A Swedish high-tech engineering company that supplies to the heat treat industry, offering tooling systems, advanced stainless steels and special alloys, recently announced intentions to broaden its reach in digital manufacturing through the planned acquisition of French software company, Metrologic Group, headquartered in Meylan.
Björn Rosengren, president and CEO of Sandvik Group
Björn Rosengren, president and CEO of Sandvik Group, based in Sandviken, Sweden, noted that this announcement is a “first material step towards an increased offering in digital manufacturing in Sandvik Machining Solutions.”
A market leader in agnostic metrology software, Metrologic Group would form a new business unit within a new product area in Sandvik Machining Solutions and would maintain brand independence, in line with Sandvik’s decentralized business model.
Klas Forsström, president of Sandvik Machining Solutions
Metrologic Group develops 3D inspection software and electronics which run measurement machines used for dimensional control notably in the automotive, aeronautics, transport, and medical sectors.The company’s offering includes agnostic software for metrology, automation and robotics control as well as services for calibration and 3D-measuring. Products are used globally in most industries, including automotive, aerospace, energy, general engineering and consumer goods, all similar to that of Sandvik Machining Solutions.
“By merging Sandvik Machining Solutions’ know-how about materials, customer applications and machining processes with Metrologic’s deep understanding of measurement technology, we would be able to further expand the offering of increased productivity. I am convinced that this step towards increased digital manufacturing will be key for continued success for Sandvik Machining Solutions,” said Klas Forsström, president of Sandvik Machining Solutions.
A contract valued at approximately $116 million to deliver 16 additional UH-72A Lakotas for the United States Army has been received by a leading aeronautics, space, and related services provider, the company’s second request this year to supply the U.S. Army’s Lakota program.
Chris Emerson, president and CEO of Airbus Helicopters, Inc. and head of the North America Region
Airbus Helicopters Inc announces the new contract includes the UH-72A production aircraft, associated technical and flight operator manuals and program management in training configuration for the Initial Entry Rotary Wing mission at Ft. Rucker. The UH-72A is a twin-engine utility helicopter used for a wide range of military operations including troop and light cargo transport, MEDEVAC, VIP transport, border security, and Homeland Defense.
“We are proud of our partnership with the U.S. Army. As the world’s best Helicopter Trainer provider, we recognize how important an asset the Lakota is for Army Aviation and our nation. Our employees at Airbus are committed to delivering every aircraft on-cost and on-schedule, without exception,” said Chris Emerson, president and CEO of Airbus Helicopters, Inc. and head of the North America Region. “Our mission of providing this vital national asset is crucial to the protection of our country and the closure of the pilot shortage gap.”
The Lakota is a key component of the Army’s Aviation Restructuring Initiative (ARI) and the primary rotary-wing trainer for the U.S. Army Aviation Center of Excellence at Fort Rucker, Ala. The UH 72A Lakota is fielded in and out of the Continental United States in several different configurations, performing a number of essential missions for the U.S. Army, U.S. Navy, and the National Guard.
A new high-tensile, highly shock-resistant prepreg that incorporates carbon fiber has recently been developed by a high-performance fiber company in Germany for aerospace applications and specialized carbon nanotubes (CNT).
Toho Tenax Co., Lt., the core company of the Teijin Group, announced the hybrid prepreg has been adopted by Mizuno Corporation in a new golf club shaft that weighs nearly 30 percent less than conventional shafts of the same thickness. A prepreg is a carbon fiber sheet pre-impregnated with matrix resin and used as an intermediate material for carbon fiber reinforced plastics (CFRP). The high-tensile prepreg enables the shaft to bend suitably as the ball is impacted and then cuts the shock of impact by more than 10 percent to reduce club movement on the follow-through swing.
The surface of the CNT is specially treated and its structural elements disperse equally when Toho Tenax’s carbon fiber is impregnated with matrix resin containing the CNT. The hybrid combination of carbon fiber and CNT realizes a superior CFRP that offers improved tensile strength and shock resistance. The CFRP is more durable because the carbon fiber and matrix resin do not peel away from each other thanks to the CNT’s balanced dispersion.
The Teijin Group is accelerating its development of its new high-tensile, highly shock-resistant prepreg for high-end applications in the sports and leisure fields, then eventually in aircraft fields, where weight reduction and high functionality are especially critical. Teijin also is strengthening its capabilities to provide solutions for diverse global businesses, from upstream to downstream.
Henry Canady of Aviation Week interviews Mark Meyer of GEAdditive to gain insight on how additive metal manufacturing will disrupt the manufacturing landscape, particularly the aerospace sector, as techniques are refined for metal additive. Meyer speculates that additive will compete with metal forging and further enhance forging processes.
An excerpt:
“Just as taxi service often improves when Uber and Lyft move into town, metal casting is being enhanced as additive competes with casting.”
A commercial heat treater specializing in low-pressure vacuum carburizing recently expanded its processing capacity with a 12-bar gas quenching vacuum furnace.
Midwest Thermal-Vac (MTV), based in Kenosha, Wisconsin, which provides conventional heat treating, as well as solution, isothermal, spherodized or full annealing, homogenizing, normalizing, austenitizing, tool steel tempering and cryogenic treatments for the aerospace, defense, and general commercial industries, purchased the furnace to facilitate processing for companies needing to meet Nadcap and medical industry requirements such as MedAccred.
MTV’s capabilities will expand with a TITAN® vacuum furnace with 12-bar gas quenching from Ipsen USA. This furnace features a diffusion pump for high-vacuum levels and an all-metal hot zone to ensure part cleanliness, and an all-metal hot zone measuring 18″ x 24″ x 18″ (455 mm x 610 mm x 455 mm), with a 1,000-pound (450 kg) load capacity. It is capable of operating at temperatures ranging from 900 °F to 2,400 °F (482 °C to 1,316 °C) with ± 10 °F (±6 °C) temperature uniformity.
A global manufacturer of technically advanced specialty materials and complex components recently announced investment toward its iso-thermal forging and heat treating capacities to satisfy growing demand from the aerospace jet engine market.
CEO of Allegheny Technologies Inc. (ATI), Rich Harshman, CEO of Allegheny Technologies Inc. (ATI), announcing the expansion of ATI’s iso-thermal forging and heat treating capacities to satisfy growing demand from the aerospace jet engine market. Photo credit: Tony Bettack, WTMJ, Twitter
Allegheny Technologies Incorporated (ATI), headquartered in Pittsburgh, Pennsylvania, will self-fund approximately $95 million, representing two projects: a fourth iso-thermal press and expansion of heat treat capacity. Both will take place at the company’s iso-thermal forging center in Cudahy, Wisconsin. ATI expects the projects to be completed in 2020 and fully qualify for aerospace-related production.
“We continue to invest in our advanced forging capabilities in support of our aerospace customer’s ramp-up of next-generation jet engine production. Once completed and fully qualified, this critical growth project will enable us to meet the increasing production requirements for existing long-term agreements with our engine OEM partners,” said Rich Harshman, ATI’s chairman, president, and CEO. “Iso-thermal is the most technologically advanced forging method available today and ATI’s ongoing leadership in this area is further solidified by this significant investment.”
“This investment, along with our recent nickel-based superalloy powder expansion in Monroe, NC, will enable the High-Performance Materials and Components (HPMC) segment to meet its longer-term financial goals by increasing our capacity to produce technologically advanced powder-to-iso-thermally-forged jet engine components,” said John Sims, Executive Vice President, HPMC Segment.
This is the fifth in a series of articles by AMS2750 expert, Jason Schulze (Conrad Kacsik). Click here to see a listing of all of Jason’s articles on Heat Treat Today. In this article, Jason advances the discussion of TUSs with a lesson on the definitions of key AMS2750E terms. Please submit your AMS2750 questions for Jason to editor@heattreattoday.com.
Introduction
When executing a technical process, understanding the meaning and intent of certain definitions can clarify the interpretation of certain requirements, thereby, altering a specific course based on that interpretation.
In this article, we will focus on the primary definitions associated with temperature uniformity surveys as they apply to AMS2750E.
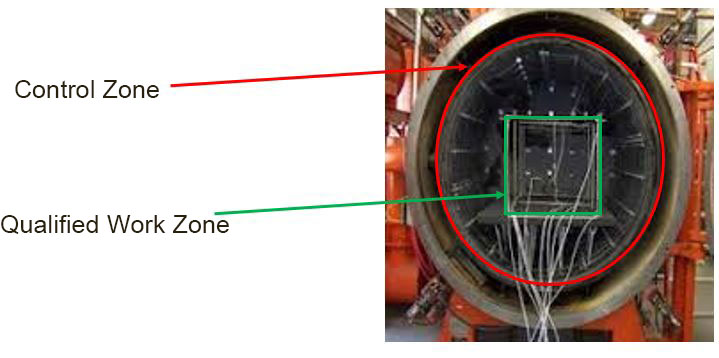
Control Zone vs Qualified Work Zone
Control Zone
AMS2750E, page 44, para 2.2.9: “A portion of the work zone in thermal processing equipment having a separate sensor/instrument/heat input or output mechanism to control its temperature. This portion of a furnace is independently controlled.”
Qualified Work Zone
AMS2750E, page 6, para 2.2.42: “The defined portion of a furnace volume where temperature variation conforms to the required uniformity tolerance.”
It’s important to understand the difference between the two definitions. Below is a figure which outlines the most basic idea behind each.
Figure 1
Failure of a Survey Thermocouple
AMS2750E, page 4, para 2.2.19: “Obviously incorrect or erratic activity of a survey thermocouple indicated by extreme high readings, extreme low readings, and/or erratic changes in readings not reflected by other sensors.”
This situation can be observed by pyrometry technicians in real time as the survey is running. Possible reasons for this may be:
a loss in chrome due to vapor pressure (vacuum furnaces only),
movement of the thermocouple during the test from the documented position,
Polarity reversal during test thermocouple assembly.
Note that AMS2750E allows only a specific number of thermocouples to fail during a TUS (see AMS2750E, page 30, para 3.5.16).
Heat Sink
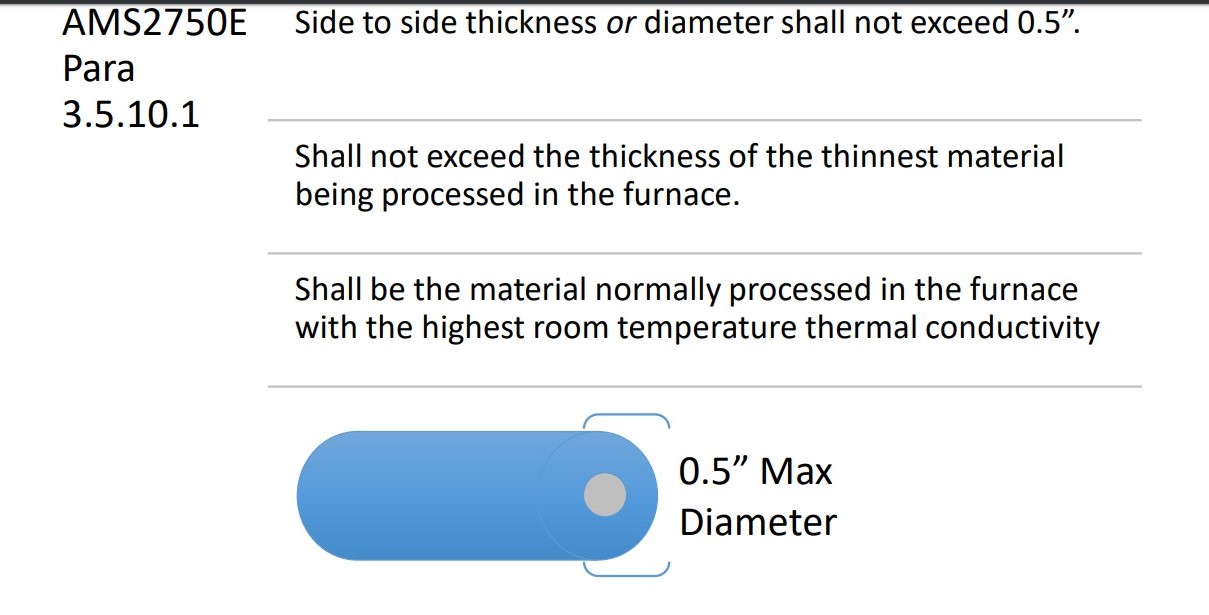
AMS2750E, page 5, para 2.2.24: “A mass of material equivalent to the heat transfer characteristics of the thinnest section of the part being heat-treated. Heat sinks may be used during TUS (3.5.10.1) and during production (3.3.5).”
The use of heat sinks during a TUS is optional. Operators are permitted to utilize heat sinks on both TUS test thermocouples and the load thermocouple being used. The key is to document the initial TUS load condition, including the use of heat sinks, and utilize this configuration on subsequent tests.
If heat sinks are utilized on either the TUS test thermocouples, or the load thermocouples, the heat sink must comply with AMS2750E, page 26, para 3.5.10. Additional requirements and clarification regarding heat sink requirements can be found in the Nadcap Pyrometry Guide on page 47, question #43 and Heat Treat Auditor Advisory 17-007.
Figure 2
Qualified Operating Temperature Range
AMS2750E, page 6, para 2.2.41: “The temperature range of thermal processing equipment where temperature uniformity has been tested and found to be within required tolerances as specified in 3.3”
This temperature range affects multiple aspects of pyrometry, including the instrument calibration setpoints of both furnace instruments (AMS2750E page 14, para 3.2.5.5.1) as well as field test instruments (AMS2750E, page 14, para 3.2.5.4) used on that particular equipment. It also affects what product can be heat treated in the particular furnace.
Field Test Instrument
AMS2750E, page 4, para 2.2.20: “An instrument that is portable, that meets the requirements of Table 3, has calibration traceable to secondary equipment or better and is used to conduct on-site tests of thermal processing equipment.”
One of the key points in this definition is the term “portable”. This implies that furnace instruments cannot be used as field test instruments. For those new to pyrometry, this may cause confusion as a single instrument make and model could be designated as a field test instrument or a furnace instrument. As an example, consider a Yokogawa DX model electronic recorder. A supplier could buy two of the same model and use one as a furnace recorder and the other as a TUS recorder (making it a field test instrument). The only differences are its designated use, calibration points, and the fact that is independent from the furnace (portable).
Field test instruments must be calibrated using a standard instrument or better at 6 points per AMS2750E, page 14, para 3.2.5 and have an accuracy of ±1°F or 0.1%, whichever is greater.
Temperature Uniformity
AMS2750E, page 7, para 2.2.66: “The temperature variation (usually expressed as ± degrees) within the qualified furnace work zone with respect to set point temperature. For retort furnaces where a sensor in the retort is used to control temperature, the temperature variation is with respect to the sensor in the retort and not to the furnace set temperature.”
This relates directly to the furnace class designation per Figure 2 of AMS2750E. It’s important to keep in mind question #21 of the Hwhen designating furnace class.
Temperature Uniformity Survey
AMS2750E, page 7, para 2.2.68: “A test or series of tests where calibrated field test instrumentation and sensors are used to measure temperature variation within the qualified furnace work zone prior to and after thermal stabilization.”
As any pyrometry technician knows, one of the main issues to watch for is thermal inertia, or overshoot. Any overshoot will be cause for immediate failure and initiation of an internal RCCA per AMS2750E, page 34, para 4.2.
Conclusion
Understanding AMS2750E definitions will be advantageous to readers of the remaining articles in this TUS series.
We will next discuss the differences between periodic surveys, initials surveys and more.
Submit Your Questions
Please feel free to submit your questions and I will answer appropriately in future articles. Send your questions to editor@heattreattoday.com.
An Italian metal additive manufacturer recently installed two furnaces and dedicated a new department exclusively to heat treating in a bid to expand its heat treatment capability and maximize the performance of aluminum alloys.
An Arizona-based aerospace maintenance, repair and overhaul provider recently announced a significant expansion at three of the company’s U.S. sites during 2018, including the installation of additional heat treatment equipment at one location.
Rick Stine, President of StandardAero Components, Helicopters & Accessories
StandardAero Component Service of Scottsdale, Arizona, reports that the overall investment to fund the expansions exceeds $16 million in construction and capital equipment, involving the facilities in the Cincinnati and Hillsboro, Ohio, and Miami, Florida locations.
The Cincinnati location expansion will include the build-out of an additional 200,000 sq. ft. of work space to accommodate component repair growth on new platforms, military and commercial engine component repair, as well as larger components.
Miami will add 30,000 sq. ft. of working space and capital improvements including the installation of a state-of-the-art clean line, an additional vacuum furnace as well as water jet cleaning capabilities. As a result, the facility will be able to repair large engine cases.
Hillsboro will be completing a 30,000 sq. ft. expansion to support new OEM manufacturing production, bringing the facility’s total manufacturing footprint to 115,000 square feet of space.
“We are making this commitment to grow our capacity to meet the continued demands of our customers – on both legacy platforms and next generation engines — as well as to continue to provide the aerospace industry’s best delivery performance for component repair and manufacturing services,” said Rick Stine, President of StandardAero Components, Helicopters & Accessories. “These expanded capabilities also include dedicated processes for the repair, overhaul and manufacturing of various component types to support our customers’ engine needs.”
An Ohio-based forge which specializes in precise and durable forgings for aerospace, energy, and transportation markets recently commenced production with a rebuilt rotary furnace designed to service and increase heating capacity for some of its largest hammers.
The furnace was rebuilt in-house at Canton Drop Forge (CDF) in Canton, Ohio, and has North American high-velocity tempest burners. Another furnace will be rebuilt in 2018 to increase the heating capacity for its oilfield forging cell.
CDF’s unique ability to rebuild furnaces in-house advances heating capacity and efficiency, producing forgings used in critical applications with zero tolerance for failure. Home to some of the industry’s largest drop forging hammers in its 241,000 square foot manufacturing facility, the company operates 13 forging hammers and can produce forged parts up to 3500 lbs.
In February, Canton Drop Forge was acquired by Park Ohio, an international supply chain management outsourcing company based in Cleveland.