We’ve assembled some of the top 101 Heat Treat Tips that heat treating professionals submitted over the last three years into todays original content. If you want more, search for “101 heat treat tips” on the website! Today’s tips are all things temperature: thermocouples, how to keep temperatures in check, TUS, and more.
By the way, Heat Treat Today introduced Heat Treat Resources this year; this is a feature you can use when you’re at the plant or on the road. Check out the digital edition of the September Tradeshow magazine to check it out yourself!
Temperature Monitoring When the Pressure is On!
Increasing in popularity in the carburizing market is the use of batch or semi-continuous batch low pressure carburizing furnaces. Following the diffusion, the product is transferred to a high-pressure gas quench chamber where the product is rapidly gas cooled using typically N2 or Helium at up to 20 bar pressure.
In such processes, the technical challenge for thru-process temperature monitoring is twofold. The thermal barrier must be capable of protecting against not only heat during the carburizing, but also very rapid pressure and temperature changes inflicted by the gas quench. From a data collection perspective, to efficiently perform temperature uniformity surveys at different temperature levels in the furnace it is important that temperature readings can be reviewed live from the process but without need for trailing thermocouples.
During the gas quench, the barrier needs to be protected from Nitrogen N2(g) or Helium He(g) gas pressures up to 20 bar. Such pressures on the flat top of the barrier would create excessive stress to the metal work and internal insulation / logger. To protect the barrier therefore a separate gas quench deflector is used. The tapered top plate deflects the gas away from the barrier. The unique Phoenix design means the plate is supported on either four or six support legs. As it is not in contact with the barrier no force is applied directly to the barrier and the force is shared between the support legs. The quench shield in addition to protecting against pressure, also acts as an additional reflective IR shield reducing the rate if IR absorption by the barrier in the vacuum heating chamber.
(PhoenixTM)
3 Tips to Meet Temperature Uniformity Surveys
Adjust the burners with some excess air to improve convection.
Make sure that the low fire adjustment is as small as possible. Since low fire will provide very little energy, it will make the furnace pulse more frequently and this will improve heat transfer by convection and radiation.
Increase internal pressure. This will “push” heat to dead zones allowing you to increase your coldest thermocouples (typically near the floor and in the corners of the furnace).
(Nutec Bickley)
Ways to Increase Temperature Uniformity in Heat Treat Furnaces
A (sometimes) simple way to increase uniformity in a furnace is to add a circulation fan. Circulation fans can be a quick way to add an additional 5°F tighter uniformity on a batch furnace application.
Be sure that the furnace is tuned optimally to reduce/eliminate any overshoot and oscillation around setpoint.
Eliminate any thermal lag by making sure that the control thermocouple and TUS thermocouples have similar sensitivity. If not, the control thermocouples can fall behind and cause the TUS thermocouples to overshoot and fail.
(L & L Special Furnace Co., Inc.)
Pack Your Thermocouples
When a thermocouple is used with an open-ended protection tube, pack rope or fiber between the thermocouple and the protection tube to prevent cold air infiltration from influencing the reading.
(Super Systems, Inc.)
A Good Fit
If a thermocouple fits loosely in a protection tube, avoid errors by ensuring that the tip maintains good contact with the tube.
(Super Systems, Inc.)
Introducing Your Common Thermocouple Types
What are the common thermocouple types?
Thermocouple material is available in types K, J, E, N, T, R, S, and B. These thermocouple types can be separated into two categories: Base and Noble Metals.
Types K, J, E, N, and T are Base Metals. They are made from common materials such as Nickel, Copper, Iron, Chromium, and Aluminum. Each base metal thermocouple has preferred usage conditions.
Types S, R, and B thermocouples are Noble Metals because they are made of one or more of the noble metals, such as Ruthenium, Rhodium, Palladium, Silver, Osmium, Iridium, Platinum, and Gold. Noble metals resist oxidation and corrosion in moist air. Noble metals are not easily attacked by acids. Some Noble metal thermocouples can be used as high as 3100°F.
(Pelican Wire)
Culprits of a Stable Thermocouple
Factors affecting the stability of a thermocouple:
The EMF output of any thermocouple will change slightly with time in service and at elevated temperatures. The rate and change are influenced by metallurgical and environmental factors. The four factors that can induce EMF drift are: Evaporation, Diffusion, Oxidation, and Contamination.
(Pelican Wire)
Does Length Matter?
Does the length of a thermocouple wire matter?
In a word, “Yes.” There are several factors when considering the maximum length of a thermocouple assembly. Total loop resistance and electrical noise. Total loop resistance should be kept under 100 ohms for any given thermocouple assembly. Remember, the total loop resistance would include any extension wire used to complete the circuit. Motors and power wires can create noise that could affect the EMF output.
(Pelican Wire)
Type N Thermocouple (Nicrosil/Nisil)
Type N Thermocouple (Nicrosil/Nisil): The Type N shares the same accuracy and temperature limits as the Type K. Type N is slightly more expensive and has better repeatability between 572°F to 932°F (300°C to 500°C) compared to type K.
(Pelican Wire)
Know Your Thermocouple Wire Insulations
Know your thermocouple wire insulations. When is Teflon® not Teflon®? Teflon® is a brand name for PTFE or Polytetrafluoroethylene owned by Chemours, a spin-off from Dupont. FEP is Fluorinated Ethylene Propylene. PFA is Perfluoroalkoxy Polymer. All three are part of the Fluoropolymer family but have different properties. Of the three compounds, PTFE has the highest heat resistance, PFA second highest and FEP third. The higher the heat resistance the more expensive the insulation. Keep that in mind when specifying the insulation and only pay for what you need.
One of the most important advances in batch integral quench (BIQ) furnace systems has been the development of innovative control systems. Many BIQ manufacturers have developed their own highly sophisticated and cutting-edge control systems.
This Technical Tuesday, we explore one such system written by Daniel Hill, PE, sales engineer at AFC-Holcroft. This original content article was originally published in the February 2021Air and Atmospheres, the IQ Edition.
Daniel Hill, PE Sales Engineer AFC-Holcroft Source: AFC-Holcroft
With continuing advancements of smart devices, integrated controls systems, and the Industrial Internet of Things (IIoT), we have at our fingertips an abundance of data, both the traditional and newly developed. How to convert that data into useful information, and more importantly how to leverage that information into day-to-day operations to reap the benefits, becomes the difference maker in a competitive landscape.
Recognizing these trends, AFC-Holcroft has built upon a suite of software modules that includes Remote Diagnostics™ to also offer Maintenance Module™ and Calibration Mode™. All three modules are in commercial service having been integrated with BatchMaster™ controls system features on Universal Batch Integral Quench (UBQ) furnaces. End-user response and adoption have been positive with new synergies and feedback leading to ongoing enhancements. In this article, we will discuss how these advancements are affecting the future of furnace diagnostics and some examples of their benefits in many day-to-day situations.
Dynamic Furnace Calibration & Diagnostics
Perhaps the most interesting of the three modules is the Calibration Mode, a patent-pending diagnostics software designed to dynamically test furnace operation for verification of proper functionality over a wide range of subsystems and devices. Notably, furnace and quenchant heating/cooling thermal loads are strategically cycled for response monitoring of typical production needs. Likewise, furnace atmosphere is cycled for response and stability. Additional systems and metrics such as agitation attributes, tray motion and positioning, time to quench, and elevator operation are activated and evaluated.
Once the calibration cycle is complete, the data and responses are compared to original commissioning data and design thresholds to generate a time-stamped diagnostic report with straightforward pass/fail results. With this module, the operator can ensure proper operation at a moment’s notice without additional external testing devices and have the data available to back it up.
It was designed to integrate optional device packages to elevate its diagnostics capabilities exponentially by targeting efficiency and optimization of operation including:
Combustion efficiency monitoring
Vibration monitoring
Power consumption monitoring
Process Troubleshooting
As its base premise, this module was created as a means for operators to proactively verify that the furnace is both fully operational and responding as designed. But what happens if it is not? Calibration Mode can be initialized at any time for deeper analyses by first reporting the current status of subsystems and devices and then for further comparison against initial commissioning data or cumulatively against any previous calibration iterations, making it a powerful tool for rapid diagnostics.
With the auto-generated reports and comparison tools in hand, operators or maintenance team members can pivot directly into troubleshooting any deficiencies identified for quick resolution. Once more, a follow-up can be run to ensure the deficiency is corrected after making appropriate adjustments or repairs. This saves valuable time and resources, improves availability, and likely increases profitability.
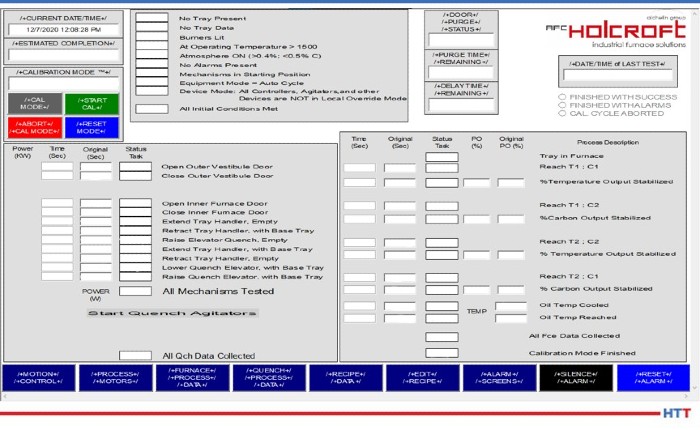
Calibration Mode™ Screen Source: AFC-Holcroft
Compliance with Industry Specifications
Whether following automotive (CQI-9), aerospace (AMS2750), military, energy, or other specifications, universal themes requiring the user to implement regular assessments, surveys, and the monitoring of the process equipment are paramount. Today, the Calibration Mode is being used to supplement these efforts in a number of ways:
Creating reports with Calibration Mode for job audit in annual Heat Treat System Assessments (HTSAs)
Producing objective evidence for process equipment validation before and after a major rebuild or modification
Collecting and analyzing data over time and reacting to it
Running with TUS as another layer of equipment verification
Running with Quench System Monitoring as another layer of verification
PPAP, Control Plan, & PSW Inclusion
The production part approval process (PPAP) must be a collaboration between the customer and heat treater to ensure a clear understanding of all elements before, during, and after the processing. Calibration Mode can be utilized as a verification tool initially when processing parts for a PPAP to document the furnace capability and that it is meeting original OEM specifications. If repair or rebuilds are required while that PPAP is still valid, Calibration Mode can be run to demonstrate the equipment in operational condition on a Part Submission Warrant (PSW). Moreover, Calibration Mode can be incorporated into control plans both as a control method for ongoing production and also as part of a reaction plan to diagnose nonconformance.
Dedicated Equipment Vs. Changeover of Equipment Running Multiple Processes
A major benefit of batch processing equipment is the inherent flexibility it offers–especially to commercial heat treaters who are serving multiple customers with many different processes. Often customer specifications for heat treating include clauses preferring dedicated equipment with strict allowances on changeover of equipment. Typically, changeover of equipment for multiple processes requires customer personnel to review and approve the heat treater’s changeover procedures and must include verification prior to start of production (including atmosphere). This changeover process must be documented in the heat treater’s process control plan. Consider running Calibration Mode at changeovers as a means to consistently verify conditions and provide documentation to the benefit of all involved.
Intelligent Preventative Maintenance
Maintenance Module™ also takes advantage of the latest advancements. This module is designed and pre-programmed to include the OEM recommended preventative maintenance tasks based upon pre-defined intervals, sometimes utilizing conditional statements, or where appropriate, predictive algorithms based upon operating time, temperatures, and number of cycles. This database of tasks and report queries provides an intelligent roadmap for the preventative maintenance of the furnace. As such, maintenance task statuses are elevated and flagged for action complementary to accrued usage and actual conditions so that all-important resources can be prioritized and best served.
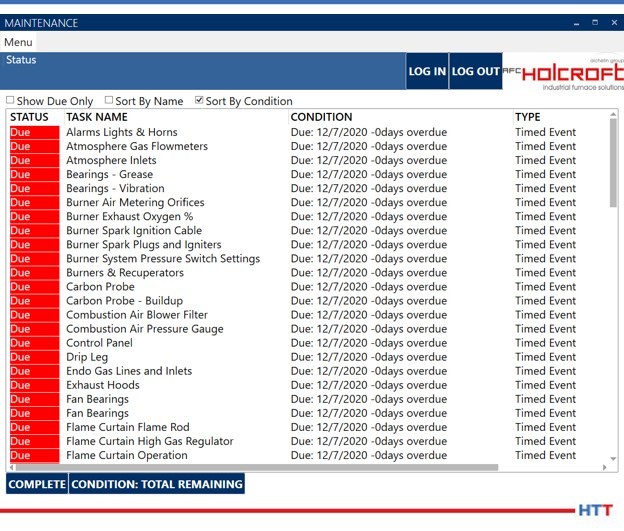
Maintenance Module™ Screen Source: AFC-Holcroft
Leveraging Diagnostics through the Cloud
Finally, Remote Diagnostics™ was conceived to increase furnace uptime and availability through the analysis of equipment performance data. Real, data-driven reliability and maintainability (R&M) information supports continuous improvement efforts. As a first step, the abundance of data delivered through the IIoT is aggregated to effectively parse, diagnose, and highlight operational inefficiencies.
Next, virtual conference sessions are led by AFC-Holcroft personnel to collaborate with users on best practices, identify training needs, aid in knowledge capture, and provide optimization plans moving forward in a classic continuous improvement cycle.
Interestingly enough, it has become a source of synergy for continuous improvement efforts by allowing us to better understand users’ needs and incorporating them into designs and equipment of the future.
Addressing important day-to-day situations, Calibration Mode, Maintenance Module, and Remote Diagnostics are helpful tools for the forward-thinking BIQ furnace operator.
About the Author: Daniel Hill, PE, is a sales engineer with AFC-Holcroft, based in Wixom, Michigan. AFC-Holcroft is a leading North American manufacturer of industrial furnace systems used in the heat treatment of ferrous and non-ferrous metals.
Vacuum Sintering Furnace from Signature Vacuum Systems, Inc. Source: Signature Vacuum Systems, Inc.
A United States defense contractor will expand their heat treat capabilities with a custom ceramic sintering vacuum furnace. The furnace will be provided with a 36” diameter x 48” high work zone in a graphite hot zone rated for 3362°F (1850°C).
The Model VBS-12 ordered, will increase production capacity and is the fifth furnace from the supplier, Signature Vacuum Systems, Inc., to be manufactured and installed in this contractor’s facility.
“Our strength[…] is solving problems and delivering solutions,” said Greg Kimble, president of Signature Vacuum Systems, Inc. “We have enjoyed the progression of this relationship over the years and we are committed to providing quality products and dependable services.”
(photo source: Defence-Imagery at Pixabay.com)
Unless identified otherwise, all other images from unsplash.com.
“Successful heat treating begins by understanding the make-up of the steel that is to be treated.”
Heat Treat Today’sTechnical Tuesday feature provides an overview of the heat treatment process and the benefits wrought from heat treating in salt baths. The article also illuminates details to understand part composition and the austempering and quenching process as a whole.
The author of this Original Content article, Jerry Dwyer, market manager at Hubbard-Hall, has previously written for Heat Treat Today on the topic of polymer quenchants as an alternative to water and oil quenching. Read more here.
Heat treating is a process in which metal is heated to a predetermined temperature and then cooled in a particular manner to alter its internal structure for obtaining a desired degree of physical, mechanical and metallurgical properties. The purpose is to obtain maximum strength (i.e., increase the metal’s hardness) and durability in the material.
Numerous industries utilize heat treated parts, including those in the automotive, aerospace, information technology, and heavy equipment sectors. Specifically, manufacturers of items such as saws, axes, cutting tools, bearings, gears, axles, fasteners, camshafts, and crankshafts all rely on heat treating to make their products more durable and to last longer.1
The heat treating processes require three basic steps:
Heating to a specified temperature.
Holding at that temperature for the appropriate amount of time.
Cooling according to prescribed methods.
Understanding the Part Material
According to the ASM International’s Heat Treating Society, about 80 percent of heat treated parts are made of steel, such as bars and tubes, as well as parts that have been cast, forged, welded, machined, rolled, stamped, drawn, or extruded.1
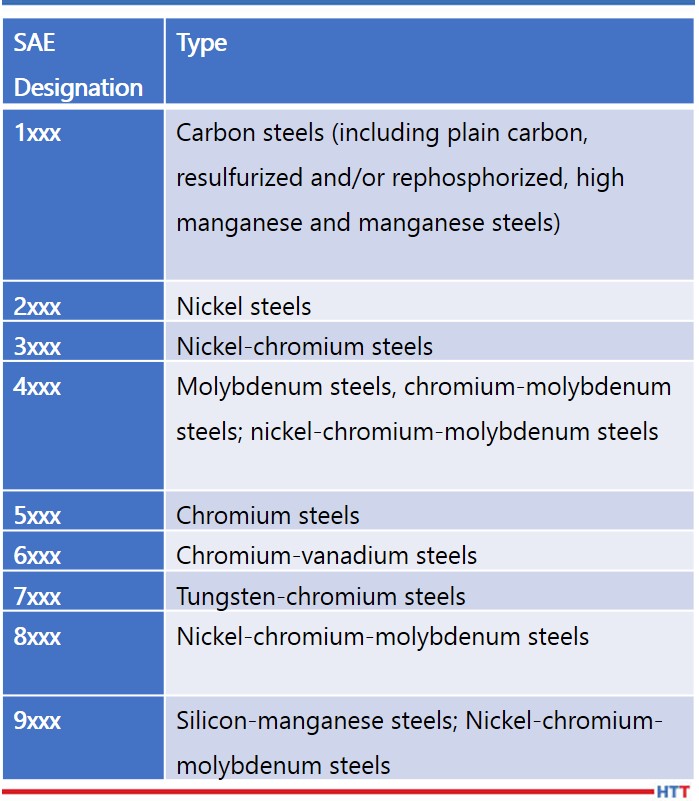
SAE Designation. (Image source: Jerry Dwyer. Reference source #3.)
Successful heat treating begins by understanding the make-up of the steel that is to be treated. The American Iron and Steel Institute (A.I.S.I.) and the Society of Automotive Engineers (S.A.E.) utilize a four-digit system to code various types of steel used in manufacturing. The alloying element in the AISI specification is indicated by the first two digits, and the amount of carbon in the material is indicated by the last two digits. The first digit represents a general category of the steel groupings, meaning that 1xxx groups within the SAE-AISI system represent carbon steel. The second digit represents the presence of major elements which may affect the properties of steel; for example, in 1018 steel the zero in the 10xx series depicts no major secondary element. The last two digits indicate the percentage of carbon concentration. SAE 1018 indicates non-modified carbon steel containing 0.18% of carbon, while SAE 5130 indicates a chromium alloy steel containing 1% chromium and 0.30% carbon.
Carbon steel has a main alloying constituent of carbon in the range of 0.12% to 2.0%. Plain carbon steel is usually iron with less than 1% carbon, plus small amounts of manganese, phosphorous, sulfur and silicon. Carbon steel is broken down into four classes based on carbon content:
Austempering is one of several heat treatments that is applied to ferrous metals and is defined by both the process and the resultant microstructure of the work. In steel, it produces a bainite (or a plate-like) microstructure.
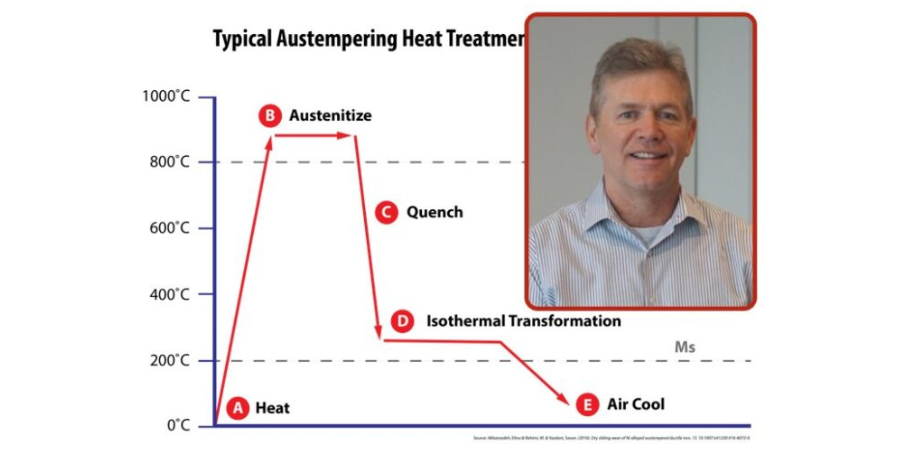
Typical Austempering Heat Treatment Cycle in Ductile Iron
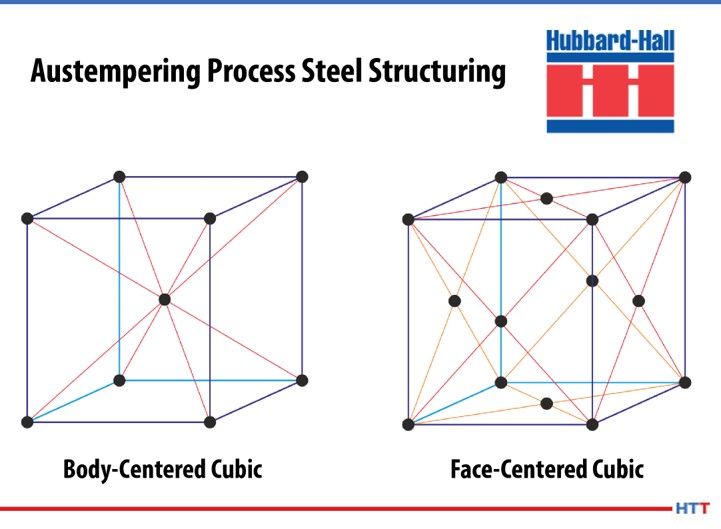
When heated to temperatures below 730°C (1346°F), the pure metal iron has a body-centered cubic structure; if heated above this temperature, the structure will change to a face-centered cubic. On cooling, the change is reversed, and a body-centered cubic structure is once more formed. The importance of this reversible transformation lies in the fact that up to 2.0% carbon can dissolve in a face-centered cubic, forming what is known as a “solid solution.” While in a body-centered cubic iron state, no more than 0.02% carbon can be dissolved this way. The solid solution formed when the carbon atoms are absorbed into the face-centered cubic structure of iron is called austenite.
Austempering Process Steel Structuring
When quenched, carbon is precipitated from austenite not in the form of elemental carbon (graphite), but as the compound iron carbide Fe3C, or cementite. Like most other metallic carbides, this substance is usually very hard; as the amount of carbon increases, the hardness of the cooled steel will also increase.
The temperature of the quench tank is set so that the material is rapidly cooled down at a rate fast enough to avoid transformation to intermediate phases such as ferrite or pearlite and then held at a temperature that falls within the bainite region but staying above the martensitic phase. The bainitic microstructure that is formed as a result of austempering imparts high ductility, impact strength, and wear resistance for a given hardness; a rifle bolt was one of the first applications for this process.
The salt quench also provides low distortion of work with repeatable dimensional response. The materials have increased fatigue strength and is, in general, more resistant to hydrogen and environmental embrittlement.
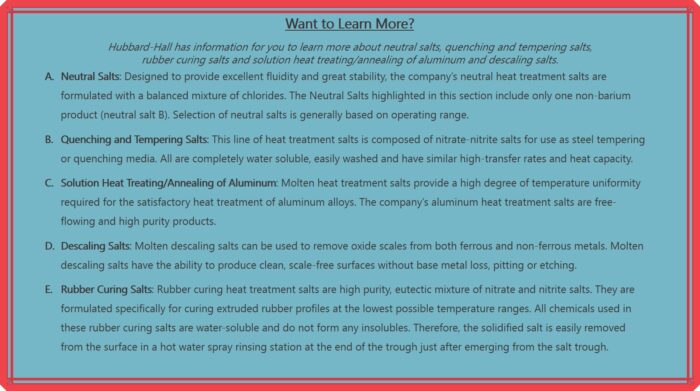
Heat Treat with Salt Baths
Salt bath heat treatment is a heat treatment process comprising an immersion of the treated part into a molten salt, or salts mixture.2 There are numerous benefits of heat treatment in salt baths, the most prevalent is that they provide faster heating. A work part immersed into a molten salt is heated by heat transferred by conduction (combined with convection) through the liquid media (salt bath).2 The heat transfer rate in a liquid media is much greater than that in other heating mechanisms, such as radiation or convection through a gas.2
Using salt baths also helps with a controlled cooling conditions during quenching. In conventional quenching operation, typically either water or oil are used as the quenching media and the high cooling rate provided by water/oil may cause cracks and distortion. Cooling in molten salt is slower and stops at lower temperature and avoids may of the pitfalls associated with a faster quench.2
Salt baths also provide low surface oxidation and decarburization, as the contact of the hot work part with the atmosphere is minimized when the part is treated in the salt bath.2 There are additional advantages to salt heat treat:
Wide operating temperatures: 300°F -2350°F
Most of the heat is extracted during quenching by convection at a uniform rate.
Salt gives buoyancy to the work being processed to hold work distortion to a minimum.
Quench severity can be controlled or manipulated by a greater degree by varying temperature, agitation and water content of the salt.
Excellent thermal and chemical stability of the salt means that the only replenishment required is due to drag-out losses.
Nonflammable salt poses no fire hazard.
Salt is easily removed with water after quenching.
About the Author: Jerry Dwyer is Hubbard-Hall’s market manager for product groups pertaining to heat treating, phosphates and black oxide. To learn more or get in touch, please visit Hubbard-Hall’s website.
Time for a solid case study. In this Heat Treat TodayTechnical Tuesday feature, José P. Sanchez, part of Ceramics Business Unit in Nutec Bickley, describes the installation of several high-temperature and low-temperature ovens and kilns at one of the largest plants of a worldwide refractory product manufacturer.
Read this Original Content piece to get the details about how this project was executed and what measures were implemented for successful follow-up service.
About the Client
The client is recognized worldwide for the manufacture of refractory products used in the steel industry and on this project we worked with one of its largest plants.
This project comprised the design, manufacture and installation of 13 ovens and two kilns with temperatures ranging from 390°F to 3,000°F (200°C to 1,650°C) and retrofits to two existing kilns, as part of a major redesign at the client’s plant.
The Challenge
Nutec Bickley had to design, manufacture/modify and install 17 ovens / kilns in the space of 12 months, so we had to be especially careful organizing ourselves in the following aspects:
Ensuring we had the required space in our plant for the pre-assembly of all these units
Coordinating the execution of the project in which more than 80 people participated directly
Coordinating the parallel installation of multiple pieces of equipment in the customer’s plant, where at times there were more than 30 of our personnel on site at the same time
Our Solution
One of the decisive factors in winning this contract was the fact that other suppliers only had the capacity to manufacture either low temperature ovens or high temperature kilns, with Nutec Bickley being the only one with the capacity to manufacture both.
Additionally, we demonstrated our experience and ability to design ovens/kilns in temperature ranges from 210°F right up to 3,270°F (100°C to 1,800°C).
(photo source: Nutec Bickley)
We offered an ideal option, enabling the client to take on a single supplier to supply all of this equipment and to have it delivered it as a turnkey project.
Equipment Supplied
The turnkey solution comprised the following equipment and technologies:
A high temperature convection oven (1,110°F/600°C) with nitrogen injection
Equipped with stainless steel baffles to direct gases into the chamber and achieve the required temperature uniformity
Equipped with a thermal incinerator to reduce VOCs
Two Carbell Kilns
Operating temperature: 1,600°C (2,910°F)
Maximum operating temperature of 1,700°C (3,090°F)
Nine temperature control zones
High alumina bubble brick insulation
High velocity burners
Ceramic fiber lined exhaust vent
Incinerators in the exhaust for volatile gases
Two Retrofits of Existing Equipment
A) Modification of a Carbell kiln from another plant
We renewed the MCC and control panels.
We updated the PLC and display.
The combustion system was modified to comply with the NFPA-86 standard.
B) Transfer of a kiln from another plant
Insulation was supplied using our Jointless system.
Updated to meet NFPA-86 standard
12 Low-Temperature Convection Ovens (390°F to 660°F/200°C to 350°C)
(photo source: Nutec Bickley)
Two of them with forced cooling using extractors
Two of them with an incinerator to burn the volatile gases being vented to the atmosphere, greatly reducing pollution emissions
The other equipment was adapted to install more incinerators in the future.
Steel paneled ovens and mineral wool insulation
Design of baffles to direct gases into the chamber and achieve the required temperature uniformity
Project Benefits
Provided a comprehensive solution in the agreed timescale
Optimization of the use of floor space and improvements in operational logistics
SCADA system to monitor the uniformity of temperature in each cycle
Alarms in the event of sub-optimal temperature or where there is some discrepancy in the heating zones
Higher process quality and traceability in the case of rejects
Using some equipment from other plants reduced investment costs
Quickly service the 17 new, as well as the other, equipment
HSE supervisors in the field to monitor the operations of our mechanics and electricians
Knowledge to follow any type of safety standard in the design of combustion equipment. In this case it was NFPA 86-2019 (Class A oven and furnace design).
Opened our facilities at Nutec Bickley for visits to review progress of the oven manufacture
About the Author: José P. Sanchez is part of the Ceramics Business Unit in Nutec Bickley, in charge of sales in LATAM for kilns and major retrofits in the ceramic industry. He has been an active participant of multiple projects involving kilns and ovens in numerous industrial sectors, mostly refractories for the steel & aluminum industry.
A Pennsylvania producer and provider of steel wire and rod products, Liberty Wire in Johnstown, PA, underwent an intensive nitrogen-methanol controls upgrade for a continuous furnace line. The process included a new control system and panel for a continuous annealing furnace line to process coiled wire products.
SSI Controls Matrix (photo source: Super Systems Inc.)
Mike Cassidy, the Liberty Wire Controls Analyst, led the installation with Super System Inc. (SSI) project engineers, “I’m very pleased with SSI and the new system... I’m looking forward to working with them in the future.”
The SSI Matrix control system was incorporated to control the automated flow and mixing of the process gases. SSI HMI and eFlo 2.0 meters were also integrated to provide Liberty with the latest in hardware, software and communications technology.
Solar Atmospheres of Souderton, PA, has received a new, state-of-the-art vacuum gas nitriding furnace to support an increasing demand for high-value gas nitriding. The furnace was built by sister company, Solar Manufacturing.
The front-loading furnace incorporates the latest nitriding and recipe system from Solar Manufacturing. The automated control system is useful for single stage as well as two-stage (Floe) processing. All hot zone components are made completely of graphitic materials inert to the anhydrous ammonia used during the nitriding process.
“It is the time to dare and endure.” Winston Churchill made that statement in 1940, and it is apropos today, as hopefully, many of us are coming to the end of the “stay at home” quarantine and will soon be free to roam again. It has also been said that it is during particularly difficult times where possibilities are mined and take flight. We will need those encouraging words in the days, months, and perhaps years ahead as evidenced in the latest Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary. The report states, “This may well be the most distressing assessment of the U.S. (and global economy) since the recession of 2008. None of the bad news that follows will come as any surprise to anyone as we are all quite aware of the damage that has been caused by the reaction to the COVID 19 pandemic.”
The report explains the difference between the 2008-09 recession and that of 2020 – the current recession is an artificial one created by the forced shutdown of the economy. The U.S. enjoyed a robust economy and healthy job numbers at the beginning of the year. “The potential silver lining to all of this is that government … can reverse the process. The day that lockdowns are declared at an end, there will be recovery. Consumers will consume again, employers will hire again, producers will produce again. How much and how fast will be the prime questions.”
In the meantime, however, “Of the twelve indicators followed in this index, there are only four that are still trending in a positive direction and they will not be holding that distinction for long.” The durable goods numbers and factory orders numbers rose a little, but this only indicates there has been a delay in terms of industry response. The activity in the durable goods category is a lagging indicator. There has not yet been enough time for the reduction in activity to manifest in the numbers, i.e., airlines, heavy construction equipment, oil field machinery, farm equipment which have all taken major hits in decline.
Durable goods tracked a bit higher this month, however, be aware that its activity is a lagging indicator.
The summary continues, “The improvement in the transportation numbers may be a bit more realistic. There has been high demand in the parcel sector as everybody has been ordering things delivered.” The other sectors in transportation have not fared as well like ocean cargo, air freight, and the rail sector.
The transportation sector is showing some positive development.
The only other area that experienced a gain was in capacity utilization, “but that will shift as there is now considerably more slack in the system than was the case earlier.” Normally these numbers would reflect the pushes and pulls of supply and demand, but that process has been interrupted … and now almost every business has an overcapacity concern.
We are all living in a “waiting” mode anticipating the “all clear” proclamation. Then, as the summary report concludes, “Once some measure of control is achieved, the economy will be restarted, and then the focus will be on the speed of recovery.”
The report is available to IHEA member companies. For membership information and a full copy of the 12-page report, contact Anne Goyer, Executive Director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Heat Treat Modeling With Justin Sims
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Justin Sims of DANTE Solutions about heat treat modeling. As the heat treat world moves farther way from mysterious black box processes, find out how the latest advances in heat treat simulation software can help your company model specific processes and materials in advance, leading to less guesswork and more profit.
Click the play button below to listen.
Transcript: Heat Treat Modeling With Justin Sims
The following transcript has been edited for your reading enjoyment.
We're going to talk to Justin Sims, lead engineer at DANTE Solutions, Inc., about heat treat modeling. It's a pretty interesting topic. With all the advances and sensors and computing power, the heat treat world is moving further and further away from the mysterious black box processes of yesteryear and is allowing companies to model specific processes and specific materials in advance so that there is less guesswork and more profit. DANTE provides the means by which companies can accurately predict what is going to happen to their part during the heat treat process.
DG: Justin is not only the lead engineer at DANTE Solutions, he is also the author of an article that just appeared in the March 2020 issue of Heat Treat Today and the title of the article wasProcess Innovation To Reduce Distortion During Gas Quenching. It was a pretty interesting article, something worth reading if you haven't already. It has to do with DANTE controlled gas quench.
JS: I got my bachelors in mechanical engineering degree from Cleveland State. I graduated back in 2015. I actually started interning at DANTE in 2014 and went full-time in 2016. I've been the lead/principal engineer at DANTE with mainly responsibilities of managing projects, training our DANTE users, and offering support to our DANTE users. I helped develop our patent-pending DANTE controlled gas quenching process, which you had just mentioned, and then also a little bit of IT, marketing, sales, and shipping. Being a smaller company, we can kind of do it all.
Fig. 1: Bevel gear axial distortion comparison for an oil quench, high pressure gas quench, and a DANTE Controlled Gas Quench
DG: Tell us briefly about DANTE.
JS: DANTE Solutions is an engineering consulting and software company. We offer consulting services as well as licensing our software. We mainly focus on the aerospace industry, the auto industry quite a bit as well, and we've been starting to get into the mining and energy sectors also. As I said, we are a smaller company. There are six of us right now. Two to three guys mainly focus on the software side, and the rest of us focus on more of the training, the support, and the consulting side of the business.
DG: DANTE is located near Cleveland, OH, and Lynn Ferguson, who has been in the heat treat industry for many, many years, was one of the founders. Let's talk about the genesis of the software. Would you say the software is the core product that DANTE Solutions offers?
JS: Yes, it is. We mainly stay in consulting to stay current and to give those users who don't have the capability to run our software (either they don't have the hardware or they don't have the analysts to be able to do such a thing), so we still offer our consulting services for them. But mainly, software is our main line of business. DANTE was actually formed back in 1982 as Deformation Control Technology, Inc., and we changed our name in 2014 to actually reflect more of the software side, so that's when we changed to DANTE Solutions, Inc.
The project itself that DANTE came out of actually started in 1994 and 1995. It was a collaboration between Ford, GM, Eaton Corp. and then four national labs--I believe they were Los Alamos, Sandia, Oak Ridge, and Lawrence Livermore--and then us as Deformation Control Technology. The whole project came out because those large automakers were claiming millions of dollars of lost scrap from distortion. It was starting to become a major issue and they wanted a way to be able to model the process and be able to optimize the process a little bit better. After that project ended, DANTE somehow ended up with the software, which has worked out well, as we've been able to commercialize it and we've been updating all the material models and the material database for the last 20 years. It's actually come quite a long way.
DG: How did you segue over from auto industry into aerospace?
JS: It just happens that the aerospace components cost a whole lot more than the auto industry components. It was a natural fit once they realized that this software was viable and could do what they needed it to do. And aerospace seems to be more receptive to modeling because their parts are so expensive.
DG: Let's try to put a little flesh on the bones here. For a manufacturer who has their own in-house heat treat for aerospace, automotive, energy or whatever, what makes this software attractive? What makes it viable? Why would someone want it, and why and how do they use it?
JS: Let's start with viability. The first thing is that it is easy to use. DANTE is a set of material routines that link with Abaqus or Ansys finite element solvers. These are solvers that engineers and analysts in the industry already know pretty well, so there is not a lot of learning of new software. DANTE is just a material model, so all you're really responsible for is the material name and what microstructural phases you're starting with. Then we have the ability to modify a few of our control parameters, activating different models; we've introduced stress relaxation, carbon separation, carbide dissolution, and all these different models that you can activate. But the biggest thing that trips people up . . . [is] understanding your process. We like to work with people a lot on trying to help them understand what type of thermal behavior their processes are actually imparting on components. We've done a lot of work with setting up their essentially quench probes and be able to turn around and be able to take that back to heat transfer coefficients that get put into the model. As far as DANTE is concerned, it is fairly easy to use.
We've also developed what they're calling ACT (Ansys Customization Toolkit). It is essentially a series of buttons where you would click on these buttons, fill out information, and then essentially run your models. Abaqus, for the new version of DANTE, we've also developed a plug-in that essentially does the same thing. So DANTE has become very point-and-click. In this world, I think people like that simplicity.
Fig. 2: Axial distortion of a press quenched bevel gear
The next big one would be the accuracy that everybody is concerned about. Our accuracy is due to the models that we use and the algorithms that we employ. There are two types of accuracy. I've touched on the boundary condition accuracy, and that is how your process behaves thermally. That accuracy can be tough to get. It's very doable and we've helped people achieve some really amazing accuracy. The relationship I like to use here is people know static loading models and a lot of engineers have run static loading models. The loads that you put on these static models are going to determine what deflections you get. If your load is not correct, then your deflection will not be correct. In heat treat modeling, the thermal boundary condition is your load. The more accurate your heat transfer coefficient can be, the more accurate your results are. But, with that being said, you can still gain a lot of valuable information from being close enough. We'll talk a little bit about that with the uses and whatnot.
The first important model type that we use is the mechanical model. We use a multiphase internal state variable model. A conventional plasticity model considers stress as a function of strain only, where the internal state variable model actually accounts for the history of deformation by relating the stress to dislocation density. It actually accounts for the history of deformation, which is very important as the steel goes through all the stress reversals that it does going through the process. Our mechanical model defines each phase, so austinite, pearlite, ferrite, bainites martensite, tempered martensite, all of them, as a function of carbon, temperature, strain and strain rate. It also accounts for the trip phenomenon.
For our phase transformation model, we like to use analytical models instead of TTT CCT diagrams, and we do this because you don't get any transformation strain information out of the diagram. So you have no idea how much it is deforming. In order to figure that out, we like to use dilatometry tests to fit to our analytical models. We also account for carbide growth and dissolution during carburizing, which is becoming a major point of interest due to the high alloy content of some of these steels that they're now trying to carburize.
DG: Let's talk a bit more about where manufacturers, who have their own in-house heat treat, might use DANTE's software tool.
JS: One of the big things we like to use it for is what we call sensitivity analysis. This would be, "what happens if my normal process has a little bit of variation?" Or, "what happens if my process parameters change a little bit?" We've also worked into the model now normal material variation. So if your alloy content is a little on the high side, how would the material behave? If it's a little on the low side, how will it behave? [This] is a big deal. One example would be, "I just designed a new part and I want to make sure that it behaves given the range that I know my process can vary." All processes will vary. This is no way to make the process exactly the same every time. Also, in the sensitivity, you can ask the question, “What process variable is a distortion or stress most sensitive to?" By finding out what process variables cause the most sensitivity, then those are the process variables you really need to pay attention to during processing, then the other ones you can just make sure they're in range and leave them alone.
Development and design are two of the big ones that we're trying to get out there that this software can be used for. Everybody knows that it can be used for troubleshooting. Once something goes wrong, yes, sure the software is great and we help figure out a problem; but why not find the problem before it ever even happens? We've been trying to get people to use it for development of new carburizing and nitriding schedules as well as new recipe and design, and even novel processes. You had mentioned our DANTE controlled gas quench. That actually was conceived through all the modeling that we do and watching the response of the material and saying, “Wait a second. If we can control the martensite transformation rate, we can really control the distortion, so let's see if we can do this.” Things like that can come out of the software. Design as well, of optimizing shapes for quench. You can even do quench to fit, which is, "I know my part distorts this much, so let me machine it distorted and then it will fall into shape." Optimizing processes. All of that can be done through design development, and you can find these problems before they ever happen.
Another really big one that I like, and Lynn, our owner, is really keen on this one, is the understanding of your process. When you start to set up these models, you have to ask a lot of questions about your process. What is the HTC of my process, which relates back to agitation in the tanks, part racking, flow directions? You really need to know times and temperatures of every step in your process. So not just the heat to quench, but what about all those transfers in between? All of that needs to be done. So you end up asking a lot of questions like that.
The other one that I always like to say is that the heat treat software removes the black box. In the past, you know what goes in and you know what comes out, but what happens in the middle is kind of a mystery. The software helps you figure out what exactly goes on during your process. It can be very eye-opening.
Fig. 3: Minimum Principal stress of a carburized and oil quenched spur gear
DG: I've talked with James Jan and Andrew Martin over at AVL, and we talked about a variety of ways they use some of their software, and they mentioned that they work with you guys as well, and they were talking about not even just like a quench agitation, flow direction, and things of that sort, but part orientation as it goes into a quench. I assume that would be something also that you guys would be able to help analyze, right? Which way to even put the part into the quench?
JS: Sure, sure. And we've done that. The one that comes to mind is a long landing gear. This landing gear was about 3 meters in length, and we looked at even slight angles going into the quench tank can have serious consequences on the distortion. That is definitely something that we've looked at in the past.
DG: Just that orientation would help, but maybe eliminate vapor stage, or whatever, I assume? Or pockets?
JS: Right. And even beyond that, it sets up thermal gradients in different locations of the part. So now instead of cooling one section faster, you're cooling it a little slower and that kind of thing. That also relates back to actual vapor stages and how bubbles get trapped. But that goes back to defining boundary conditions, which is where software like AVL's FIRE can really be helpful in understanding flow patterns. There is a beneficial relationship there.
DG: There are a host of different materials that people are using. How broad is the database, as far as the different types of materials, that you can analyze and model?
JS: That is a good question. We have a lot of low alloy, medium alloy, and carburizing grades of steel, the 1000 series, the 8600 series, 9300 series, those types of materials. We've also worked with some of the high alloy aerospace grades like C64 and the Pyrowear 53 and that sort of thing. But right now, it's all steel. There is a lot of talk about being able to do aluminum. We get that question a lot.
DG: I was wondering about that specifically- aluminum and/or of course, when we talk aerospace, we're talking titanium. So titanium is not on the table at the moment?
JS: It is, but it isn't. The interesting thing is that there is a phenomena precipitation hardening that goes on in aluminum and titanium. But it also goes on in these high alloy steels. It is a secondary hardening mechanism. We've been working on that and we feel that once we can handle secondary hardening in steel, then the jump to aluminum and titanium should be pretty straightforward.
DG: So to recap, for those of us who are not as well-versed in the product as you are, basically you've got a simulation software that takes into account the material that is being used, also the thermal process (the recipe), which would include both a controlled heat up and potentially a controlled quench. Is that a reasonable way to describe it in a very broad way?
JS: Yes. And also, even the steps before that, like carburizing. If the part is carburized, you would carburize it first. Or nitriding; we've just introduced those models. You can literally do the entire process. And it's not just quenching either. We've done martempering, austempering, normalizing, all of these things. Most all normal thermal processing, DANTE can handle.
DG: The last question I want to ask is, Who is the ideal person/company that would really find the product/service that you're providing useful? I know you mentioned aerospace and automotive, but can we be more specific than that? Where are you finding the most success?
Fig. 4: Displacement versus temperature curves showing the shift in martensite start temperature for 3 carbon levels
JS: That's a tough question. Generally, everybody that has used our software has found real benefit in it. We've tried to get testimonials from a lot of folks, but this can be difficult because of their companies. But from Cummins, we've gotten good responses and also from GM we've gotten good responses. One of them has used it to actually introduce new material and replace legacy material that is now saving them quite a bit of money. GM has used it to look at process design and optimization. But I would say mainly the people that are going to benefit the most are the folks that have an analyst to be able to do the simulation almost on a daily basis. It's one of those things where the more you do, the more you see and the more you understand what is happening. But really anybody that does heat treatment can benefit from understanding what's going on in their process.
DG: You mentioned Cummins, and I'm looking at your website, and I just want to read a paragraph:
DANTE heat treat simulation software has been a great boon to Cummins. Since we've started using their software, we have gone through several projects that have increased our understanding of heat treatment and some of which have saved us production costs. One example was enabling us to gain the leverage needed to make a material and process change on a legacy product that is now saving us at least 25% on material costs. The team at DANTE Solutions has always been very accommodating and is very quick to give assistance and feedback whenever troubles arise, even when the troubles are caused by other parts of the simulation and not DANTE itself. I look forward to working with DANTE team in the coming years as we expand our list of engineers who use this software. -- Brian W. at Cummins
So that leads me to one other question. When a person interacts with you, are they buying software as a service? Is it cloud-based or is it something that they purchase a license for one computer, one user? How does it work?
JS: There are a couple of different ways. They can lease it annually or they can essentially buy the software and lease a license annually. The software can go either on their computer or it can go on a server at their company. We also have options for corporations where you can essentially get software at different locations. We have a lot of options and we can work with customers if they [have] unique needs. That's one of the benefits of being a smaller company, we're pretty flexible like that.
DG: DANTE's mission statement from their website has a nice ring to it: “DANTE Solutions is determined to promote the use of simulation in the heat treat industry. From design to troubleshooting, DANTE Solutions believes everyone can benefit from a little simulation in their life.”
If you'd like to get in touch with Justin Sims at DANTE, please email me, Doug Glenn, directly at doug@heattreattoday.com and I'll put you in touch with Justin.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
It pays to carefully consider the key factors to buying a vacuum furnace (source: TAV, the Vacuum Furnaces Blog)
When and why is it a good idea to purchase a vacuum furnace? Does your company really need one? A company that wants to play its cards best, in terms of investment and yield, knows about the advantages offered by vacuum heat treatments in both the short and long term. But choosing the ideal furnace best suited to your company’s needs isn’t as easy as it might appear.
In this Heat TreatToday Best of the Web feature, TAV Vacuum Furnaces gives readers a handy guide over at its blog to consider the crucial factors in choosing a vacuum furnace for your company, including tips on who needs a vacuum oven, why comparing two or more systems is a bad idea, and the role of the heat exchanger, vessel performance, and the pumping unit.
An excerpt: “There are many fields, ranging from the vacuum sintering of metal powders or ceramics to the vacuum brazing of aluminum alloys to continue with high temperature brazing, in which technological avant-garde stands out. In these sectors, the decision to use a vacuum furnace is linked to the possibility of implementing an advanced development production process, for which the focus was on high-yield plants.”