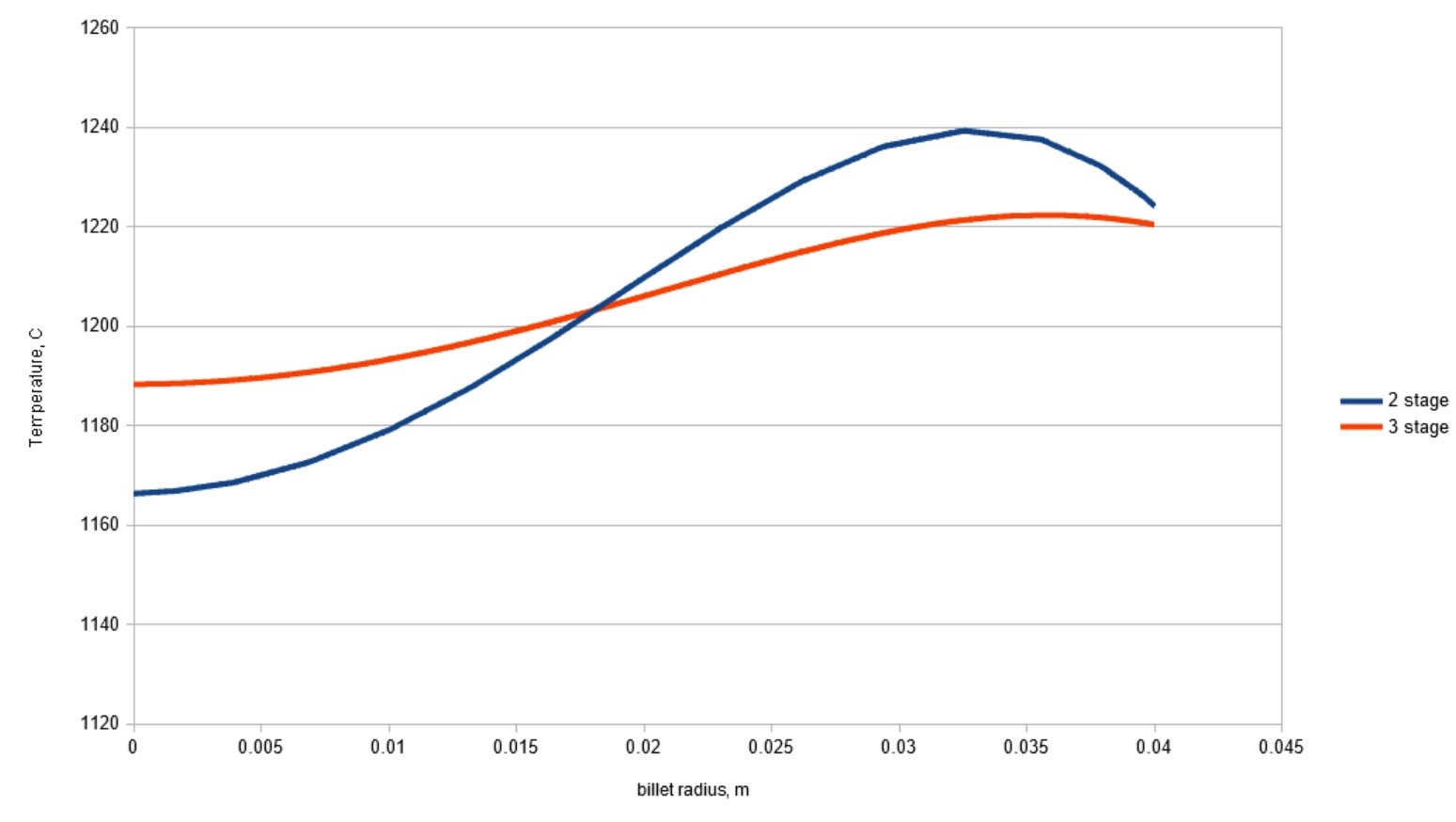
It is observable how a three-stage system can decrease power consumption and increase the production rate for this specific case. It is also possible to plot the distribution of temperature, Joule heat, magnetic field, etc. Resulting temperature distribution in the billet across the radius is shown in Figure 1. As can be seen, better temperature homogeneity is obtained in the three-stage system.
Figure 1. Temperature distribution along the billet radius at the outlet of the heating system
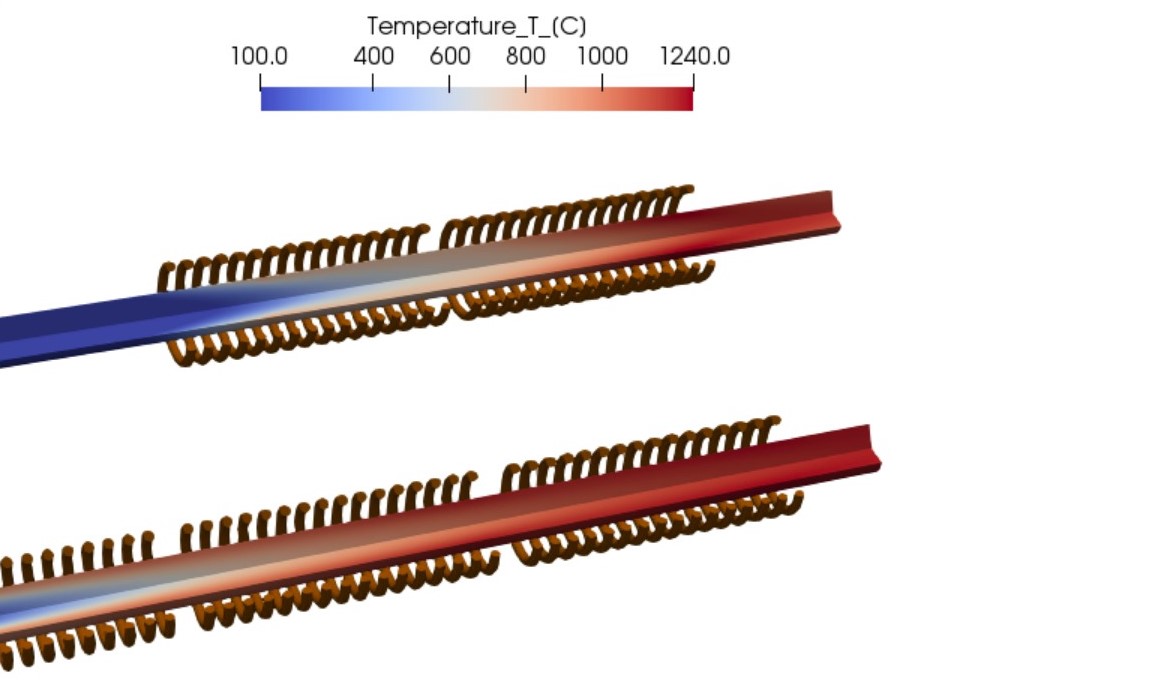
Figure 2. Temperature distribution in the long billet during scanning (progressive) induction heating.
Figure 2 shows how different systems lead to different temperature distribution. In the two-stage system, the temperature required for forging is reached with shorter coils, thus also with smaller scanning speed. This leads to worsened temperature uniformity and smaller production rates. On the other hand, the three-stage system heater gradually increases the temperature of the billet and the resulting temperature difference between core and surface is smaller.
Platform users are free to change all the input parameters and assemble the system of any number of stages required for their process.
Should the same system need to be used for scanning of shorter billets where end effects play a more significant role, it is possible to set up a simulation with a moving billet. An example of temperature dynamics in such simulation are shown in GIF images below:
A simulation with a moving billet in a two-stage system.
A simulation with a moving billet in a three-stage system.
Simulation helps make better decisions for production set-up and planning
As demonstrated in the simulation example, it is possible to compare two different systems and get results. The scope and variety of different simulations are unlimited; it all depends on what problem the user wants to solve:
Dr. Vadims Geza
Heating system design—to optimize induction heating performance, improve product quality, and avoid unpleasant surprises related to subsurface overheating
The selection of power, frequency, and coil length in induction billet heating applications
The selection of right forging temperatures for plain carbon and alloy steels to avoid possible damage by incipient melting or overheating.
Main Photo Image via CENOS, courtesy of efd-induction.com
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Six previous installments in Dr. Rudnev’s series on equipment selection addressed selected aspects of scan hardening and continuous/progressive hardening systems. This post is the second in a discussion on equipment selection for one of four popular induction hardening techniques focusing on single-shot hardening systems.
The first part on equipment selection for single-shot hardening is here; the third part is here. To see the earlier articles in the Induction Hardening series at Heat TreatToday as well as other news about Dr. Rudnev, click here.
Traditional Designs of Single-Shot Inductors
Figure 1 shows a typical shaft-like component (Figure 1,top-left) suitable for a single-shot hardening inductor, as well as a variety of traditionally designed single-shot inductors for surface hardening shaft-like workpieces. Sometimes, these inductors are also referred to as channel inductors.
A conventional single-shot inductor consists of two legs and two crossover segments, also known as bridges, “horseshoes,” or half-loops [1]. The induced eddy currents under the legs primarily flow along the length of the part (longitudinally/axially) with the exception of the regions of the workpiece located under the crossover segments where the flow of the eddy current is half circumferential. Unlike scanning inductors, traditional designs of single-shot inductors can be quite complicated.
Figure 1. A typical shaft-like component (top-left image) suitable for a single-shot hardening and a variety of traditionally designed single-shot inductors for surface hardening shaft-like workpieces (Courtesy of Inductoheat Inc., an Inductotherm Group company)
With a predominantly longitudinal eddy current flow, the heat uniformity in the diameter change areas of the stepped shafts is dramatically improved and the tendency of corners and shoulders to be overheated is reduced significantly compared to applying a single-turn or multi-turn solenoid coils commonly used in scan hardening and continuous/progressive hardening.
Because the copper of single-shot inductors does not completely encircle the entire region required to be heated, rotation must be used to create a sufficiently uniform austenitized surface layer along the workpiece perimeter. Upon quenching, a sufficiently uniform hardness case depth along the circumference of the part will be produced. For single-shot inductors, the rotation speed usually ranges from 120 to 500 rpm.
Different types of magnetic flux concentrators (also called flux intensifiers, flux controllers, flux diverters, magnetic shunts, etc.) complement the copper profiling of an inductor, helping to achieve the required hardness pattern. Flux concentrators may provide several considerable benefits when applied in single-shot inductors. This includes an increase of coil electrical efficiency, a noticeable reduction of coil current, and a significant reduction of the external magnetic field exposure.
As an example, Figure 2 shows a transverse cross-section of a single-shot inductor and a straight shaft. Computer-modeled electromagnetic field distribution of a bare inductor (Figure 2, left) compared to an inductor with a U-shaped flux concentrator (Figure 2, right) is shown. Note that the magnitude of magnetic field intensity on both images is different. The use of U-shaped magnetic flux concentrators in single-shot hardening applications typically results in a 16% to 27% coil current reduction compared to using a bare inductor while having a similar heating effect. A reduction of the external magnetic field exposure while applying flux concentrator is even more dramatic (Figure 2, right).
Figure 2. Computer-modeled EMF distribution in the transverse cross-section of a bare inductor (left) compared to an inductor with U-shaped flux concentrator (right). Note: the scale of magnetic field intensity on both images is different [1].Different applications may call for various materials used to fabricate magnetic flux concentrators including stacks of silicon-steel laminations, pure ferrites, and various proprietary multiphase composites. The selection of a particular material depends on a number of factors, including the following [1]:
applied frequency, power density, and duty cycle;
operating temperature and ability to be cooled;
geometries of workpiece and inductor;
machinability, formability, structural homogeneity, and integrity;
an ability to withstand an aggressive working environment resisting chemical attack by quenchants and corrosion;
brittleness, density, and ability to withstand occasional impact force;
ease of installation and removal, available space for installation, and so on.
It should be noted that, though in most single-shot hardening applications flux concentrators will improve efficiency, there are other cases where no improvement will be recorded, or efficiency may even drop. A detailed discussion regarding the subtleties of using magnetic flux concentrators is provided in [See References 1, 2.].
Sufficient rotation is critical when using any single-shot inductor design. As an example, Figure 3 shows the sketch of a single-shot induction hardening system.
Figure 3. Sketch of single-shot induction hardening of an axle shaft. Note: The right half of this induction system is computer-modeled in Fig. 4 [3].Taking advantage of symmetry, only the right side of such a system was modeled using finite-element analysis. Figure 4 shows the result of computer simulation of initial, interim, and final heating stages, taking into consideration the shaft rotation. Insufficient part rotation resulted in a non-uniform temperature distribution along the shaft perimeter (Figure 4, left). Proper shaft rotation results in a sufficiently uniform temperature pattern (Figure 4, right).
Figure 4. Results of numerical simulation of heating an axle shaft by using a single-shot inductor [3].There should be at least eight full rotations per heat cycle (preferably more than 12 rotations), depending on the size of the workpiece and the design specifics of the inductor, though, as always in life, there are some exceptions. Shorter heating times and narrower coil copper heating faces require faster rotation during the austenitization cycle.
An appropriate inductor design with a closely controlled and monitored rotation speed will produce a hardness pattern with minimum circumferential and longitudinal temperature deviations, which will result in sufficiently uniform hardness patterns (Figure 5, left four images). Failure to ensure proper rotation as well as the use of worn centers (lacking grabbing force resulting in slippage and excessive part wobbling) could lead to an unacceptable heat non-uniformity, severe local overheating, and even melting (Figure 5, right). Manufacturers of induction equipment such as Inductoheat have developed various proprietary tools, holders, fixtures, and monitoring devices to ensure proper rotation and high quality of single-shot hardened parts.
Figure 5. Inductor design with closely controlled rotation speed will produce a hardness pattern with minimum circumferential temperature deviations (left four images). Failure to ensure proper rotation speed as well as the use of worn centers (lacking grabbing force resulting in slippage) could lead to unacceptable heat non-uniformity and can even cause a localized melting (right image).
The next installment of this column, "Dr. Valery Rudnev on . . . ", will continue the discussion of design features of induction single-shot hardening systems.
Induction heat treaters know that proper coil design is crucial to increasing longevity, improving production quality, and cutting costs. Among the topics addressed in this paper about induction heat treat coil design and fabrication (presented by R. Goldstein, W. Stuehr, and M. Blackby at ASM International) are these:
The design and fabrication of induction heating coils over the years
The Variable of Flow and the Influence of Frequency
Control and Presentation
Structure, Quenching, and Cooling
The paper closes out with a case study using computer simulation to show typical temperature distributions in a single-shot induction hardening coil.
A good place to start whenever preparing parts for induction heat treating is the consideration of inductor design. The authors provide this list (an excerpt):
[spacer color="264C84" icon="Select a Icon"]
Considerations for Inductor Design
Induction heat treating coils are available in many shapes and sizes and must perform a variety of tasks in a given induction heat treating application. Depending on the application, the induction coil design requirements include:
Meet heat treatment specifications in desired production rates
Be robust enough to tolerate manufacturing variations
Mount into the induction machine
Have electrical parameters that match the induction power supply
Deliver quench
Have a satisfactory lifetime
Have satisfactory efficiency
Be repeatable from inductor to inductor
In developing a new induction heat treating coil and process, the first question is whether the component will be produced on an existing system or if a new machine must be built. In many cases, the part producer’s desire is to develop new tooling for an existing machine with spare capacity. This reduces the degree of freedom and can make the induction coil design procedure more complicated because a less-than-optimal frequency or coil style will be necessitated to fit the existing machine (Ref 16).
To determine the ability to use existing equipment, it is necessary to make an analysis of the part to be heat treated. Part material, prior processing, geometry, production rate, and heat treatment specifications all play roles. The part material and prior processing determine what the minimum heat treatment temperature should be, along with how much time is allowed for cooling. The part geometry and heat treatment specifications indicate how much energy is required, what the preferred frequency ranges are, and what type of induction method (i.e., single shot, scanning) is best suited for the application. Finally, the production rate determines how much power and/or how many spindles or stations are required.
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Six previous installments in Dr. Rudnev’s series on equipment selection addressed selected aspects of scan hardening and continuous/progressive hardening systems. This post continues a discussion on equipment selection for induction hardening focusing on single-shot hardening systems.
The first part on equipment selection for continuous and progressive hardening is here. The second part in this series on equipment selection for single-shot hardening is here; the third part is here. To see the earlier articles in the Induction Hardening series at Heat TreatTodayas well as other news about Dr. Rudnev, click here. This installment continues a discussion on equipment selection for continuous and progressive hardening applications.
Why Single-Shot Hardening?
With the single-shot method, neither the workpiece (cylinder shaft, for example) nor the coil moves linearly relative to each other; the part typically rotates instead.¹ The entire region that is to be hardened is heated all at once rather than only a short distance, as is done with scan hardening.
With conventional scan hardening of cylindrical parts, induced eddy currents flow circumferentially. In contrast, a single-shot inductor induces eddy currents that primarily flow along the length of the part. An exception to this rule would be the half-moon regions (also called the crossover or bridge sections) of a single-shot inductor, where eddy current flow is circumferential.
Normally the single-shot method is better suited for hardening stepped parts where a relatively short (1.5–2 in. [38–50mm] long heated area is commonly minimum) or moderate length area is to be heat treated. This method is also better suited to cylindrical parts having axial symmetry and complex geometry including various diameters.
When scanning these types of parts, improper austenitization of certain areas may occur due to localized electromagnetic field distortion, for example. Insufficient quenching due to the deflection of quench flow not allowing it to properly impinge on the surface in various diameter regions may also occur. Both factors are considered undesirable and can cause low hardness, spotted hardness, or even cracking. For example, the use of scan hardening on stepped shafts with large shoulders, multiple and sizable diameter changes, and other geometrical irregularities and discontinuities (including fillets, flanges, undercuts, grooves, etc.) may produce severely non-uniform hardened patterns. In cases like this, a scan hardening inductor or progressive/continuous hardening system would be designed around the largest diameter that would have sufficient clearance for safe part processing.¹ However, variations in the shaft’s diameter, to a significant extent, will result in a corresponding substantial deviation in the workpiece-to-coil coupling in different sections of the shaft, potentially causing irregular austenization.
Besides that, sharp corners have a distinct tendency to overheat owing to the buildup of eddy currents, in particular when medium and high frequencies are used. The electromagnetic end and edge effects may also cause the shoulders to severely overheat while the smaller-diameter area near the shoulder (including undercuts and fillets) may have noticeable heat deficit. These factors may produce a hardness pattern that might grossly exceed the required minimum and maximum case depth range, making it unacceptable. Single-shot hardening is usually a better choice in such applications. As an example, Figure 1 shows some examples of components for which single-shot hardening would be a preferable method of heat treating.
Examples of components for which a single-shot hardening would be a preferable method of heat treating. (Courtesy of Inductoheat Inc., an Inductotherm Group company)
In some not so frequent cases, when hardening larger parts, there are advantages to the single-shot method over the scanning method, such as the reduction of shape/size distortion, enhanced metallurgical quality, and increased production rate.
Single-shot hardening may also be the preferred choice when shorter heat times/high production rates are desired. For example, in some applications, the time of heating for single-shot hardening can be as short as 2 s, though 4 to 8 s is more typical.
However, the single-shot method has some limitations as well. One of them is cost. Single-shot inductors are typically more expensive to fabricate compared to the coils used for scanning. This is because the single-shot inductor, to some degree, must follow the contour of the entire region required to be heated. Additionally, a single-shot inductor is usually able to harden only one specific part configuration, whereas a coil used for scanning may be able to harden a family of parts.
Besides that, in some case hardening applications using a scanning method, it is possible to apply certain pre-programmed pressure/force on a workpiece during heat treating. This allows distortion to be controlled. Single-shot hardening might also permit applying this technique but there might be some limitations.
Design Features of Single-Shot Inductors
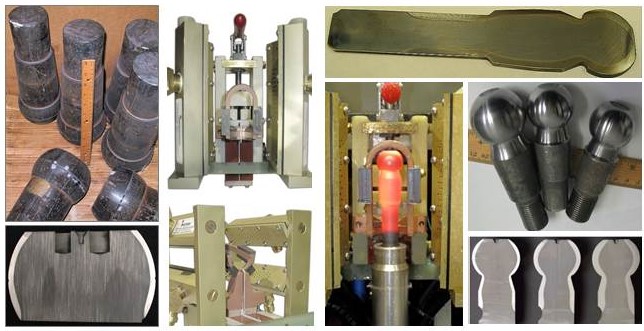
Single-shot inductors are made of tubing, either 3-D printed or CNC-machined from solid copper to conform to the area of the part to be heated. This type of inductor requires the most care in fabrication because it usually has an intricate design and operates at high power densities, and the workpiece’s positioning is critical with respect to the coil copper profiling. Figure 2 shows several examples of induction heating of different components using single-shot inductors.
Several examples of induction heating of different components using single-shot inductors. (Courtesy of Inductoheat Inc., an Inductotherm Group company)
In order to provide the required temperature distribution before quenching, heat is sometimes applied in several short bursts (pulse heating) with a timed delay/soaking between them to allow for thermal conduction toward the areas that might be difficult to heat.
Single-shot inductors typically require higher power levels than used in scan hardening because the entire area of the workpiece that needs to be hardened is austenitized at once. This is the reason why single-shot hardening normally requires having a noticeably larger power supply compared to scan hardening, resulting in increased capital cost of power source. Additionally, the increased power usage and power densities combined with complex geometry can reduce the life of the inductor. For this reason, single-shot inductors often have shorter lives than scan inductors.
It is always important to keep in mind that, electrically speaking, the inductor is typically considered the weakest link in an induction system. For this reason, most single-shot inductors have separate coil-cooling and part-quenching circuits. The inductor will fail if power is increased to the point at which the water cannot adequately cool it. Additional cooling passages may be needed with high-power density, single-shot inductors. A high-pressure booster pump is also frequently required.
The next several installments of Dr. Valery Rudnev on . . . will continue the discussion on design features of single-shot inductors and equipment selection.







 Heat Treat
Heat Treat 












![Figure 2. Computer-modeled EMF distribution in the transverse cross-section of a bare inductor (left) compared to an inductor with U-shaped flux concentrator (right). Note: the scale of magnetic field intensity on both images is different [1].](https://heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-2.jpg)
![Figure 3. Sketch of single-shot induction hardening of an axle shaft. Note: The right half of this induction system is computer-modeled in Fig. 4 [3].](https://heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-3.jpg)
![Figure 4. Results of numerical simulation of heating an axle shaft by using a single-shot inductor [3].](https://heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-4.jpg)