



 Heat Treat Radio host, Doug Glenn, interviews Thomas Wingens about recent developments in parts washing technology. While many heat treaters gawk at the cost, it could be even more costly if avoided. Throughout the episode, check out the pre- and post-washing articles listed within the transcript. Click the image for the resource.
Heat Treat Radio host, Doug Glenn, interviews Thomas Wingens about recent developments in parts washing technology. While many heat treaters gawk at the cost, it could be even more costly if avoided. Throughout the episode, check out the pre- and post-washing articles listed within the transcript. Click the image for the resource.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
Click the play button below to listen.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We’re here today with Thomas Wingens, who is no stranger to Heat Treat Today. Thomas is the owner, founder and president of WINGENS LLC – International Industry Consultancy. You can learn more about Thomas’s business at www.wingens.com.
The last time we spoke with you was in a radio episode in October of 2016. We were talking about some “top-of-the-mountain” type of things. The episode was called “Megatrends with Thomas Wingens,” and we were talking about some very, very broad categories of megatrends going on in the heat treat industry, which, by the way, has been one of the top listened-to episodes that we’ve had. Even though it was 2016, much of what was said in that episode is still very much worth listening to, so I recommend it to people to go back and listen to.
 But Thomas, you and I need to get down off the 30,000 elevation mountain and we need to talk about a very specific topic today, and that is parts cleaning or parts washing. You just recently completed participation in a webinar about parts cleaning for a company called Hubbard-Hall, Inc. I want to touch on that for a little bit, and then I’ve got several different questions for you about parts cleaning.
But Thomas, you and I need to get down off the 30,000 elevation mountain and we need to talk about a very specific topic today, and that is parts cleaning or parts washing. You just recently completed participation in a webinar about parts cleaning for a company called Hubbard-Hall, Inc. I want to touch on that for a little bit, and then I’ve got several different questions for you about parts cleaning.
First off, tell us about that webinar – how did it go, was it well attended, and what was your impression of it?
Thomas Wingens (TW): It was well-attended thanks to you, Doug. You did a wonderful job promoting it on your website, Heat Treat Today, and we had a broad spectrum of listeners and very specific questions after the webinar. They were broad because it was an international audience, mostly from North America but also from Europe, but also broad in the sense of different applications. Washing/cleaning is, indeed, a broad spectrum because everything that is contaminated is to be cleaned for various purposes. Here, in our discussion today, it is a niche just for the heat treat industry. That’s what we want to talk about today.
DG: That’s exactly right. Parts cleaning can come either before heat treat, after heat treat, both, or it can be all over. Before we jump into specifics about some of the new technology, it might help some of our listeners if you could give us an ever-so-brief overview of the past: what have we dealt with and what has been the state of washing and cleaning in the heat treat industry?
TW: As much as heat treating is a necessity, washing and cleaning in heat treat or for heat treat is even more of a necessity you’d like to avoid if possible, because it costs money and people do not necessarily see the added value. As a heat treater, you’re selling the hardness of the material as a value added, not necessarily that parts are clean – that’s not your main focus. But it is a necessity which, over the years, has received more and more attention for various reasons.
[blockquote author=”Thomas Wingens” style=”1″]technologically, you need to clean it to avoid the flaking of the stop-off paints of carburizing, for instance. But with the rise of the nitriding and ferritic nitrocarburizing… it is so important to clean it. [/blockquote]
So, why do you clean parts? Well, obviously, the cleanliness or the appearance of a part reflects the quality of a part. But also, technologically, you need to clean it to avoid the flaking of the stop-off paints of carburizing, for instance. But with the rise of the nitriding and ferritic nitrocarburizing in the industry, and the higher demands on the predictable nitriding layers, it is so important to clean it. It is so difficult because it is a low temperature process. People don’t necessarily see it unless they look at the microsample and see spotty nitriding layers. They are hard to come by and so that can be a bit too clean. But also commonly, of course, in other industries like brazing, you have problems with whitening of the parts of the filametal getting the parts on that clean. Or, within the powder metal industry, it is very difficult to clean. It really depends on what process you’re looking at within heat treat which will determine the cleaning of the parts.
Historically, to answer your question, it was a very simple thing. Let’s look at atmosphere heat treating. You have the parts come in after machining and you have some lubricants, cutting fluids, deep drawing material fluids that need to be removed before heat treating. In atmosphere heat treating, that’s a fairly easy task, because if you have some residue, usually it burns off. But after oil quenching, obviously you have quench oil on the part. If you don’t clean it well, your temper furnace, the tempering process, you will have a lot of smoke. So, you need to wash before tempering. You usually have a water base, alkaline washing machine with a simple belt skimmer and that’s how it was done, and is still done, for many years.

Source: “How Parts Cleaning Maximizes Heat Treatment”
gearsolutions.com
Back in the day, it was much simpler, like 25-30 years ago, in our heat treat shop. It started when the material you had on the surface of these parts became more difficult; environmentally-friendly cutting fluids were very hard to remove, for example. Back in the day, people were happy when parts were not black and had no scale. But atmosphere furnaces got tighter, there were better controls, and customer’s expectations were higher. So, they want to have clean parts, right? The way to get it is to make sure that you fully removed all the oils, especially after quenching. So, I went to the old quenchmen, usually that’s what you do, because they understand their oil and how to remove that oil.
That helped a lot to adjust the alkaline water-based washer. Removing the oil of the water solvent was difficult sometimes. Different skimmer technologies certainly helped, but it came to a limit. Especially now, it’s getting a little more difficult when you have parts that are dense, like stamped parts which stick to each other. It depends on how dense you load it, so the geometry of the part is very crucial. If you have scooping parts which carry on the oil or if you have single-ended holes, then it becomes a little bit more tricky. To remove these oils, either before heat treating or after quenching, is much more sophisticated and more challenging. Back then, we were looking into a different washing machine, but then you really open up a can of worms.
You are confronted with a lot of questions from the washing machine manufacturer and so you really have to learn how to clean and what’s out there in the market. Then you get the sticker shock – how expensive everything can be – and that’s when the homework really starts.
Center for Heat Treating Excellence
DG: Let’s talk a little bit about that. Let’s put ourselves in the shoes of a manufacturer who has his own in-house heat treat line and let’s say he either has a washing system now or is looking to get one. He definitely has some pain points. He has some things he’s thinking about, things that are potentially keeping him up at night. What might be some of those things? You’ve probably already hit on some of them, but in a nutshell, what are these guys worried about and what do we need to be thinking about when we’re thinking about purchasing and/or using a parts cleaner/parts washer?
TW: The benefit of in-house heat treating is that they usually know what they put on the surface of the material. A commercial heat treater is a different story – it is much more complex because you’ve got these various different contaminations. For in-house, they usually know their cutting fluids, the corrosion protection, the forming lubricants. So, I think that’s how you start. You need to know what you put on the surface first and then you’re in a better position to know how to remove it. If you know what you put on, then how to remove it is a matter of having the right cleaner system. The right cleaner system needs to be run in the right equipment and the application time and the temperature all together give you desirable results. Most people don’t do it that way, to tell you the truth. They have a system that they either live with and accept, and then later on, sometimes, focus on the technical results. It is very hard to see the effect because it is not so defined, not so obvious sometimes.
To answer your question, it is not necessarily a “pain point” which is present, it is something which comes up at a later time when you get claims. When you see, for example, there is some nitriding layer which is not as expected. Why do we have this spotty surface? Why do we have problems with our equipment? Why do we have spotty carburizing layers and all that? It’s not always detectable that it is a washing issue. This usually comes in the later stages when parts are used and when parts are in the final assembly or even out there for many years. It usually comes up at a much later point and that makes it so risky. That’s why people should pay more attention to this because it can solve problems that they are not necessarily aware of at this point.
DG: For the past 20 years, the technology for parts cleaning/parts washing has advanced. Again, we don’t talk a lot about it here on Heat Treat Radio, but it is an integral part of the heat treat process, so I want to spend more time on it. What might be some of the more notable, recent advances in parts cleaning/parts washing technology?
TW: It is many-fold. Let’s look at nitriding, atmosphere heat treating, and vacuum heat treating, which are the most common processes. Every process has different points to address. In atmosphere heat treating, you want to make sure you have clean parts before you temper. For the most part, it is simpler. If you have high expectations, you maybe want to look into a solvent cleaner, but for the most part, you might be happy with an aqueous alkaline cleaning system. It really depends on the parts you have and the desired outcome.

For vacuum heat treaters, the vacuum is a cleaning machine by itself, so you protect your investment by the vacuum pump and your vacuum levels if you clean them up-front.
But the nitriding is a very hot topic these days. I have personally tried a lot of different washing media. It was easy in the past because we all used trichloroethylene perchloroethylene open bath. That’s not environmental or health-friendly and that cost a lot of trouble, back in the day. You could clean anything; it was easy, simple and cheap. I did it myself. I worked a lot on this open trichloroethylene, but that is not what you want to do to protect your people and your health.
A good solution today to really address the various contaminations and the broad spectrum is to use modified alcohols. They are environmentally friendly, on the one hand, and they can cover nonpolar, meaning oil and grease contaminations, and also polar water soluble emulsions. So, they have a very wide spectrum of cleaning organic and inorganic contaminations. If you have just a perchloroethylene cleaner, you may end up with residues that are emulsions with stains and you wonder, Why is that perchloroethylene moving? It’s because it is a polar contamination and it is better with a water-based cleaning system. The modified alcohols cover both sides. So, you will not get stains but you will get, most commonly, cooling fluids and corrosion protections taken away at the same time.
DG: And these modified alcohols are relatively environmentally- and people-friendly?
TW: They are. And, most of all, if you operate them in a closed system, then they really shine because you don’t carry out so much; you keep it all in close and safe, so much that some companies operate the modified alcohol, believe it or not, in an atmosphere integral quench line very close next to an atmosphere open flame furnace. But because they are vacuum tight, the whole system is vacuum tight, and they have no residue, it’s a very nice system and that is also safe. Also, modern systems can tilt. Not only can they flush, rinse and dry, they can also tilt a little bit. So, if you have scooping parts or if you have single-ended holes, then you get all the residual solvent out.
DG: There is material handling inside of the washer or the cleaning system that actually will oscillate the basket, perhaps rotate it a bit, so that it’s dumping out any extra liquids or anything of that sort.
TW: Exactly.
DG: Any other advances in technologies that we should know about?

TW: It really depends what materials and what geometry in size parts you have. Some are very hard to clean. On the corrosion protection deep drawing materials, you have special deep drawn parts that have phosphor and sulfur additives and they work themselves into the surface. They are very hard to be removed and if you don’t remove them, you will receive spotty nitriding layers and the recovery of the media. I think that’s an important part to mention. That has changed quite a bit. Most of the washing machines usually clean well on day one. Over time, they fade. The cleaning results will change. In a lot of systems, especially phosphates and sulfurs, they accumulate. It’s a chemical plant and they have new reactions. So, the treatment and recovery of these solvents is a very important part. I think that has changed quite a bit over the last years. Now they have sensor technology, but they fully control this in a fully enclosed system, which is environmentally safe, and it fully controls the status of the cleaning agent, whatever that is. They know exactly what to do to reclaim it or to readjust it, and that technology, I think, over the last ten years, has got much better and so you now have a consistent and clean outcome of the part surface.
DG: Let’s move to a question that I think will be helpful to listeners, especially if they’re considering purchasing new equipment or upgrading current equipment. I know a lot of people appreciate “What do I need to be asking?” If I’m getting ready to purchase a new piece of equipment, what are the questions that I should be asking either of my team in the shop, on the heat treat line or whatever, or to the manufacturers of these washing/cleaning pieces of equipment. What are some of the questions?
TW: The simple question is: What is the material you have and what is the size? This may be something you don’t want to cover 100% of your parts. If you have that 8′ gear and a five ton dye just once a year, you don’t necessarily size your cleaning machine for that part, right? You take a piece of cloth and a spray bottle and you do it that way (~chuckle~). But you should look at 80% of the parts you have. You want to put that in-line because once the corrosion protection is off, you should treat it.

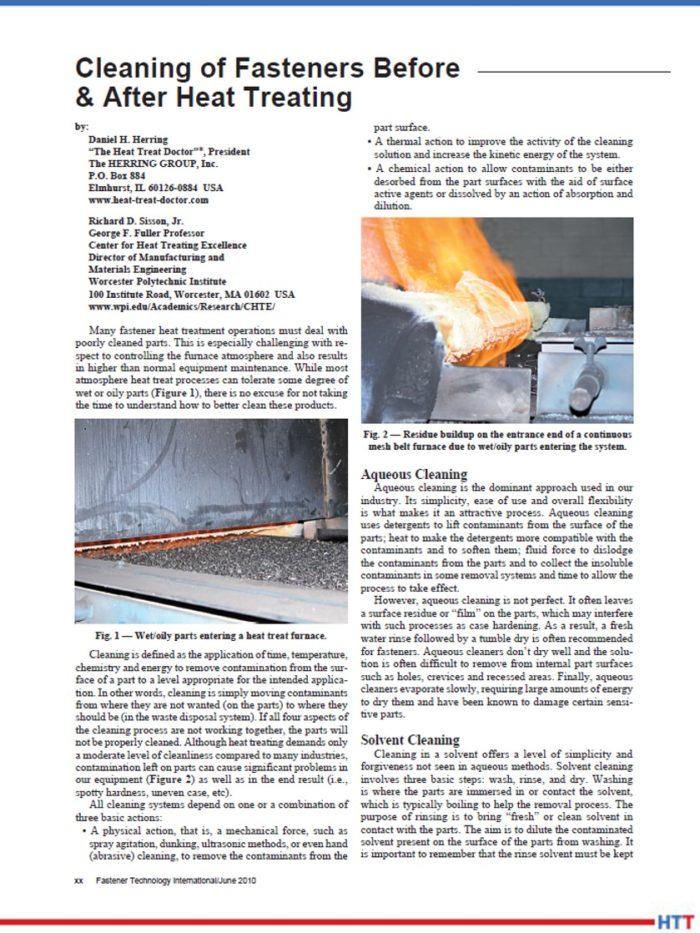
Source: Herring and Sisson article above
Of course, you need to know what you want to remove. In in-house heat treating, that’s easier because you have the list of materials and cutting fluids you have. Then, what is your expectation of the outcome? That is difficult. It is difficult because there is not a real measure, like in hardness. To determine the surface cleanliness, that is really hard to have that consistently over time. Then of course, the pain point of cost. My big advice is that people should really not cut corners and start on the low end and work their way up. That is a typical scheme that is happening so often that people say let’s try the cheaper version and then they find out after years it did not work and they have to upgrade. They have claims but then they have to invest again. It pays off to experience the pain once.
DG: That is so typical and it’s good advice, not just for washing equipment. So many people want to start on the cheap end and then they have a bad experience with the equipment and they say all these washers are cheap junk. Well, that’s not necessarily the case. Sometimes, like you said, you need to invest. If you’re going to get hit, get hit once and let’s get it over with and move on and enjoy life.

TW: Exactly. And then, there is the overall running total cost of ownership, of course, how much you use of the solvents and all that, so it’s the whole system you have to look into. I would always recommend, that it’s better to go a step above than to go a step below because it’s not so obvious that you’re having failures due to bad cleaning.
DG: I’m assuming that if one of our listeners wanted to get that list of questions to ask, they could contact you and you’d help them with that.
TW: Yes, sure!
DG: Let’s say someone wants to get a little more educated on parts cleaning, parts washing and that type of thing. Do you have any resources that you would recommend that people look into to help start educating themselves?
TW: There are companies, equipment manufacturers, consultants, like Hubbard Hall, that have a broad portfolio. There are independent consultants who can look at the big picture because it sure makes a difference on what you want to accomplish and what treatment you have to size the system right for your purpose.
DG: That probably captures it, but I think I was looking specifically for if you wanted to learn more generally about parts cleaning. Are there any articles out there, websites? But I think these equipment manufacturers are probably a good place to start on that, as well.
TW: It is not as straightforward as you would like for a furnace. It’s really niche, so you have to dig a little deeper. But, once again, we are happy here to help.
DG: Yes, good. A lot of your furnace manufacturers are going to at least know of parts washing suppliers and things of that sort, so they could also help you. If you’ve got a good relationship with your furnace manufacturer, they could probably help as well.
I will mention this too, because I think it could be helpful, you can obviously Google industrial parts washing, industrial parts cleaning, you can find out who it is that sells those. Some of you listeners might know of what used to be called Thomas Register and now is called Thomasnet.com. I highly recommend those people; they’ve really evolved with the times and I think they’ve got a good resource of people who could be suppliers. Also, within our very industry, is Industrial Heating, who is actually a competitor of ours. But I’ve got to give them credit, they’ve got a good buyer’s guide that has a parts washing section in it. I would recommend, if you would like, to go there. It is www.industrialheating.com and look for their Buyer’s Guide; it actually has a list. If you’re listening to this podcast after June of 2021, then go Heat Treat Today’s Buyer’s Guide because we will have one then and we will also have parts washing in there. Those are some other good resources to access, if you’re interested.
I don’t know if you remember, back in the day, Abar Ipsen. I used to know the president Tom Farrell. They were into vapor degreasers. Tell me about those, if you know, what they were and how they work.
TW: It was a vacuum cleaner and it was called ECOCLEAN. It was an ecologically sound cleaning system. The ECOCLEAN vacuum degreaser worked in this way- you heated it up to the vapor point of your oil, it evaporated, the oil evaporation got cooled down and was then captured, it was condensed in a trap. That worked really good if you only have one oil with a defined vapor point. This special technique does not work in a commercial heat treat shop necessarily, but it worked really well and was used in the powder metal industry. You have sintered parts that soak up the quench oil or the foaming media. You could really use it to vaporize at a very defined temperature to that specific oil.
Another side effect that was really nice, was you had preheated parts. It was done before you went into the sintering process, so you had decreasing of the press media which was on the surface of the green parts and you vaporized that oil and then you took that heat and put it right into the sinter furnace. That worked well in that specific application. Other than that, it’s not a broad spectrum cleaner and it does not address the various contaminations you have on the surface.
DG: Are they still used, do you know?
TW: Abar doesn’t sell them anymore.
DG: But vapor degreasers, in general, are not necessarily a type of cleaner that is used?
TW: I think it comes down to the cost of the system and the value it brings you, so that is not necessarily what is used today.
DG: There have been a lot of advancements in technologies and sensors in the heat treat industry. Do you know if any parts washing companies are using in situ, real-time, live, loopback types of sensors to clean parts? In other words, can they measure the cleanness of a part and continue washing until it’s done?
TW: They do measure the cleaning agent, yes. The cleaning detergent is measured in situ and controlled and you can see the status at any give time when you need to take action and recover the system or to renew the potency.
DG: But as far as actually measuring the cleanness of the part, nothing that we know of at this point is used to actually measure the cleanness of the part? I’m not even sure that’s possible, but I was just wondering if it was.
TW: No. It would require a scanning of the surface and I haven’t seen that.
DG: Have you heard of or seen any single piece flow washing systems that are actually in-line with a machining, heat treating, washing, tempering line?
TW: A single part, I have not heard of. There are contiguous washing machines that usually are water-based which work well, for the most part, but when you have solvent washers, like modified alcohols or hydrocarbons, then these are closed systems in the vacuum batch style. If you would do this in a single batch, you would just make a very small batch, but I don’t know that you’d want to integrate this into a system. Usually, single parts are much easier to clean than a batch. Picture a lot of washers in a basket that stick together… That’s a much bigger challenge than a single piece.
DG: Let me recommend to the listeners that we do a couple of things. One, I mentioned back in October of 2016 we had another interview with Thomas Wingens of Wingens International Consultancy, where we were talking about heat treat megatrends. I recommend that you go to our website www.heattreattoday.com and search for Wingens and you should be able to see that episode of Heat Treat Radio there. Feel free to listen to that as I think it will be very helpful.
One other parts-cleaning/oil-cleaning type episode that we have done on Heat Treat Radio was with a company called SXOil Lifter. This is a little different as it is removal of oil from quench tanks and things of that sort, but it’s along the line of cleaning, at least keeping your quench tank clean. That was done in July of 2018. Again, if you go and search for SCOil Lifters, you should see that episode as well.
Thomas, thank you very much. I think it’s been very informative. We will, include your contact information as we wrap up, but we appreciate your time and expertise.
TW: Thank you very much, Doug. It was a pleasure to be, once again, on the show. I think we need to upgrade the outlook of this trend of four years, as COVID has changed things for sure.
DG: Well, once every four years is probably all you can take of me, Thomas. (~chuckles~)
To contact Thomas Wingens, email thomas@wingens.com, or head over to www.wingens.com. His phone number in the U.S. is 724-732-3338.

Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.

