Several universal batch quench (UBQ) furnaces were purchased and installed over the course of 2018 to support the growth in business of a commercial heat treating operation located in Richland Hills, Texas.
Modern Heat Treat, which provides services such as alloy quench and temper flame hardening and carburizing to the metalworking industry, added the UBQ furnaces along with companion equipment to its installed base, increasing capacity of the equipment already in operation at the facility. AFC-Holcroft , a member of the Aichelin Group, fulfilled the orders for Modern Heat Treat, which has benefitted from the modular, flexible UBQ design with the ability to add new equipment to their facility incrementally.
Tracy Dougherty, VP Sales, AFC-Holcroft
“These large capacity UBQ furnaces provide Modern Heat Treat with a distinct advantage in the market since the equipment is scalable to meet their need for flexibility,” said Tracy Dougherty, Vice President of Sales at AFC-Holcroft. “AFC-Holcroft is proud to be a part of the continued expansion and growth of Modern Heat Treat.”
Modern Heat Treat operates a 25,000 sq ft facility with 57 employees and over 40 pieces of furnace equipment.
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
Today, we offer one of the tips published under the Alloy Fabrications category.
Alloy Fabrications
Heat TreatTip #1
Allow for Thermal Expansion
When bringing furnaces to operating temperature, always be aware of thermal expansion of your alloy components. Muffles, retorts, radiant tubes all expand with heat input. These components must be free to expand within the furnace or early failure may result.
Heat TreatTip #40
Consider Corrugated Inner Covers
Inner covers are a component of the batch annealing process in the steel industry. If your inner covers are vertically corrugated, consider horizontally corrugated inner covers instead. Horizontally corrugated inner covers are repairable and, for this reason, offer longer overall life and better value.
Heat TreatTip #52
Batch Rotary Retorts — Stay Put and Stay Clean
Batch rotary retorts are positioned on furnace rollers at the front of the furnace. In time, these retorts expand until they no longer track on the rollers. Extend the life of your batch rotary retorts by using adjustable roller brackets (available from Alloy Engineering). And to keep the outlet tubes clean, use Alloy Engineering pig-tails and augers to self-clean batch rotary retort outlet tubes.
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Previously, Dr. Rudnev reviewed equipment selection for scan hardening in three parts. This first installment in a new sub-series addresses equipment selection for continuous and progressive hardening. The second part in this series on equipment selection for continuous and progressive hardening is here; the third part is here. To see the earlier articles in the Induction Hardening series at Heat Treat Today as well as other news about Dr. Rudnev, click here.
Introduction
The hardening of steels, cast irons, and P/M materials represent the most popular application of induction heat treatment. There are four primary methods for induction hardening [1]:
Scan hardening,
Continuous and progressive hardening,
Static hardening, and
Single-shot hardening.
These methods are related to the heating mode, essentials of inductor design, part geometry, and processing specifics. The previous three installments of this column, “Dr. Valery Rudnev on …”, discussed select subtleties associated with induction scan hardening. This article is devoted to continuous and progressive induction hardening techniques.
Continuous and Progressive Hardening
This method is commonly applied when heat treating elongated workpieces, such as bars, tubes, rods, wires, plates, beams, pins, and others. Long parts are more readily processed in a horizontal manner and heated as they progressively pass through multiple inductors. Inductors are positioned in-line or side by side. Each inductor may have a different design and power/frequency setting. This type of hardening is not limited to horizontally processed parts; vertical processing and arrangements at certain angles are also possible, if suitable.
There are also cases when a workpiece is statically heated to a certain temperature and then progressively moved to another heating position or static inductor for the next heating stage. These processes are referred to as progressive processing/heat treatment.
Induction practitioners sometimes consider continuous or progressive horizontal hardening systems as horizontal scanners. The difference is vague and it is a matter of terminology. Some heat treaters feel that it would be appropriate to differentiate these systems based on the number of inductors included in the induction machine design. Horizontal systems consisting of a single inductor are commonly referred to as horizontal scanners. In contrast, if a system consists of two or more heat treat inductors, then it might be referred to as a continuous or progressive heat treat system.
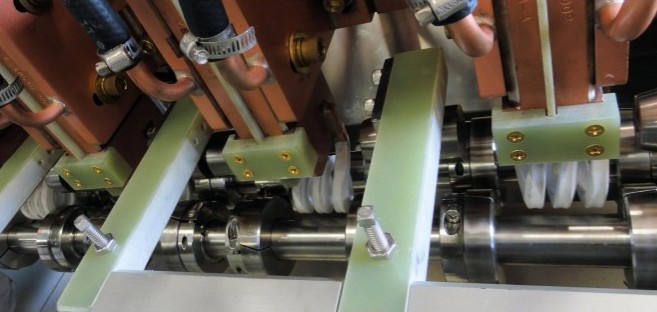
With the continuous hardening method, the workpiece is moved in continuous motion through a number of in-line inductors. Multiturn solenoid coils and, to lesser a degree, channel-style inductors and split-return inductors are most typically used in continuous heat treating lines. As an example, Figure 1 shows a side view of a horizontally arranged continuous induction system consisting of three in-line coils. Each coil consists of three turns.
Figure 1
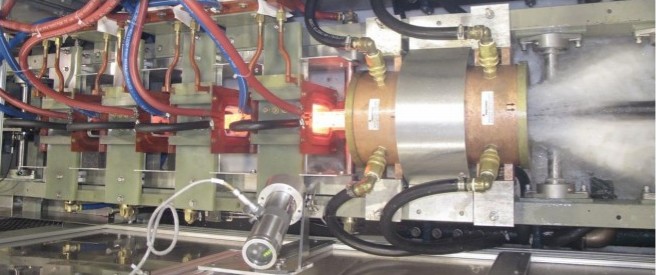
As another example, Figure 2 shows a top view of a continuous heat treating line that comprises four in-line hardening coils and a spray quench device positioned after the last inductor. Workpieces (e.g., bars, shafts, rods, pins, etc.) are processed end-to-end through the inductors in a continuous motion.
Figure 2
Progressive multi-stage hardening is used when multiple workpieces are moved (via a pusher, indexing mechanism, robot, walking beam, etc.) through a number of coils. Therefore, the entire component or its portions are sequentially heated (in a progressive manner) at certain predetermined heating stages inside the in-line horizontal (being more typical) induction heater or a multi-position horizontal or vertical heater where coils are positioned side by side.
Continuous or progressive hardening methods are typically used for through hardening of elongated or moderate-length parts processing end to end and, to a lesser degree, for surface hardening. Outside diameters for case hardening (surface hardening) usually vary from 1/2 in. (12 mm) to 4 in. (100 mm). In through hardening applications of solid cylinders, the diameters may be as small as 1/8 in. (3 mm).
It is possible to recognize three heating stages in through hardening applications [1]:
Initial or magnetic stage,
Interim stage, and
Final heating stage.
Initial or magnetic stage. Temperatures anywhere within the workpiece are below the A2 critical temperature (Curie point); thus, the steel is ferromagnetic and the current penetration depth is typically quite small. Skin effect is fairly pronounced at this stage and the heat source distribution resembles a conventional exponential distribution. The maximum power density is located at the surface and sharply decreases toward subsurface and the core. Heat source generation is localized by the fine surface layer of the workpiece. This leads to a rapid increase in temperature at the surface with a minor change in the core. This stage is characterized by high electrical efficiency often reaching 90% or so.
Interim stage. During this stage, the austenized surface layer and near-surface area is heated above the A2 critical temperature; however, the internal region, having temperatures below the Curie point, retains its ferromagnetic properties. At this stage, the power density distribution along the radius has a unique non-exponential “wave-like” distribution, which is very different from the commonly assumed exponential distribution. The cause for this behavior has been explained in Ref.1.
Final heating stage. The thickness of the austenized surface layer that exhibits nonmagnetic properties becomes greater than the current penetration depth in hot steel at a given frequency, and the “wavelike” distribution disappears. The classical exponential power density distribution will then take place. As expected, heat source generation depth has increased dramatically compared to an initial stage resulting in a more in-depth heating effect. With time, the core temperature exceeds the Curie point and the entire cross section will be nonmagnetic.
In surface hardening applications, there are typically only the first two heating stages.
Depending on the application specifics, the same frequency may be used for various coils or process stages. In other cases, power levels and frequencies may vary at the different heating stages. The presence of above-described process stages makes a marked impact on a selection of process parameters and design of an induction system and will be discussed in the next installment of this column.
References
1. V. Rudnev, D. Loveless, R. Cook, Handbook of Induction Heating, 2nd Edition, CRC Press, 2017.
Dr. Valery Rudnev, FASM, IFHTSE Fellow, is the Director of Science & Technology, Inductoheat Inc., and a co-author of Handbook of Induction Heating (2nd ed.), along with Don Loveless and Raymond L. Cook. The Handbook of Induction Heating, 2nd ed., is published by CRC Press. For more information click here.
The new facility of an eastern Pennsylvania vacuum furnace manufacturing company is beginning to take shape as the next building phase is launched.
Construction at Solar Manufacturing’s new facility in Sellersville, Pennsylvania, advances toward completion with the exterior of the building now fully enclosed, including the nearly 20,000 square foot two-story office building situated in the front of the manufacturing area. The plant is expected to be operational by late summer or early fall 2019.
“This plant will be one of the most advanced facilities in the United States for the assembly of vacuum furnaces,” said Bill Jones. Jones and his wife Myrtle own the Solar Atmospheres family of companies, which includes:
Solar Manufacturing, Sellersville, PA
Solar Atmospheres of Souderton, PA
Solar Atmospheres of Hermitage, PA
Solar Atmospheres of Greenville, SC
Solar Atmospheres of Fontana, CA
Vacuum Pump Services Corp., Hatfield, PA
Magnetic Specialties, Telford, PA
Photo caption: Bill and Myrtle Jones, owners of the Solar Atmospheres family of companies, stand in the center of the 40,000 square foot manufacturing area during the most recent site inspection.
Heat TreatTodayrecently unveiled its Heat TreatConsultantspage in the October 2018 print edition (available in digital format here) and at FNA in Indianapolis, Indiana. We offer this comprehensive listing of heat treat industry consultants as part of our efforts to help minimize the effects of heat treat “brain drain.” With so many heat treat brains growing older, the expertise that once used to reside inside of manufacturing operations is dwindling. Where, then, do manufacturers with in-house heat treat departments go when they need heat treat answers?
Turn toHeat TreatTodayand our comprehensive list of heat treat industry consultants, which we will introduce to you one by one in this occasional feature, “Meet the Consultants”. There is no more comprehensive list of heat treat consultants. Learn more about Madhu Chatterjee of AAT Metallurgical Services LLC (who also provided the Technical Tuesday article this week, Comparative Study of Carburizing vs. Induction Hardening of Gears ), and then click through to the page to read more details about each consultant. We are adding more regularly. Contact them directly, or call us and we’ll introduce you to them. Whether it’s a technical process question, a safety concern, a compliance issue, or a business related question, one of our heat treat consultants will be able to help. If you are a consultant and would like to be listed, please contact Doug Glenn.
Name: Madhu Chatterjee Company Name: AAT Metallurgical Services LLC Location: Troy, Michigan Years in Industry: 40+ Consulting Specialties:
Manufacturing and Engineering
Process and Product Improvement
Automotive Research and Development
Send an email | Website | 614-519-0740, 352-315-9090
Briefly:
Madhu Chatterjee is a consultant with specialties in the automotive industry and experience in advanced engineering, research and development, and process and product improvement. He graduated from Indian Institute of Technology with a Bachelor’s Degree in Metallurgical Engineering and a Master’s in Ferrous Metallurgy. Madhu holds 10 patents and has won 5 awards in his areas of expertise. In 1977, he began working at General Motors as a Senior Staff Engineer. In 2001, he became the Director of Special Projects at Inductoheat during which time he gained a Master’s in Materials Engineering from Purdue University, and in 2010, he moved on to be the Director of Technology at Bodycote Thermal Processing. He returned to GM in 2014 as an Advanced Lead Engineer, working a total of 29 years at GM. He founded AAT Metallurgical Services LLC in Michigan where he is currently president of the company.
Significant Accomplishments:
Bachelor’s Degree in Metallurgical Engineering and Master’s in Ferrous Metallurgy and Material’s Engineering
Holds 10 U.S. patents in the area of Induction Hardening System and Method, Manufacturing Technique for Multi-layered Structure with Magnet Using an Extrusion Process, and Ring Assembly Manufacturing Apparatus and Method
Recognized and awarded in 5 areas of expertise
Possesses over 40 years of experience in heat treating, including 29 years in the automotive industry
Co-author of papers presented at ASM International Conferences
Regular present at ASM International, ASM Heat Treating Society, and other industry-related conferences
Scheduled Co-Presenter at ITPS/IFCS 2018 on “Cutting Edge Trends: A Consultants Panel Looks at the Future,” International ThermProcess Summit/International Finishing & Coatings Summit 2018, Atlanta, Georgia
Founded and served as president AAT Metallurgical Services, LLC
Links to Heat Treat Today Articles or Other Resources from This Consultant
United States Steel Corporation announced recently the restart of construction on a technologically advanced electric arc furnace (EAF) steelmaking facility at its Tubular Operations in Fairfield, Alabama. U. S. Steel previously initiated construction of the EAF in March 2015 in order to replace an existing aging blast furnace, but the company suspended construction in December 2015 due to unfavorable market conditions.
The investment to complete the EAF, which includes modernization of the existing rounds caster, is expected to begin immediately and the furnace is expected to be on line in the second half of 2020. The U. S. Steel Fairfield Tubular Operations custom creates seamless steel casing with an outside diameter range of 4-1/2 to 9-7/8 inches and seamless steel line and standard pipe with an outside diameter range 4-1/2 to 8-5/8 inches.
“We are pleased to announce the achievement of the market and performance stage gates required to restart our Tubular Segment EAF,” said David B. Burritt, President and Chief Executive Officer. “This investment is an important step to improve our cost structure and positions our Tubular business to win over the long-term. We are committed to investing in the sustainable steel technology required to be a value-added tubular solutions provider for our customers,” said President and Chief Executive Officer David B. Burritt.
“Thanks to the President’s strong trade actions and improved market conditions, support from the United Steelworkers and incentives from the State of Alabama and the Jefferson County Commission, we are excited to add EAF capabilities to our company’s footprint and provide sustainable tubular solutions for our customers,” added Burritt.
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
Today, we offer one of the tips published under the Vacuum Furnace category.
Vacuum Furnace
Heat TreatTips #3
Make and Stick to a Clear Preventative Maintenance Program
Make sure a preventative maintenance schedule is clearly defined and adhered to. Most modern furnace control systems include diagnostics to assist in determining when certain components of the equipment require maintenance. Use these tools to prevent downtime and avoid wasting unnecessary maintenance.
Change pump oil regularly: roughing, pump, boosters, and holding.
Check hot zone for wear, loose, or missing hardware; verify element to ground resistance is greater than 10 ohms, vacuum out loose debris (monthly).
Check water chemistry and adequate flow to and from the furnace (weekly).
Check front door O-ring integrity, make sure there is no damage and that the ring is not flat; light grease as needed.
Bubble check process gas lines for potential leaks.
From minuscule medical implants to massive aerospace engine parts, vacuum furnaces process components that come in a variety of shapes and sizes. The challenge that faces a furnace operator is to load parts in such a way as to maximize efficiency (important) but also achieve desired metallurgical properties and minimize distortion (more important).
Understanding that loading options generally follow common sense rules can help with the puzzle of load arrangements, spacing parts properly, accommodating geometric irregularities, and loading orientation. This Technical Tuesday feature examines everything to consider about loading parts into a vacuum furnace — from the size and orientation of a workload to the “final spacing . . . [as] dictated by concerns for heating, soaking, flow (of partial pressure or backfill gases), the type and volume of quench media (e.g. oil, gas) and gross load weight.”
A distributor of data loggers, paperless recorders and data acquisition equipment recently supplied a surface treatment company with runtime data collection to continually monitor its salt bath production line.
CAS DataLoggers provided the industrial data logging solution to Northeast Coating Technologies (NCT) in Kennebunk, Maine. NCT is a surface treatment company specializing in Salt Bath Nitriding Melonite® Quench-Polish-Quench (QPQ), among other processes, to produce high-durability metal components including piston rods, axles and more. NCT is using CAS’s dataTaker DT80 Intelligent Data Logger to continually monitor its production Melonite® line, specifically the salt bath area, recording tank temperature from multiple thermocouples and using these readings to trend the run data.
The Melonite® QPQ process forms a nitrocarburized layer around components comprised of an outer compound layer (iron, nitrogen, carbon and oxygen compounds) and a diffusion layer underneath. Initially, the process preheats components to raise their surface temperature before they’re placed in a tank containing liquid Melonite® salt (MEL 1/TF 1 bath) to start the nitrocarburizing process. Alkali cyanate is the active constituent in the salt bath, and this step requires the temperature in the range of 896°F – 1166°F with a target temperature of 1076°F. The components react with the salt and start to diffuse nitrogen and carbon into the substrate.
After a preset period of 1-2 hours, the components have the proper compound layer thickness and case depth. After immersion in the salt bath, the components are placed in a cooling bath (AB 1 bath) maintained at 700°F – 800°F for oxidative treatment which forms a magnetite layer on the components to improve corrosion resistance.
Tank temperature is the parameter NCT needed to monitor and trend for each of its 3 Melonite® salt tanks and the AB 1 oxidizing bath tank. With this in mind, CAS DataLoggers provided the facility with a Series 3 dataTaker universal data logger to automate their data collection.
“The dataTaker’s software is internal so everything this application needs is there in the dataTaker unit itself,” said CAS DataLoggers Applications Specialist Bill Hoon. “Now they have the memory, the data trending capability, and the alarming feature. That’s why the DT80’s our workhorse.”
Registration is open for IHEA’s Fundamentals of Industrial Process Heating Online Learning Course that begins on April 15, 2019.
The course is ideal for students who wish to further their studies at home or work in a flexible web-based distance-learning format. It’s an affordable alternative to campus-based classes and allows students to go at their own pace. The program offers a vital tool to industrial process heating operators and users of all types of industrial heating equipment. Students learn safe and efficient operation of industrial heating equipment, how to reduce energy consumption, and ways to improve a company’s bottom-line.
The fundamentals course provides an overview of heat transfer, fuels and combustion, energy use, furnace design, refractories, automatic control, and atmospheres as applied to industrial process heating. For a complete listing of the topics covered visit www.ihea.org or click here.
Industry expert Jack Marino will lead students in this 6-week online course. Jack is a registered Professional Engineer with over 40 years’ experience in the heat processing business. He is a graduate of Rensselaer Polytechnic Institute with a bachelor’s degree in Aeronautical Engineering and has a master’s degree in Engineering Science from Penn State. Mr. Marino’s knowledge and experience offer invaluable resources that online students can access throughout the course.
IHEA will also offer an Advanced Industrial Process Heating course this fall. This course is a compliment to the Fundamentals of Industrial Process Heating and provides the student with an in-depth view of the control and efficient operation of industrial process heating equipment. Students will become familiar with a variety of oven, furnace, and kiln types used in industry.